Clear Sky Science · pl
Wiązanie wiązką lasera diodowego o dużej mocy w spawaniu stopu aluminium AA8011 dla poprawy właściwości mechanicznych w konstrukcjach lekkich
Mocniejsze połączenia dla lżejszych produktów
Od elementów nadwozia samochodowego po opakowania spożywcze — cienkie blachy aluminiowe pomagają uczynić wyroby lżejszymi, bardziej oszczędnymi energetycznie i łatwiejszymi do recyklingu. Jednak ich niezawodne łączenie okazuje się zaskakująco trudne: tradycyjne spawanie może odkształcać metal, osłabiać go lub wprowadzać drobne defekty. W tym badaniu przeanalizowano nowsze podejście — spawanie wiązką lasera diodowego o dużej mocy — aby sprawdzić, czy potrafi tworzyć czystsze, mocniejsze złącza w powszechnie stosowanym stopie aluminium AA8011 oraz jak dostroić proces dla najlepszych właściwości.
Dlaczego spawanie aluminium jest tak trudne
Aluminium AA8011 jest popularne, ponieważ jest lekkie, odporne na korozję i łatwe do formowania w cienkie blachy i folie. Te same cechy utrudniają jednak spawanie. Aluminium przewodzi ciepło bardzo szybko, tworzy trwałą warstwę tlenku na powierzchni i ma skłonność do powstawania porów, odkształceń i pęknięć pod wpływem intensywnego ciepła. Powszechne metody, takie jak TIG i MIG, często przegrzewają metal, podczas gdy bardziej zaawansowane procesy w stanie stałym wymagają skomplikowanego oprzyrządowania i nie zawsze nadają się do zautomatyzowanych linii produkcyjnych. Producenci potrzebują więc metody łączenia, która szybko poradzi sobie z cienkimi blachami, przy minimalnym uszkodzeniu cieplnym i liczbie defektów.
Skoncentrowany laser jako precyzyjne źródło ciepła
Badacze przetestowali spawanie wiązką lasera diodowego o dużej mocy (HPDLBW) na arkuszach AA8011 o grubości 2 mm. W tym układzie skoncentrowana plamka lasera przesuwa się wzdłuż złącza, topiąc wąski pas metalu, który zastyga jako spaw. Poprzez regulację zaledwie kilku kluczowych parametrów — mocy lasera, prędkości spawania i średnicy wiązki — mogli silnie wpływać na głębokość wtopienia oraz jakość złącza. Aby efektywnie zbadać kombinacje, zastosowali plan Taguchi L9, ustrukturyzowaną metodę obejmującą wiele wariantów przy zaledwie dziewięciu starannie dobranych testach. Dla każdego spawu mierzono twardość, wytrzymałość na rozciąganie i udarność oraz badano mikrostrukturę i defekty, takie jak pory czy kruche cząstki. 
Znajdowanie optymalnych ustawień
Przy użyciu modeli matematycznych zespół powiązał ustawienia spawania z zachowaniem mechanicznym złącza. Wykazali, że moc lasera i prędkość przemieszczenia w przeważającej mierze kontrolują ilość ciepła wprowadzanego do metalu: wolniejsze prędkości lub większa moc oznaczają więcej ciepła, głębsze wtopienie i większą kałużę ciekłą, podczas gdy szybsze przejście grozi płytkim, niepełnym spawem. Rozmiar wiązki kształtuje rozkład tego ciepła. Poprzez dopasowanie modelu powierzchni odpowiedzi — zakrzywionej „mapy” procesu — poszukiwano kombinacji maksymalizującej wytrzymałość i udarność bez przegrzewania blachy. Najlepsza receptura to moc 3,3 kW, prędkość 17 mm/s i średnica wiązki 3,5 mm. Przy tych warunkach spawy osiągnęły około 69 N/mm² wytrzymałości na rozciąganie, około 110 J energii udarowej i twardość bliską 33 HV, przewyższając pozostałe testowane ustawienia.
Co dzieje się we wnętrzu metalu
Badania mikroskopowe wyjaśniły, dlaczego zoptymalizowane spawy zachowywały się lepiej. Przy najlepszych ustawieniach strefa przetopienia zawierała drobne, izometryczne ziarna aluminium o wielkości zaledwie kilku mikrometrów, a otaczający obszar wpływu ciepła wykazywał ograniczone zgrubienie ziarna. Rozkład pierwiastków stopowych takich jak krzem, żelazo, miedź i magnez był stosunkowo jednorodny, a obecność kruchych związków międzymetalicznych i porów była niewielka. W przeciwieństwie do tego warunki z nadmiarem ciepła prowadziły do powstawania grubszego, bardziej niejednolitego układu i większego ryzyka lokalnej kruchości. Badacze powiązali też wielkość ziarna bezpośrednio z wytrzymałością: mniejsze ziarna zwiększały granicę plastyczności zgodnie z powszechnie znanym wzmacniającym wpływem drobnoziarnistości. Testy udarności i obrazy powierzchni łamania dodatkowo wykazały, że zoptymalizowane spawy pochłaniały więcej energii przed pęknięciem i ulegały zniszczeniu w sposób bardziej ciągliwy i tolerancyjny na uszkodzenia. 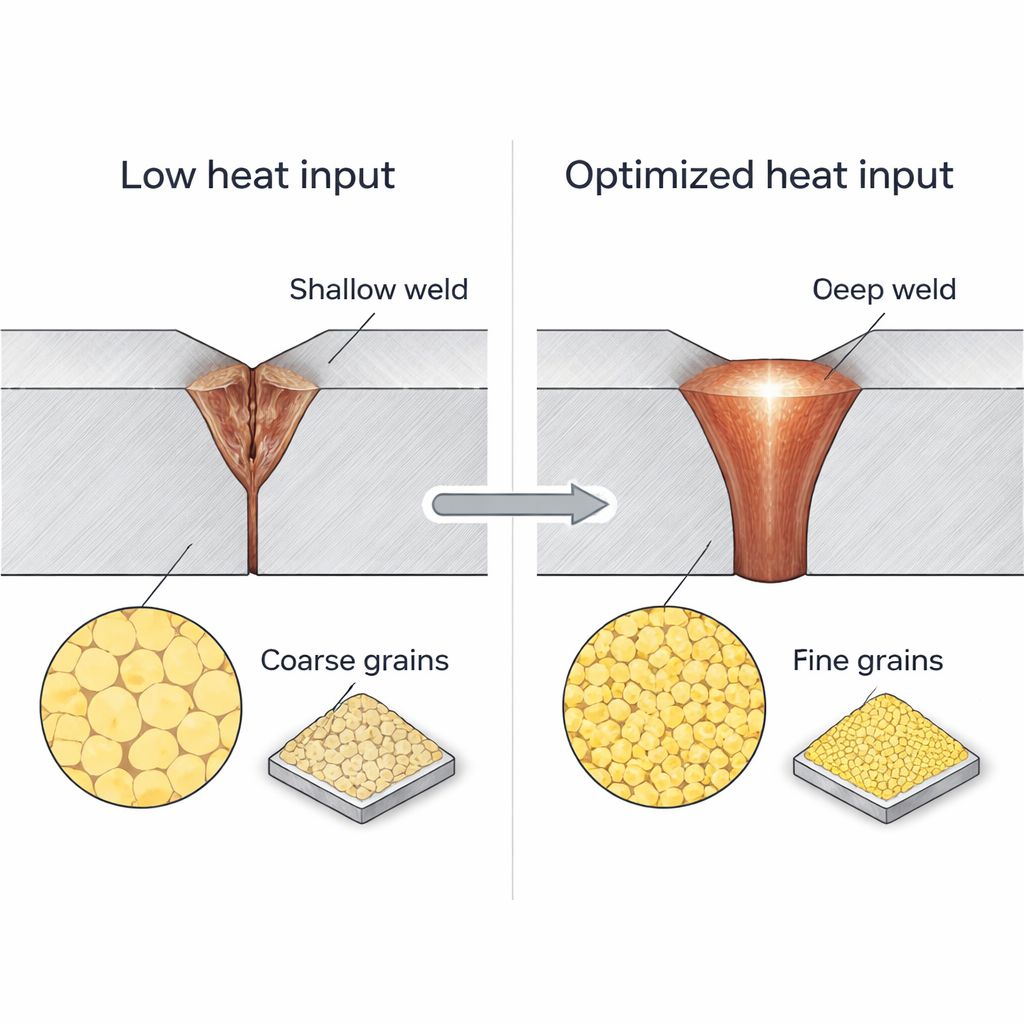
Implikacje dla technologii codziennego użytku
Dla szerokiego grona odbiorców główne przesłanie jest takie, że precyzyjna kontrola mocy lasera, prędkości i wielkości plamki pozwala łączyć cienkie blachy aluminiowe z mniejszym uszkodzeniem i bardziej przewidywalną wytrzymałością niż wiele tradycyjnych metod. Badanie dostarcza opartej na danych recepty i modelu predykcyjnego, które inżynierowie mogą wykorzystać do uruchamiania spawania laserem diodowym AA8011 na liniach produkcyjnych — na przykład w obudowach akumulatorów pojazdów elektrycznych, elementach HVAC czy opakowaniach. Utrzymując wkład ciepła na poziomie wystarczającym do pełnego zespolenia metalu, lecz na tyle niskim, by uniknąć odkształceń i kruchych faz, spawanie wiązką lasera diodowego o dużej mocy jawi się jako skalowalna, gotowa do automatyzacji technologia do budowy lżejszych, bardziej efektywnych produktów.
Cytowanie: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Słowa kluczowe: spawanie laserowe, stop aluminium, konstrukcje lekkie, microstructure, właściwości mechaniczne