Clear Sky Science · pl
Zachowanie konsolidacyjne wiórów magnezu AZ80: wpływ ciśnienia zgniatania i czasu trzymania na porowatość, interfejsy i odpowiedź mechaniczną
Przekształcanie zgorzeliny w mocniejszy metal
Współczesne samochody i samoloty polegają na metalach lekkich, by ograniczyć zużycie paliwa i emisje, ale wytwarzanie tych elementów generuje zaskakująco dużo metalowego „pyłu” w postaci skręconych wiórów. Badanie to przedstawia bardziej ekologiczny sposób przetworzenia wiórów magnezu z powrotem w użyteczne, zwarte elementy bez ich topienia, oszczędzając energię i zachowując cenny surowiec. Pokazując, jak sprasować te wióry w wytrzymałe, stabilne bloki, praca wskazuje drogę ku bardziej zrównoważonej produkcji.
Dlaczego odpady magnezowe mają znaczenie
Stopy magnezu, takie jak AZ80, cenione są za niską masę przy zachowaniu wytrzymałości, co czyni je idealnymi do pojazdów potrzebujących mniejszego zużycia paliwa lub większego zasięgu baterii. Jednak obróbka części magnezowych przez skrawanie nieuchronnie tworzy odpady: nawet wydajne procesy odlewania mogą powodować utratę kilku procent pierwotnego metalu, a komponenty lotnicze mogą marnować nawet do jednej piątej materiału wyjściowego w postaci wiórów. Tradycyjny recykling polega na ponownym stopieniu tych odpadów, co wymaga dużych nakładów energetycznych i naraża dużą powierzchnię wiórów na tlen i pozostałości płynów chłodzących. W efekcie powstaje metal nawarstwiony tlenkami, który może tracić wytrzymałość i jakość.
Recykling bez topienia
Zamiast ponownego topienia, recykling w stanie stałym przysuwa wióry tak mocno, że odkształcają się, zazębiają i mogą być następnie obrabiane na gorąco w nowe części. W tym badaniu badacze zaczęli od wiórów magnezu AZ80 otrzymanych podczas obróbki z użyciem wodnego płynu chłodzącego i nie oczyszczali ich przed prasowaniem. Dokładnie zmierzyli wielkość wiórów, chropowatość powierzchni i strukturę wewnętrzną, a następnie sprasowali stałe porcje wiórów w cylindrycznym stalowym matrycu przy użyciu prasy hydraulicznej. Porównano cztery trasy prasowania, różniące się maksymalnym ciśnieniem, czasem jego utrzymania oraz tym, czy obciążenie było utrzymywane stałe, czy pozwalano mu się relaksować w trakcie trzymania.

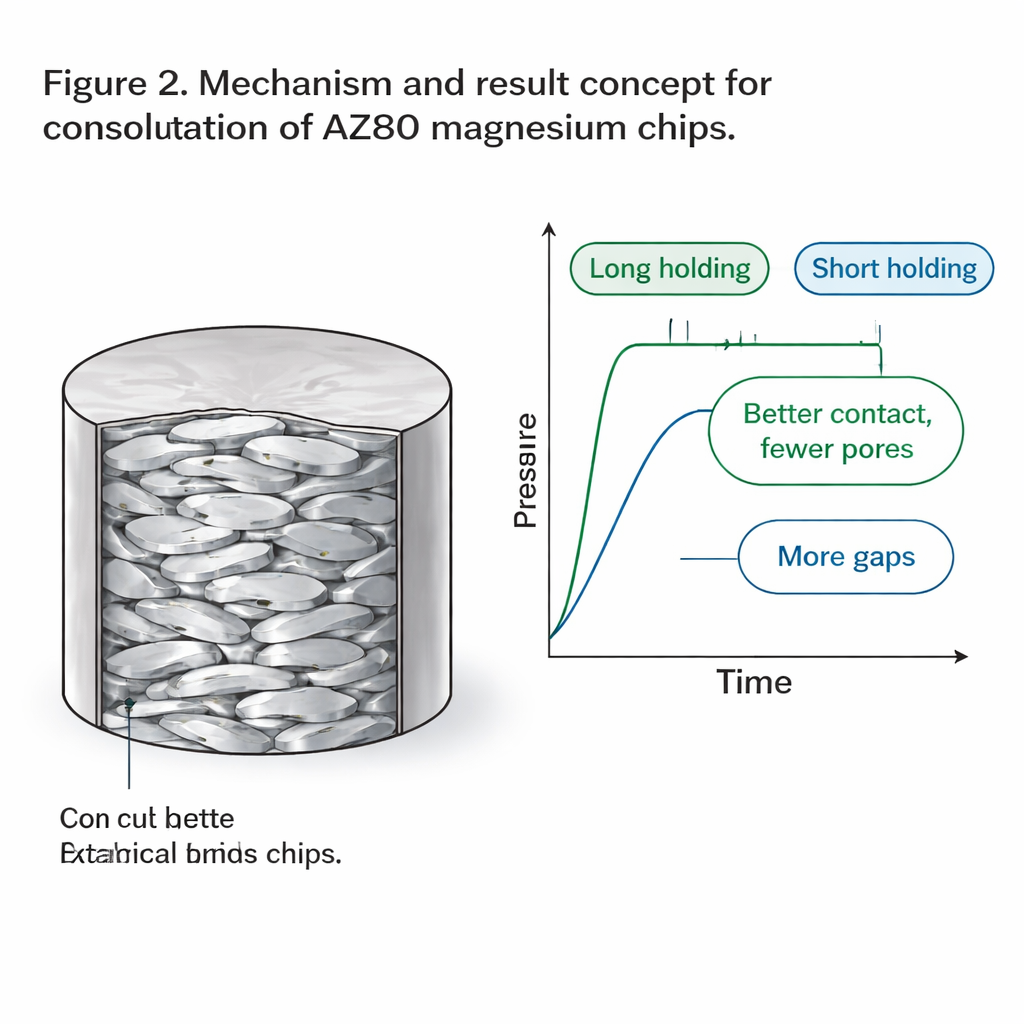
Jak czas pod ciśnieniem zamyka luki
Z zewnątrz wszystkie sprasowane cylindry wyglądały na zwarte, lecz szczegółowe obrazowanie pokazało bardziej zniuansowany obraz. Gdy ciśnienie było przykładane i następnie utrzymywane przez dłuższy czas, wióry miały więcej czasu na przestawienie się i odkształcenie, co pozwalało na zmniejszenie i bardziej równomierne rozłożenie porów wewnętrznych. Te trasy osiągały ogólne frakcje zwartego materiału na poziomie około 91–92 procent pełnej gęstości, z porowatością rozłożoną dość równomiernie od góry do dołu. Gdy podobne ciśnienie było stosowane tylko krótko, pozostawało więcej pustek, zwłaszcza w pobliżu spodu brykietów, a całkowita gęstość spadała do około 87 procent. Pokazuje to, że czas spędzony pod obciążeniem jest ważniejszy niż samo osiągnięcie wysokiego szczytowego ciśnienia.
Niewidoczne warstwy, widoczne skutki
Pod mikroskopem sprasowane wióry przypominały nakładające się płatki z cienkimi szczelinami na granicach. Mapy chemiczne ujawniły, że te granice pokryte były bardzo cienką warstwą bogatą w tlen: uporczywą rodzimą powłoką tlenkową, która przetrwała obróbkę i prasowanie. Dłuższe czasy trzymania doprowadzały do bliższego kontaktu geometrycznego wiórów, zmniejszając te szczeliny do skali podmikrometrowej i poprawiając mechaniczne zazębienie, lecz sama powłoka tlenkowa nie pękała na tyle, by umożliwić prawdziwe metaliczno-metaliczne spiecie. Pozostałości płynu chłodzącego natomiast nie wykazywały silnego wpływu w obrębie użytego zakresu ciśnień i czasów, co sugeruje, że proste wstępne czyszczenie może być mniej krytyczne niż sądzono dla tego typu zimnej konsolidacji.
Wytrzymałość zależy od jakości kontaktu, nie tylko od upakowania
Badania mechaniczne w ściskaniu uwypukliły, jak architektura wewnętrzna kontroluje wydajność. Wszystkie próbki najpierw wykazywały nieliniowy etap, w którym zamykały się pory i szczeliny, po czym następował prawie prostoliniowy fragment, gdzie sieć stałego materiału przenosiła obciążenie. Co ciekawe, brykiet, który nie był najgęstszy ogólnie, ale miał najlepiej zazębiające się interfejsy—dzięki długiemu, utrzymanemu trzymaniu przy wysokim ciśnieniu—był najbardziej sztywny, opierając się odkształceniu podobnie jak bardziej ciągły metal. Dla porównania, nieco gęstsza próbka z większą liczbą otwartych mikroszczelin była mniej sztywna. Pomiar twardości wokół każdego brykietu pokazał, że krótkie czasy trzymania pozostawiały obszary silnie utwardzone miejscowo, ale nierównomierne, podczas gdy dłuższe trzymanie pozwalało na redystrybucję naprężeń, prowadząc do bardziej umiarkowanych i zrównoważonych wartości twardości.
Co to oznacza dla bardziej zielonego użycia metalu
Dla osób niebędących specjalistami kluczowe przesłanie jest takie, że czas pod ciśnieniem może być równie ważny jak samo ciśnienie przy prasowaniu wiórów metalowych do recyklingu. Samo mocniejsze dociśnięcie nie wystarczy; wióry muszą być utrzymane wystarczająco długo, aby się wygięły, przepłynęły i zazębiły, chociaż ultra-cienka skórka tlenkowa nadal uniemożliwia ich pełne złączenie tak, jak przy stopieniu. Dostosowując harmonogramy prasowania tak, by faworyzować lepszy kontakt zamiast tylko wyższej gęstości, producenci mogliby przekształcić brudno wyglądające wióry magnezu w niezawodne materiały wsadowe do dalszych etapów formowania, ograniczając odpady i zużycie energii przy jednoczesnym utrzymaniu lekkiej konstrukcji na bardziej zrównoważonych podstawach.
Cytowanie: Murillo-Marrodán, A., García, E. & Nakata, T. Consolidation behaviour of AZ80 magnesium chips: influence of compaction pressure and holding time on porosity, interfaces and mechanical response. Sci Rep 16, 7321 (2026). https://doi.org/10.1038/s41598-026-38401-1
Słowa kluczowe: recykling magnezu, obróbka w stanie stałym, wióry metalowe, stopy lekkie, zrównoważona produkcja