Clear Sky Science · pl
Analiza konstrukcji i wydajności skrawania cylindrycznego narzędzia do skivingu z jednorodnym kątem natarcia roboczego
Bardziej precyzyjne koła zębate dla codziennych maszyn
Od skrzyń biegów samochodów po turbiny wiatrowe — wiele maszyn, na których polegamy na co dzień, wymaga kół zębatych, które będą zazębiać się płynnie przez lata pod dużymi obciążeniami. Wytwarzanie takich kół szybko, dokładnie i niskim kosztem okazuje się zaskakująco trudne. W niniejszym badaniu przedstawiono nowy sposób projektowania specjalistycznego narzędzia skrawającego stosowanego w procesie nazywanym skivingiem kół zębatych, mający na celu uzyskanie dokładniejszych kół, wydłużenie żywotności narzędzia oraz ograniczenie problemów obróbkowych, takich jak nagrzewanie, drgania i zużycie.
Dlaczego obróbka kół zębatych wymagała przewartościowania
Współczesny przemysł preferuje skiving, ponieważ pozwala szybko i precyzyjnie frezować skomplikowane koła zębate wewnętrzne i zewnętrzne. Jednak tradycyjne narzędzia do skivingu, o kształcie stożkowym i płaskiej przedniej powierzchni skrawającej, mają istotne wady. W miarę ostrzenia tych narzędzi ich geometria subtelnie się zmienia, co powoduje dryf dokładności kształtu zęba. Płaska powierzchnia skrawająca powoduje też fragmenty ostrza tnące pod niekorzystnymi kątami, utrudniając odprowadzanie wiórów, zwiększając siły skrawania i wywołując miejscowe nagrzewanie. Wszystko to skraca żywotność narzędzia, podnosi koszty i utrudnia utrzymanie kół zębatych w wąskich tolerancjach.
Nowy kształt dla płynniejszego cięcia
Autorzy proponują inną geometrię: cylindryczne narzędzie do skivingu, którego przednia powierzchnia skrawająca jest łagodnie zakrzywiona zamiast płaskiej, a powierzchnia boczna owinięta jest kontrolowaną helisą. Projektują to narzędzie tak, aby „roboczy kąt natarcia” — efektywny kąt, pod jakim ostrze styka się z materiałem — był utrzymany jednolicie wzdłuż całej krawędzi tnącej, nawet gdy narzędzie pracuje w przesuniętej pozycji względem koła zębatego. Poprzez staranne modelowanie ruchu narzędzia i koła razem, zapewniają, że ostrze pozostaje precyzyjnym lustrzanym, czyli sprzężonym, kształtem względem zęba, który skrawa. Powierzchnia boczna narzędzia ma kształt walca śrubowego, dzięki czemu zachowany jest luz między narzędziem a kołem bez użycia kruchego, wbudowanego kąta odciążającego, który zostałby utracony podczas ponownego ostrzenia.
Testy projektu w komputerze
Aby sprawdzić zachowanie nowego narzędzia przed jego wykonaniem, zespół zbudował szczegółowe symulacje komputerowe metodą elementów skończonych. Symulacje te sprzęgały mechanikę i przepływ ciepła, umożliwiając badaczom obserwację sił skrawania, formowania wiórów i pól temperatury w miarę skivingu zęba. Systematycznie zmieniali trzy kluczowe parametry procesu: prędkość obrotową narzędzia, szybkość podawania koła przez strefę cięcia oraz głębokość skrawania na pojedynczym przejściu. Analiza wykazała, że najsilniejszy wpływ na siły skrawania ma prędkość podawania, podczas gdy prędkość obrotowa decyduje o tym, jak gorąca staje się strefa skrawania. W wielu konfiguracjach narzędzie o zakrzywionej powierzchni generowało bardziej stabilne siły i bardziej jednorodne pole temperatury niż tradycyjna konstrukcja z płaską powierzchnią, nawet jeśli szczytowa składowa siły w jednym kierunku była nieco większa.
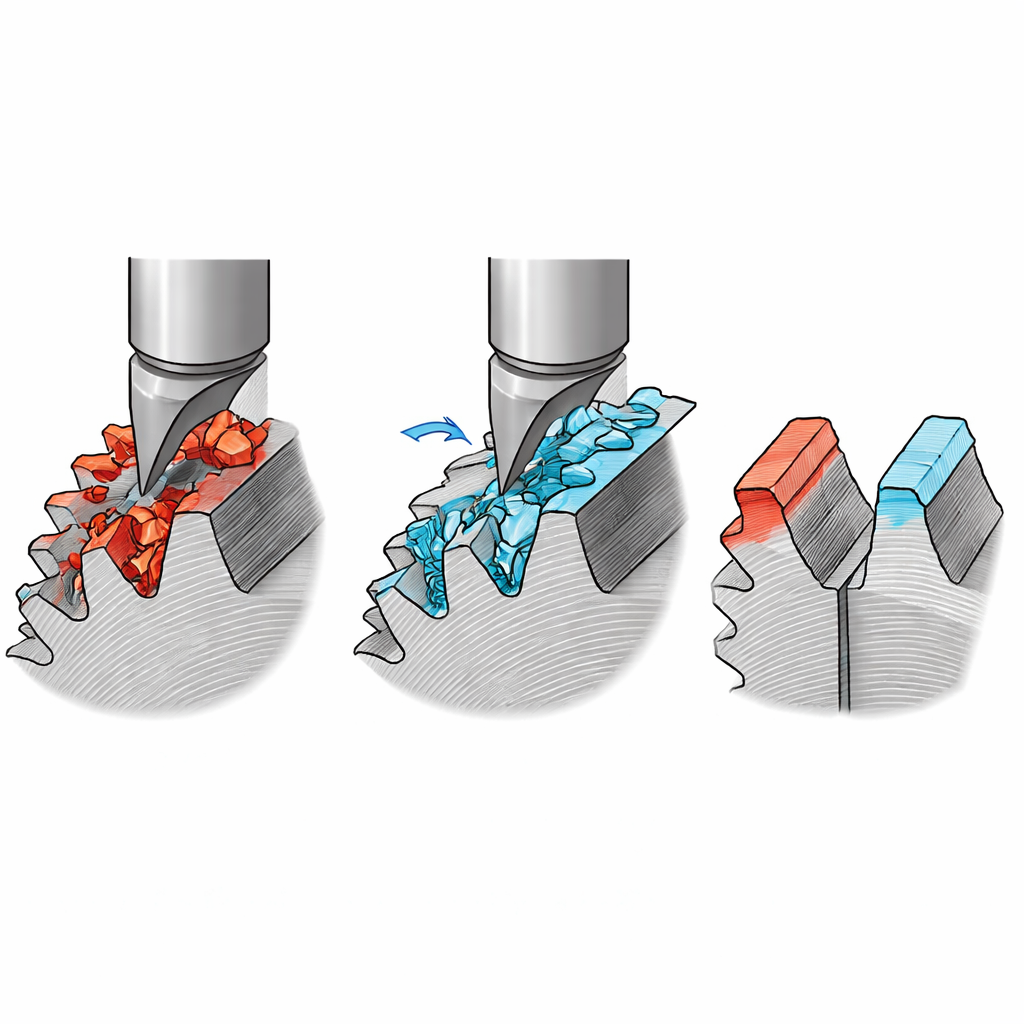
Chłodniejsze narzędzia i łagodniejsze naprężenia
Porównanie obu kształtów narzędzi w symulacjach ujawniło wyraźne korzyści fizyczne dla konstrukcji zakrzywionej. Ostrze o zakrzywionej powierzchni znacznie zmniejszyło fluktuacje siły skrawania i obniżyło maksymalne temperatury w styku narzędzie–wiór o około 15–20 procent. Ciepło było rozprowadzane bardziej równomiernie, unikając ostrych gradientów temperatury, które mogą powodować pęknięcia i przyspieszone zużycie. Analiza naprężeń pozostałych w gotowych zębach wykazała, że koła skrawane zakrzywionym narzędziem miały mniejsze maksymalne naprężenia rozciągające i wyższy udział korzystnych naprężeń ściskających, rozłożonych bardziej jednorodnie na powierzchni zęba. Gładsze rozkłady naprężeń wiążą się z lepszą odpornością na zmęczenie i dłuższą żywotnością kół w eksploatacji.
Z modelu wirtualnego do rzeczywistych kół zębatych
Aby potwierdzić działanie nowego projektu poza komputerem, zespół wykonał wymienne płytki z zakrzywioną przednią powierzchnią przy użyciu zaawansowanego szlifowania pięcioosiowego i zastosował twardą powłokę. Następnie zamontowali te płytki na cylindrycznym narzędziu do skivingu i obrobili rzeczywiste koła zębate na obrabiarce przemysłowej. Proces skrawania był stabilny, bez oznak tarcia czy kolizji. Pomiary gotowych kół wykazały, że kształt zębów, rozmieszczenie i zestrojenie spełniały lub przewyższały normy przemysłowe, przy jednoczesnym zastosowaniu wydajnych warunków skrawania.
Co to oznacza dla przyszłych maszyn
Mówiąc prosto, badanie pokazuje, że przeprojektowanie powierzchni roboczej narzędzia do skrawania kół może uczynić cały proces spokojniejszym, chłodniejszym i bardziej przewidywalnym. Nowe cylindryczne narzędzie do skivingu z jednorodnym kątem roboczym zachowuje dokładność po ponownym ostrzeniu, unika szkodliwych zakłóceń podczas pracy i pozostawia zęby o korzystniejszych rozkładach naprężeń. Dla producentów przekłada się to na dłuższą żywotność narzędzi, mniej odrzuconych detali i bardziej niezawodne koła zębate w samochodach, maszynach i systemach energetycznych, na których polegamy.
Cytowanie: Ji, J., Wang, P., Xue, R. et al. Design and cutting performance analysis of cylindrical gear skiving tool with uniform working rake angle. Sci Rep 16, 9510 (2026). https://doi.org/10.1038/s41598-026-40178-2
Słowa kluczowe: skiving kół zębatych, projektowanie narzędzi skrawających, procesy wytwarzania, symulacja metodą elementów skończonych, obróbka kół zębatych