Clear Sky Science · pl
Maksymalizacja zawartości faz stałych w wodnej zawiesinie do robocastingu węglika krzemu
Tworzenie wytrzymałych części do surowych warunków
Od silników odrzutowych po reaktory fuzyjne — wiele zaawansowanych maszyn wymaga elementów, które przetrwają ekstremalne temperatury, gwałtowne wahania termiczne i agresywne środowiska chemiczne. Węglik krzemu, ceramika znana z twardości i odporności na wysoką temperaturę, jest naturalnym kandydatem, ale trudno go formować i doprowadzać do wysokiej gęstości. Badanie opisuje, jak precyzyjnie dostroić specjalny „atrament” składający się z cząstek węglika krzemu w wodzie, aby można go było drukować 3D w skomplikowane kształty, a następnie wypalać do mocnych, niemal w pełni gęstych części — otwierając drogę do solidnych elementów do zastosowań w ekstremalnych warunkach.
Dlaczego węglik krzemu jest tak atrakcyjny
Węglik krzemu łączy kilka cech pożądanych przez inżynierów: jest bardzo twardy, lżejszy niż metale, odporny na ataki chemiczne i stabilny w temperaturach znacznie powyżej 1400 °C. Te właściwości czynią go atrakcyjnym do wymienników ciepła, części lotniczych, systemów energetycznych i precyzyjnych luster optycznych. Problem w tym, że obróbka skomplikowanych kształtów z tego materiału jest trudna i kosztowna. Wytwarzanie przyrostowe — budowanie obiektów warstwa po warstwie — daje rozwiązanie, ale tylko wtedy, gdy materiał wyjściowy da się płynnie drukować i następnie zagęścić wystarczająco, by po wypaleniu otrzymać zwarte, bezspoinowe elementy.
Przemiana proszku w drukowalny atrament
W pracy badacze skupili się na metodzie druku zwanej direct ink writing, gdzie gęsta pasta jest wyciskana przez dyszę jak lukier z rękawa cukierniczego. Ich celem było zmieszczenie jak największej ilości węglika krzemu w wodnej zawiesinie, bez uczynienia jej zbyt gęstą, by płynąć. Zaczęli od charakteryzacji proszku, który miał podmikronowe cząstki umożliwiające gęste spiekanie. Następnie wykorzystali pomiary ładunku powierzchniowego, znane jako potencjał zeta, by zrozumieć wzajemne oddziaływania cząstek w wodzie. Poprzez dodanie niewielkiej ilości (2 procent objętościowych) polimeru o nazwie polietylenimina, powlekali powierzchnie cząstek tak, że odpychały się nawzajem wystarczająco, by pozostać dobrze zdyspergowane bez konieczności regulacji kwasowości cieczy. Ta równowaga pomagała utrzymać płynność zawiesiny podczas druku, a jednocześnie na tyle stabilizowała kształt, by nie rozpływał się po położeniu. 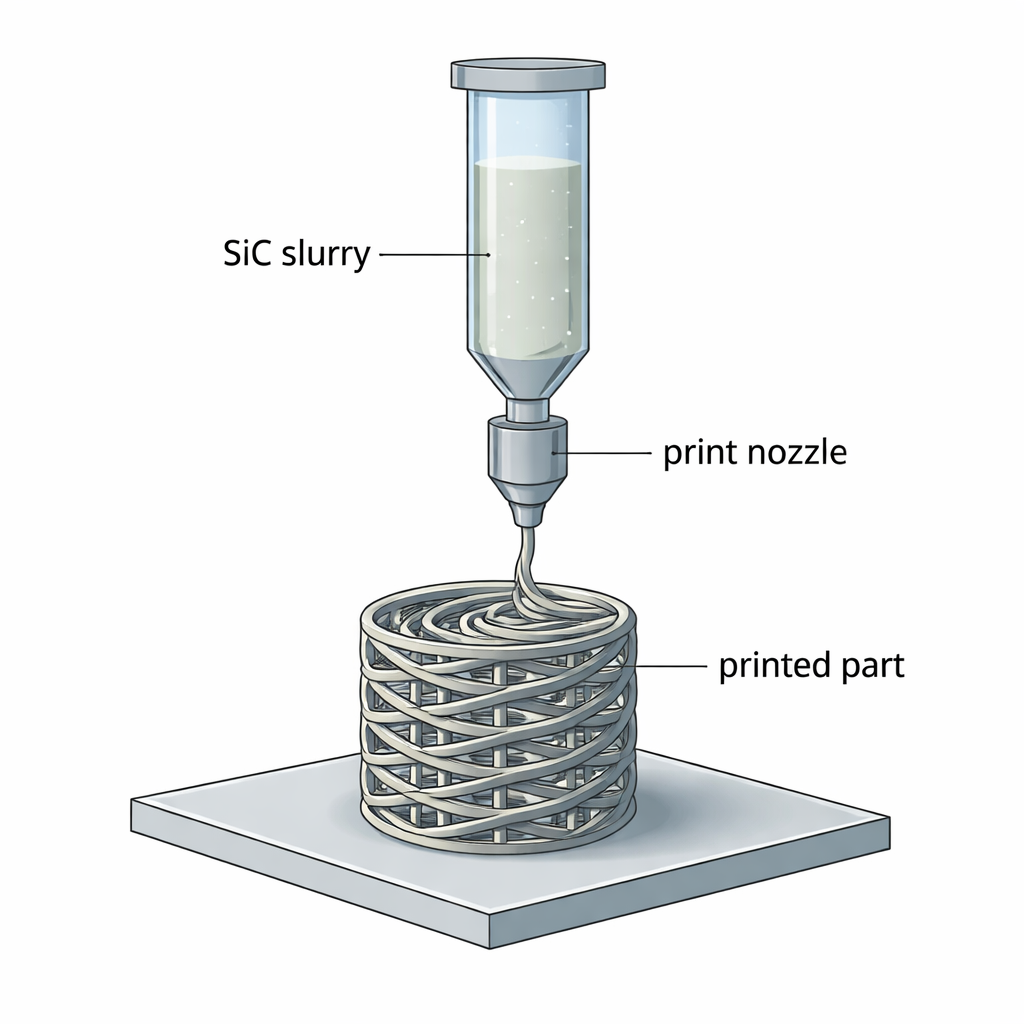
Znajdowanie punktu optymalnego zachowania przepływu
Zespół systematycznie regulował ilość użytego polimeru oraz jego długość łańcucha, obserwując, jak zmienia się opór przepływu zawiesiny. Odkryli, że 2 procent polimeru o średniej masie molowej dało najniższą lepkość — co oznaczało, że zawiesina łatwo odkształcała się pod wpływem naprężenia — podczas gdy zbyt mała lub zbyt duża ilość polimeru powodowała zgęstnienie atramentu. Zmiana kwasowości lub zasadowości cieczy również pogarszała jej płynięcie. Mając optymalny przepis, stopniowo zwiększali udział faz stałych z 35 do 56 procent objętościowych. Jak można było się spodziewać, zawiesina stawała się gęstsza, a jej granica płynięcia — naprężenie potrzebne do rozpoczęcia przepływu — gwałtownie rosła przy wyższych załadunkach. Powyżej około 49 procent wybrane urządzenie drukujące nie było już w stanie niezawodnie przepchnąć atramentu przez dyszę, więc najgęstsze mieszaniny formowano zamiast tego przez odlewanie do form. 
Od „green body” do gęstej ceramiki
Po uformowaniu części suszono powoli w wilgotnym otoczeniu, aby uniknąć pęknięć podczas odparowywania wody. Osuszone „green body” były następnie podgrzewane, aby wypalić dodatki polimerowe, a ostatecznie spiekane w około 2200 °C w atmosferze obojętnej, by cząstki ceramiczne mogły się połączyć. Pomiary metodą Archimedesa — zasadniczo ważenie próbek w powietrzu i w wodzie — wykazały, że wyższy początkowy udział faz stałych prowadził do gęstszych końcowych elementów. Próbki zaczynające od 45 procent faz stałych osiągnęły około 88 procent gęstości teoretycznej, podczas gdy te zaczynające od 56 procent osiągnęły w przybliżeniu 93,5 procent. Mikroskopia optyczna i elektronowa potwierdziły, że pory i pustki znacznie zmniejszały się wraz ze wzrostem zawartości faz stałych, prowadząc do bardziej jednorodnych mikrostruktur. Dyfrakcja rentgenowska wykazała również, że węglik krzemu przekształcił się podczas wysokotemperaturowego wypalania z postaci sześciennej do bardziej stabilnej formy heksagonalnej.
Co to oznacza dla przyszłych urządzeń
Dla odbiorców nietechnicznych kluczowy wniosek jest taki, że staranne dostrojenie kilku istotnych składników gęstego atramentu wypełnionego cząstkami może zadecydować o jakości drukowanych ceramik. Wykorzystując chemię powierzchni i pomiary przepływu jako wskazówki, autorzy zwiększyli ilość węglika krzemu w wodnej zawiesinie nadającej się do druku lub odlewania do najwyższych dotąd zgłoszonych poziomów dla tego typu proszku, jednocześnie uzyskując mocne, niemal w pełni gęste części po spiekaniu — bez uciekania się do dodatkowego krzemu czy faz pochodnych z polimerów. Ramy te można zaadaptować do innych systemów ceramicznych i konfiguracji drukujących, zbliżając przemysł do produkcji na żądanie złożonych, wysokowydajnych komponentów zdolnych wytrzymać jedne z najbardziej wymagających warunków, jakie technologia może postawić przed nimi.
Cytowanie: Feldbauer, J., Cramer, C.L. & Gilmer, D. Maximizing solids loading for aqueous slurry robocasting of silicon carbide. npj Adv. Manuf. 3, 10 (2026). https://doi.org/10.1038/s44334-026-00070-3
Słowa kluczowe: druk 3D węglika krzemu, direct ink writing, zawiesiny ceramiczne, materiały wysokotemperaturowe, wytwarzanie przyrostowe