Clear Sky Science · pl
Druk bezpośredni z wieloma materiałami i współwypalanie elementów z tlenku gadolinu – tlenku cyrkonu
Budowanie odporniejszych części, warstwa po warstwie
Od silników odrzutowych po reaktory jądrowe — wiele zaawansowanych technologicznie systemów wymaga ceramicznych elementów zdolnych wytrzymać ekstremalne temperatury bez pękania. Inżynierowie chcieliby wytwarzać te części z więcej niż jednego materiału ceramicznego, by móc precyzyjnie dobrać właściwości, takie jak przewodzenie ciepła czy pochłanianie promieniowania, w różnych obszarach jednej części. Badanie to pokazuje, jak drukować 3D takie wielomateriałowe elementy ceramiczne, a następnie je wygrzewać tak, by kurczyły się razem zamiast rozdzielać się z powodu naprężeń.
Dlaczego łączenie ceramik jest tak trudne
Gdy dwa różne materiały ceramiczne są połączone i potem poddawane obróbce cieplnej, rzadko zachowują się identycznie. Każdy materiał zaczyna gęstnieć w innej temperaturze, kurczy się w innym stopniu i ma różne współczynniki rozszerzalności cieplnej podczas ogrzewania i chłodzenia. Jeśli te zmiany nie są zsynchronizowane, granica między nimi jest rozciągana i ściskana aż do pojawienia się pęknięć. Problem ten powstrzymywał wykorzystanie elementów ceramicznych złożonych z kilku materiałów, mimo że mogłyby one znacząco poprawić osiągi w zastosowaniach takich jak zaawansowane paliwo jądrowe, gdzie obszary pochłaniające neutrony są świadomie łączone z materiałami dobrze przewodzącymi ciepło.
Wykorzystanie atramentów drukarskich jako pokręteł regulacji
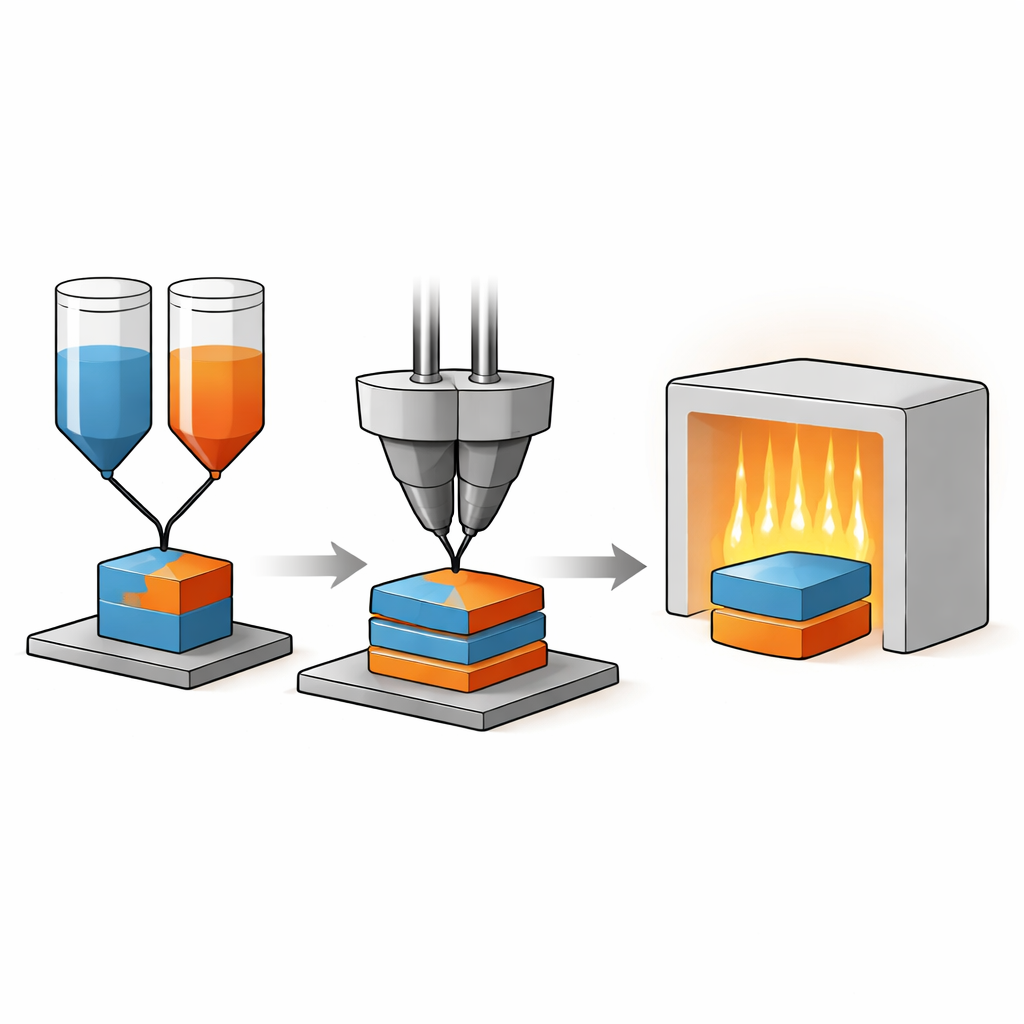
Zespół stosuje direct ink writing — metodę druku 3D, w której pasty zawierające proszki ceramiczne są wytłaczane w celu budowy „zielonej” części warstwa po warstwie. Pracują na dwóch tlenkach: tlenku gadolinu, który pochłania neutrony, oraz tlenku cyrkonu, wybranego jako bezpieczny substytut tlenku uranu. Zamiast akceptować surowe proszki takim, jakim są, badacze traktują same atramenty do druku jako narzędzia inżynierskie. Poprzez regulację czynników takich jak stopień wypełnienia pasty proszkiem, wielkość cząstek czy zawartość polimeru mogą kontrolować, kiedy i jak szybko każdy materiał kurczy się podczas wypalania. Dokładne pomiary ładunku cząstek w wodzie oraz zachowania płynięcia pod ścinaniem pomagają im dobrać stabilne, drukowalne formuły dla obu ceramik.
Skłonienie dwóch bardzo różnych ceramik do jednoczesnej kurczliwości
Następnie autorzy systematycznie badają, jak harmonogramy wypalania wpływają na skurcz. Rejestrują, jak małe próbki zmieniają długość podczas wypalania przy różnych szybkościach nagrzewania i maksymalnych temperaturach, szukając warunków, w których obie ceramiki osiągają niemal tę samą maksymalną wartość skurczu i podobną prędkość kurczenia. Kluczową korektą jest obniżenie temperatury szczytowej, by uniknąć przemiany struktury krystalicznej w cyrkonii, która w przeciwnym razie powodowałaby nagły duży skok rozmiaru. Przy zoptymalizowanym profilu wypalania i dopasowanych recepturach atramentów zmniejszają ogólne niedopasowanie między dwoma czystymi materiałami o ponad połowę, do około 5%. Odkrywają też, że wczesny etap „wypalania” (usuwanie substancji organicznych i fazy wodorotlenkowej) jest szczególnie krytyczny: nawet około 1% niedopasowania może wystarczyć, by popękały kruche części na tym etapie.
Gdy stopniowe mieszanki pogarszają sytuację
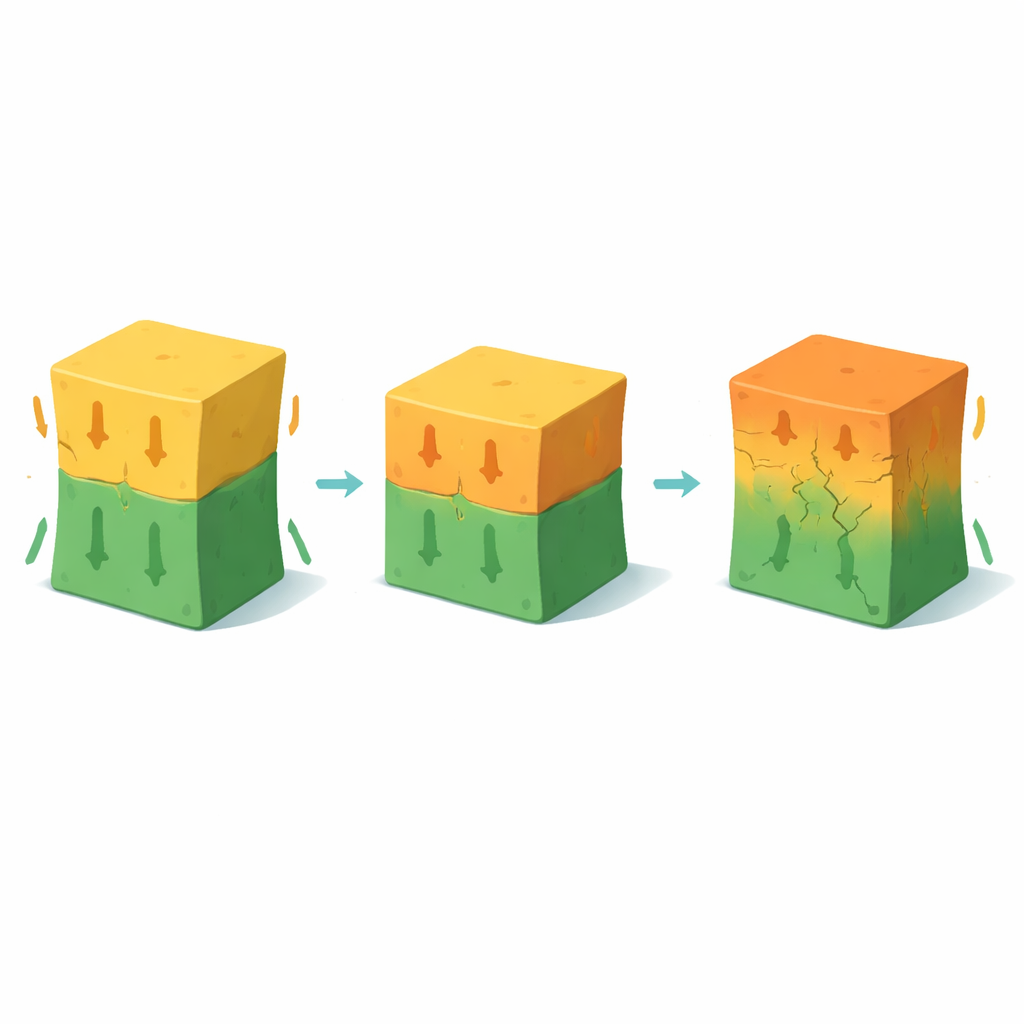
Może się wydawać naturalne, że złagodzenie naprężeń między materiałami osiągnie się przez drukowanie stopniowego przejścia składu zamiast ostrej granicy. Zespół testuje to, drukując struktury kanapkowe, w których warstwy mieszanek o różnych proporcjach obu atramentów znajdują się między warstwami czystych materiałów. Następnie śledzą, jak te mieszanki się kurczą i sprawdzają, czy rzeczywiste wydrukowane części przetrwają po wypaleniu. Zaskakująco, mieszanki często zachowują się zupełnie inaczej niż prosta średnia składowych. W miarę jak oba tlenki współoddziałują w wysokiej temperaturze, tworzą nowe fazy roztworu stałego, które kurczą się znacznie mniej lub zaczynają kurczyć w innych temperaturach. Prowadzi to do większych naprężeń wewnętrznych, zdeformowanych kształtów — na przykład „beczkowatych” bloków, których środek prawie się nie kurczy — oraz zarówno widocznych pęknięć, jak i mikropęknięć wzdłuż interfejsów.
Zasady projektowania przyszłych ceramik wielomateriałowych
Badanie kończy się wnioskiem, że dla tej pary tlenków najbezpieczniejszą drogą nie jest poleganie na gładkich gradientach składu, by maskować różnice między materiałami. Lepiej jest zaprojektować każdy atrament czystego materiału tak, by ich zachowanie podczas spiekania było jak najbardziej zbliżone, a następnie łączyć je czystymi, dyskretnymi granicami. Autorzy pokazują, że części mogą tolerować kilka procent niedopasowania podczas pełnego spiekania dzięki pewnemu relaksowi lepkosprężystemu w wysokich temperaturach, ale wczesny etap wypalania wymaga znacznie ścisłej kontroli. Te ustalenia dają inżynierom praktyczny zestaw zasad do projektowania wielomateriałowych elementów ceramicznych, które po wyjściu z pieca będą gęste, integralne i gotowe do wymagającej pracy.
Cytowanie: Snarr, P.L., Cramer, C.L., Cakmak, E. et al. Multi-material direct ink writing and co-sintering of gadolinium oxide – zirconium oxide components. npj Adv. Manuf. 3, 12 (2026). https://doi.org/10.1038/s44334-026-00073-0
Słowa kluczowe: ceramika wielomateriałowa, direct ink writing, współwypalanie, materiały paliwowe do reaktorów jądrowych, produkcja addytywna