Clear Sky Science · pl
Optymalizacja wydajności drutowego EDM Nitinolu (stop pamięci kształtu) przy użyciu BBD RSM i TLBO z dielektrykiem zmieszanym z nanocząstkami tlenku glinu, grafenu i MWCNT
Bardziej precyzyjne narzędzia dla inteligentnych metali
Od samorozwijających się stentów po elementy lotnicze zmieniające kształt — metal zwany Nitinolem stanowi rdzeń wielu zaawansowanych technologicznie urządzeń. Ten niezwykły materiał jest jednak słynnie trudny do cięcia i wykończenia bez uszkodzenia powierzchni. Badanie to analizuje sprytny sposób obróbki Nitinolu szybciej i delikatniej poprzez dodanie drobnych, zaprojektowanych cząstek do cieczy obróbkowej w procesie iskrowym, co wskazuje drogę do gładszych implantów medycznych i bardziej niezawodnych komponentów lotniczych.
Dlaczego cięcie Nitinolu jest takie trudne
Nitinol to stop niklu i tytanu znany ze „zapamiętywania” kształtu i zdolności do zginania bez pękania. Te same cechy utrudniają obróbkę tradycyjnymi wiertłami czy frezami: narzędzia szybciej się zużywają, powierzchnie przegrzewają, a mogą powstawać mikropęknięcia. Aby temu zaradzić, producenci coraz częściej stosują drutowe wyładowania elektryczne (WEDM), gdzie cienki drut i szybkie iskry wycinają metal bez kontaktu fizycznego. Nawet WEDM wymaga jednak precyzyjnego ustawienia parametrów. Siła każdej iskry i odstęp czasowy między impulsami decydują o szybkości usuwania materiału i gładkości końcowej powierzchni — co jest szczególnie istotne dla części przeznaczonych do zastosowań medycznych.
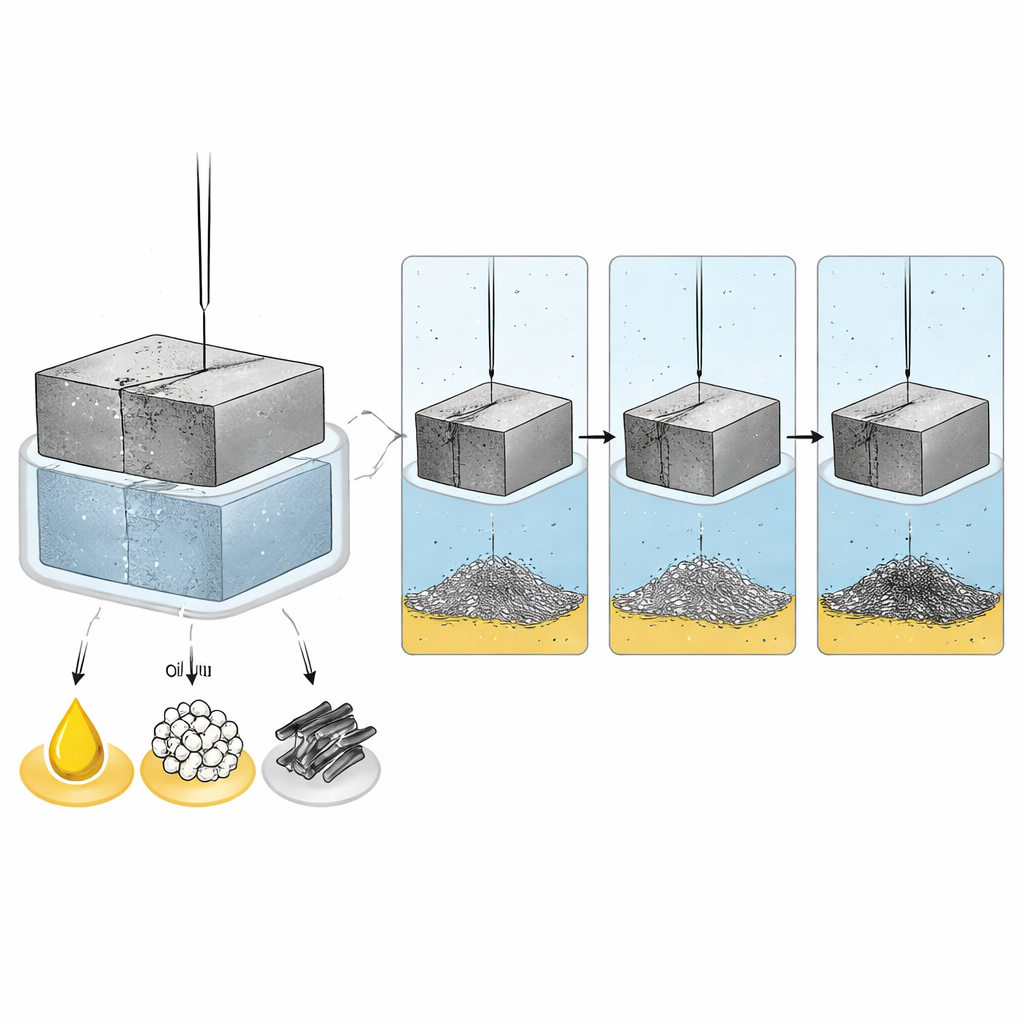
Dodanie inteligentnych proszków do kąpieli iskrowej
Naukowcy sprawdzili, czy zmieszanie różnych nanoprospołów z olejem izolującym otaczającym drut i obrabiany przedmiot może uczynić WEDM jednocześnie szybszym i łagodniejszym. Skoncentrowali się na trzech dodatkach: drobnych cząstkach tlenku glinu (ceramika), ultracienkich arkuszach grafenu oraz smukłych, wielościennych nanorurkach węglowych. Proszki te najpierw starannie zsyntezowano i skontrolowano przy użyciu silnych mikroskopów, aby potwierdzić ich rozmiar i strukturę. W eksperymentach każdy proszek dodawano w tej samej, niskiej koncentracji do cieczy obróbkowej, podczas gdy trzech kluczowych ustawień maszyny — natężenie iskry, czas trwania impulsu oraz czas przerwy między impulsami — było systematycznie zmienianych. Dla każdej kombinacji mierzono, ile Nitinolu usunięto na minutę oraz jak chropowata była otrzymana powierzchnia.
Poszukiwanie najlepszego przepisu za pomocą danych i algorytmów
Ponieważ proces obejmuje wiele współzależnych czynników, zespół zastosował ustrukturyzowany plan eksperymentów, aby efektywnie pokryć przestrzeń ustawień, a następnie zbudował modele matematyczne łączące wejścia z wynikami. Testy statystyczne wykazały, że modele te są wysoce wiarygodne, wyjaśniając ponad 96 procent wariancji w szybkości skrawania i chropowatości powierzchni. Aby wyjść poza proste metody prób i błędów, badacze zastosowali następnie strategię optymalizacji inspirowaną procesem uczenia się w klasie. W tym podejściu wirtualni „uczniowie” eksplorują różne kombinacje ustawień, uczą się od najlepszego „nauczyciela” i stopniowo dążą do coraz lepszych kompromisów między szybkością skrawania a gładkością powierzchni.
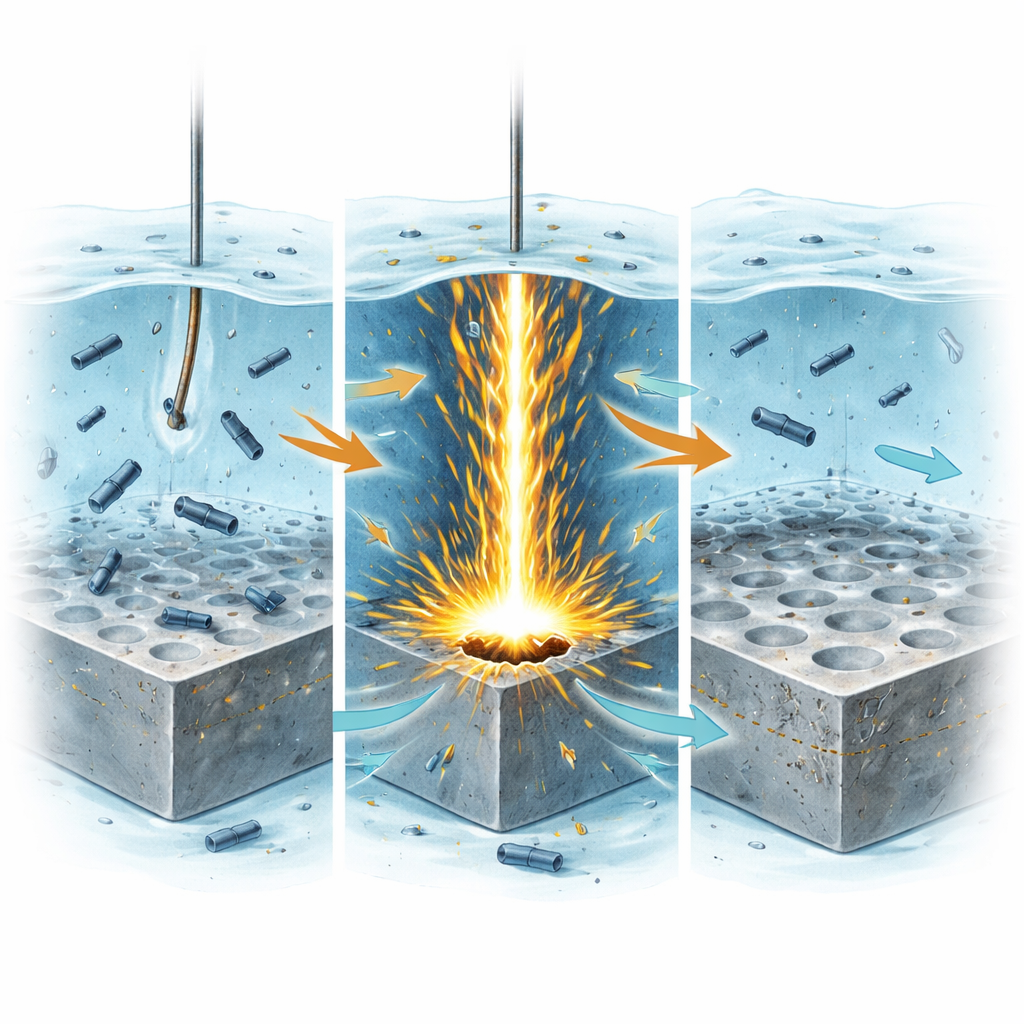
Dlaczego wyróżniają się nanorurki węglowe
We wszystkich testach natężenie prądu okazało się najsilniejszym parametrem: silniejsze iskry usuwały więcej metalu, ale miały tendencję do pogarszania gładkości. Czas trwania impulsu zachowywał się podobnie, podczas gdy dłuższe przerwy między impulsami pozwalały cieczy oczyszczać zanieczyszczenia i chłodzić powierzchnię, poprawiając gładkość. W porównaniu proszków tlenek glinu dawał jedynie umiarkowane korzyści, grafen wypadł lepiej, a nanorurki węglowe konsekwentnie osiągały najlepsze rezultaty. Dzięki doskonałej przewodności cieplnej i elektrycznej oraz długiemu, rurowemu kształtowi, nanorurki pomagały formować stabilne kanały iskrowe i równomierniej odprowadzać ciepło oraz stopiony metal. Przy ustawieniach zoptymalizowanych przez algorytm uczenia proces z dodatkiem nanorurek usuwał Nitinol około 60 procent szybciej i dawał powierzchnie mniej więcej o trzy czwarte gładsze niż konwencjonalne WEDM bez dodatku proszku. Obrazy z mikroskopu elektronowego potwierdziły, że cięcia wspomagane nanorurkami miały mniej zagłębień, pęknięć i ponownie skrystalizowanych odprysków niż pozostałe przypadki.
Gładsza droga dla metali zmieniających kształt
Mówiąc prościej, praca ta pokazuje, że dodanie odpowiedniego rodzaju nanorurek węglowych do kąpieli iskrowej zamienia surowe narzędzie tnące w znacznie ostrzejszy skalpel dla Nitinolu. Łącząc starannie przeprowadzone eksperymenty, modelowanie statystyczne i algorytm poszukujący zrównoważonych ustawień, badanie przedstawia praktyczny przepis na szybszą obróbkę i czystsze powierzchnie. Oznacza to, że przyszłe części z Nitinolu — od implantów biomedycznych po precyzyjne siłowniki — mogą być wytwarzane wydajniej i z mniejszą liczbą mikroskopijnych wad, co poprawi zarówno ich wydajność, jak i niezawodność.
Cytowanie: Rehman, I.U., Chaudhari, R., Vora, J. et al. Performance optimization of wire EDM of Nitinol shape memory alloy using BBD RSM and TLBO with alumina nano graphene and MWCNT Powder mixed dielectric. Sci Rep 16, 9507 (2026). https://doi.org/10.1038/s41598-026-40446-1
Słowa kluczowe: obróbka Nitinolu, drutowe EDM, dielektryk z nanoprospołem, nanorurki węglowe, chropowatość powierzchni