Clear Sky Science · pl
Wpływ chłodzenia kriogenicznego na temperaturę skrawania i chropowatość powierzchni przy toczeniu stopu aluminium AA7075
Dlaczego chłodzenie ma znaczenie przy skrawaniu metalu
Przy budowie samochodu, samolotu czy nawet roweru wiele metalowych części jest formowanych przez usuwanie materiału na tokarkach i frezarkach. To skrawanie generuje dużo ciepła i może pozostawiać mikroskopijne grzbiety oraz wady na powierzchni, co skraca żywotność elementu. Badanie opisane w tym artykule analizuje, jak zastosowanie ekstremalnego chłodu dostarczanego przez ciekły azot wpływa na chłodzenie procesu skrawania wysokowytrzymałego stopu aluminium powszechnie stosowanego w lotnictwie i motoryzacji, oraz jak to chłodzenie zmienia zarówno temperaturę, jak i gładkość uzyskanej powierzchni.
Mocne, lecz wrażliwe aluminium
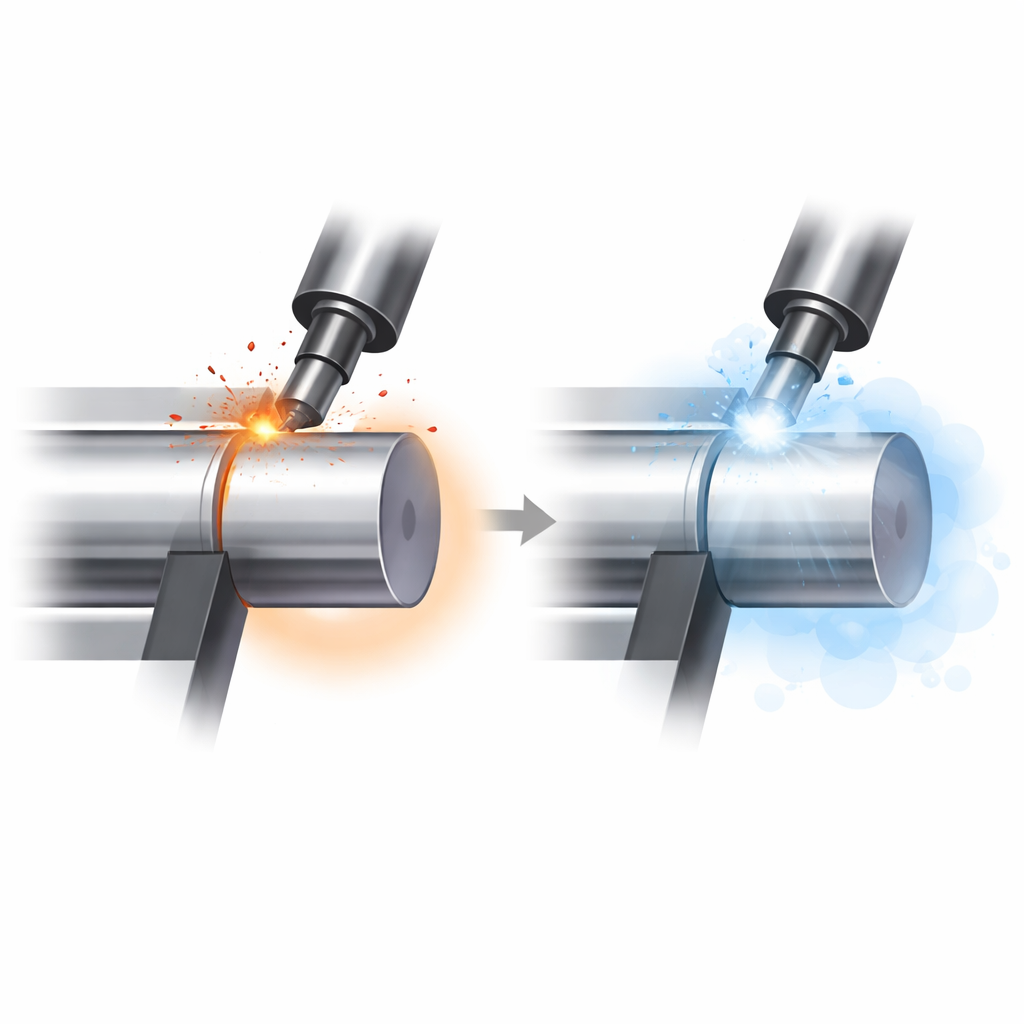
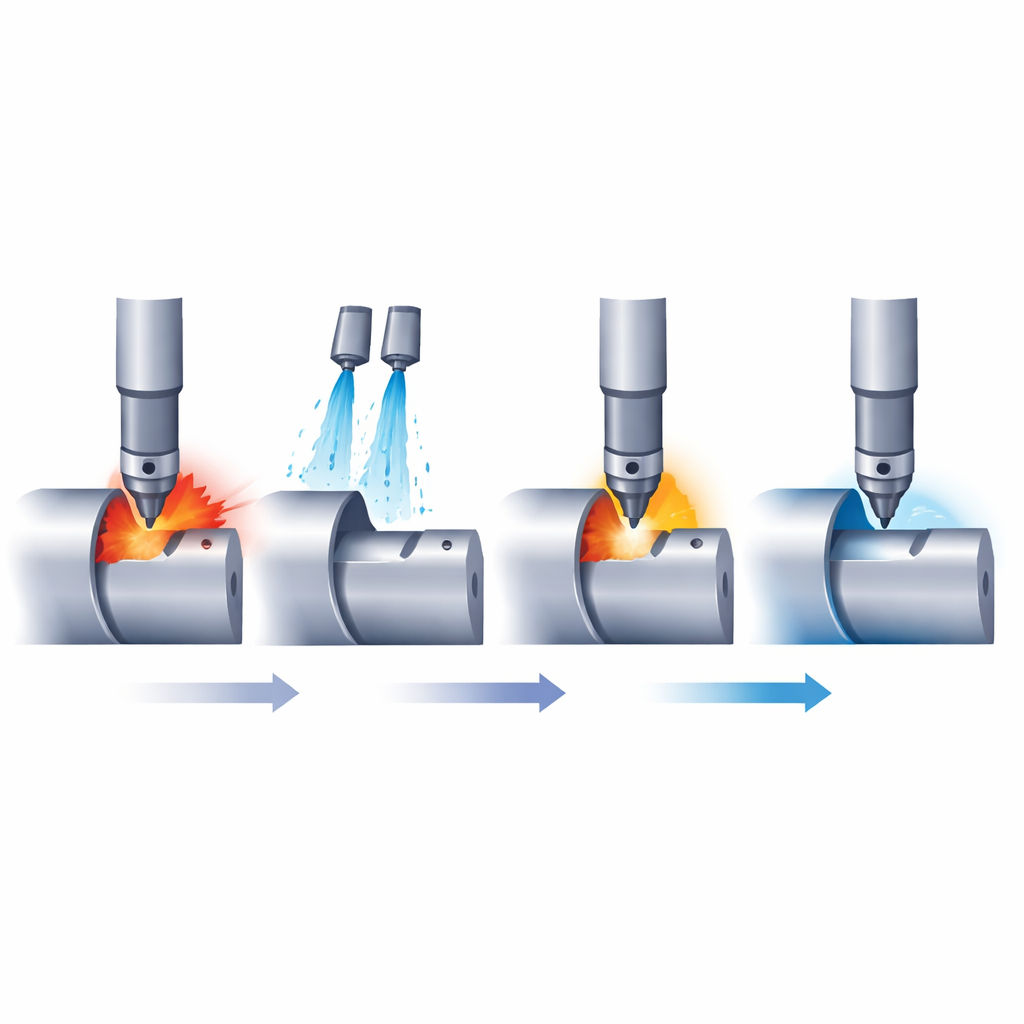
Badacze skupili się na stopie aluminium AA7075, materiale cenionym w zastosowaniach lotniczych i samochodowych ze względu na jednoczesną wysoką wytrzymałość i niską masę. Te właściwości sprawiają, że powierzchnia każdej części musi być w doskonałym stanie, ponieważ chropowatość i ukryte uszkodzenia mogą prowadzić do pęknięć i zmęczenia materiału w czasie. Przy toczeniu trzy główne parametry sterują przebiegiem procesu: prędkość skrawania (obroty), posuw narzędzia oraz głębokość skrawania. To w połączeniu determinuje, ile ciepła powstaje i jak gładka będzie powierzchnia. Zespół chciał zrozumieć, jak te ustawienia oddziałują ze sobą podczas tradycyjnego „suchego” skrawania oraz podczas skrawania „kriogenicznego”, gdy ciekły azot jest rozpylany bezpośrednio w strefę styku narzędzia z materiałem.
Jak przeprowadzono eksperymenty
Aby to zbadać, autorzy tocili małe cylindry z AA7075 na konwencjonalnej tokarce, używając trwałego węglikowego płytkowego narzędzia skrawającego. Przygotowali siedem różnych kombinacji prędkości skrawania, posuwu i głębokości skrawania i powtórzyli te kombinacje dwukrotnie: raz przy skrawaniu na sucho i raz z chłodzeniem ciekłym azotem. Kamera termowizyjna obserwowała strefę skrawania z ustalonej odległości, rejestrując maksymalną temperaturę podczas każdego przejścia. Po każdym cięciu ręczny przyrząd do pomiaru chropowatości przesuwał się po powierzchni w trzech punktach i raportował wartość średniej chropowatości. Ten zestaw pomiarów pozwolił zespołowi porównać w kontrolowany sposób, jak każdy parametr i metoda chłodzenia wpływają zarówno na wydzielane ciepło w strefie skrawania, jak i na teksturę gotowej powierzchni.
Co się dzieje z ciepłem i gładkością powierzchni
Wyniki wykazały wyraźną różnicę między skrawaniem na sucho a kriogenicznym. W warunkach suchych zwiększanie prędkości skrawania, a szczególnie głębokości skrawania, powodowało gwałtowny wzrost temperatury, w niektórych przypadkach powyżej 130 °C. Posuw i głębokość skrawania również miały tendencję do zwiększania chropowatości powierzchni, co oznacza, że części miały bardziej wyraźne mikroskopijne szczyty i doliny. Dla porównania, gdy ciekły azot był rozpylany w strefie styku narzędzie–obrabiany element, temperatura w strefie skrawania spadła dramatycznie, często o ponad 50 °C, i pozostawała niemal stała nawet przy zmianach prędkości, posuwu czy głębokości skrawania. To chłodzenie poprawiło też jakość powierzchni w wielu przypadkach, zwłaszcza przy umiarkowanych prędkościach i niskich posuwach, gdzie wartości chropowatości były zauważalnie niższe niż przy skrawaniu na sucho.
Subtelne kompromisy przy ekstremalnym chłodzie
Badanie ujawniło także bardziej złożone zachowania przy niektórych ustawieniach. Przy niskich prędkościach skrawania w trybie kriogenicznym powierzchnia czasami stawała się bardziej chropowata niż przy skrawaniu na sucho. Autorzy sugerują, że bardzo intensywne miejscowe zamrażanie może zaburzać sposób, w jaki łuski metalu odrywają się, czyniąc je bardziej nieregularnymi i skłonnymi do pozostawiania śladów na powierzchni. Podobnie przy wysokich posuwach i większych głębokościach połączenie cięższego skrawania i silnego chłodzenia zwiększało chropowatość w trybie kriogenicznym, prawdopodobnie dlatego, że grubsze wióry, większe siły i chłodniejszy, bardziej kruchy materiał prowadziły do niestabilnego przepływu wiórów. Te obserwacje pokazują, że choć chłodzenie jest skuteczne, nie gwarantuje automatycznie gładszej powierzchni przy dowolnych ustawieniach; parametry skrawania nadal muszą być dobrane starannie.
Co to oznacza dla części użytkowych
Dla producentów badanie sugeruje, że zastosowanie ciekłego azotu przy toczeniu aluminium AA7075 może znacząco obniżyć temperatury skrawania, ograniczyć ukryte uszkodzenia warstwy powierzchniowej i poprawić gładkość — czynniki, które łącznie mogą wydłużyć żywotność zmęczeniową i niezawodność kluczowych komponentów. Ciekły azot ma także praktyczne zalety: odparowuje do nieszkodliwego azotu gazowego, nie pozostawia osadów i eliminuje problemy związane z gospodarką odpadami typowymi dla tradycyjnych płynów chłodzących. Jednak praca podkreśla też, że obróbka kriogeniczna nie jest rozwiązaniem uniwersalnym; najlepsze korzyści zarówno w kontroli temperatury, jak i w jakości powierzchni osiąga się przez połączenie chłodzenia z dobrze dobranymi prędkościami, posuwami i głębokościami skrawania. Innymi słowy, praca pokazuje, że inteligentne użycie ekstremalnego chłodu może sprawić, że lekkie, wytrzymałe części aluminiowe będą działać dłużej i bezpieczniej.
Cytowanie: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Słowa kluczowe: obróbka kriogeniczna, chłodzenie ciekłym azotem, chropowatość powierzchni, stop aluminium AA7075, proces toczenia