Clear Sky Science · pl
Oddziaływanie parametrów skrawania i materiału narzędzia na zużycie narzędzia PcBN przy obróbce żeliwa sferoidalnego
Bardziej ostre narzędzia dla czystszych samochodów
Nowoczesne silniki samochodowe i silniki napędu elektrycznego opierają się na wytrzymałych częściach metalowych, które muszą być obrabiane z dużą precyzją i niskim kosztem. W tym badaniu analizowano, jak zachowują się zaawansowane narzędzia skrawające wykonane z nadtwardego materiału PcBN podczas kształtowania żeliwa sferoidalnego, powszechnie stosowanego do wałów korbowych i obudów silników. Zrozumienie, jak te narzędzia się zużywają i jak mądrze dobierać ich parametry pracy pozwala zakładom produkcyjnym wytwarzać czystsze, bardziej wydajne pojazdy przy mniejszym zużyciu energii i rzadszej wymianie narzędzi.
Dlaczego zużycie narzędzia ma znaczenie na hali produkcyjnej
W zakładach motoryzacyjnych elementy takie jak wały korbowe, bloki silnika i obudowy silników zaczynają jako półfabrykaty z żeliwa sferoidalnego, które trzeba wycinać do dokładnych kształtów. Narzędzia PcBN są atrakcyjne, ponieważ zachowują twardość w wysokich temperaturach i mogą zastępować czasami wolniejsze, oparte na szlifowaniu operacje wykańczające. Jednak przy obróbce żeliwa sferoidalnego narzędzia te zużywają się często znacznie szybciej niż przy obróbce innych żeliw, co podnosi koszty i przestoje. Autorzy postanowili systematycznie zbadać, jak różne receptury narzędzi PcBN i ustawienia skrawania na siebie oddziałują oraz jak znaleźć kompromis między szybkim usuwaniem materiału a długą żywotnością narzędzia.
Porównanie trzech nadtwardych narzędzi skrawających
Zespół przetestował trzy rodzaje płytek PcBN, wszystkie podobne kształtem, ale różniące się wnętrzem. Jeden nóż miał spoiwo metalowe, drugi spoiwo przypominające ceramikę na bazie węglika tytanu, a trzeci zawierał mniej fazy nadtwardej i więcej spoiwa ogółem. Obrabiali pręty z wysokowytrzymałego żeliwa sferoidalnego na tokarkach CNC, precyzyjnie zmieniając prędkość skrawania, posuw i głębokość skrawania zgodnie z zaplanowaną matrycą testów. Co kilka setek metrów skrawania przerywali pracę, by zmierzyć strefę zużycia na boku narzędzia, aż zużycie osiągnęło uzgodniony próg. Mikroskopy i analizy chemiczne posłużyły do szczegółowej inspekcji zużytych powierzchni, ujawniając bruzdy, kratery, zmiany barwy oraz ślady pierwiastków przemieszczających się między narzędziem a obrabianym materiałem.
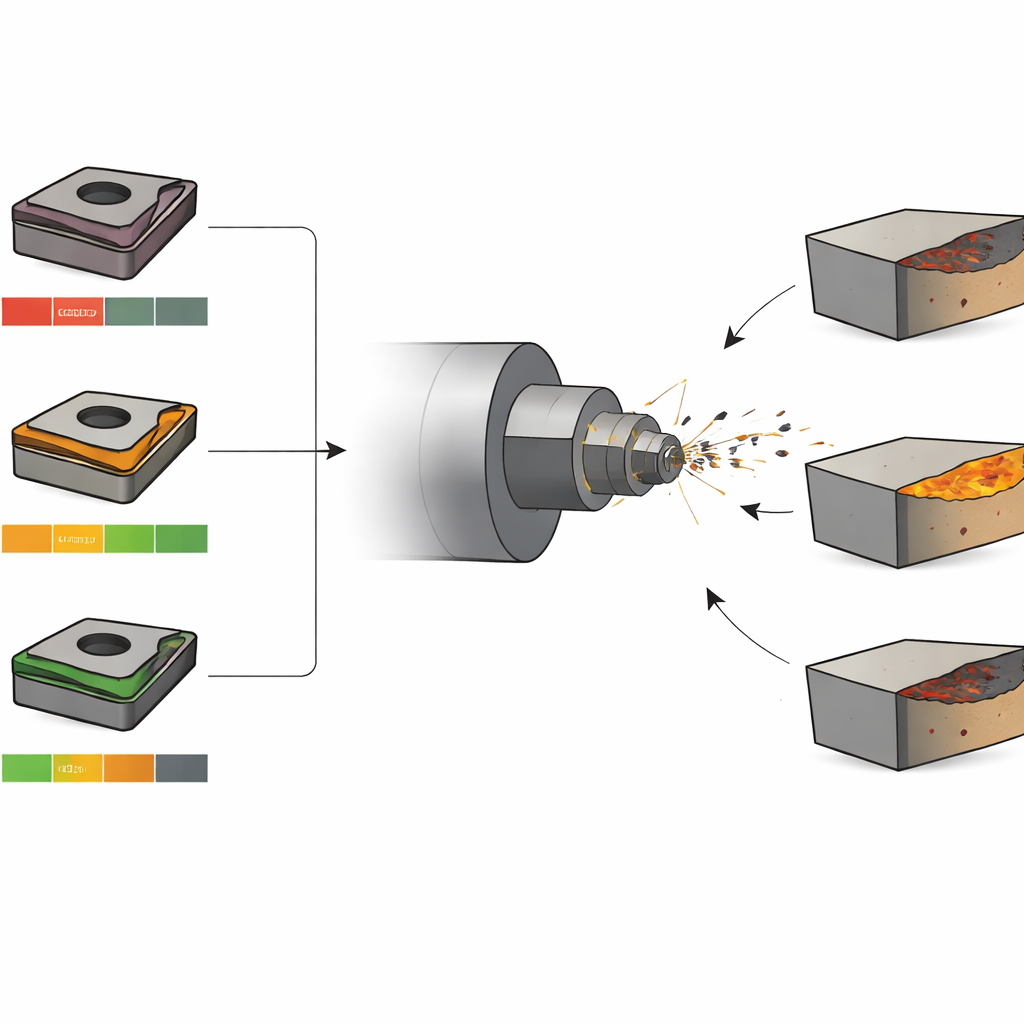
Jak i dlaczego narzędzia się zużywają
Badanie wykazało, że trzy mechanizmy uszkodzeń współdziałają w procesie zużywania narzędzi. Zużycie abrazymatyczne wynika z twardych cząstek w żeliwie, które rysują i bruzdują powierzchnię narzędzia, szczególnie przy wyższych prędkościach. Zużycie chemiczne pojawia się, gdy gorąca strefa skrawania powoduje reakcje między narzędziem a otaczającym powietrzem, tworząc tlenki i prowadząc do utraty kluczowych pierwiastków z powierzchni narzędzia; w najsilniej dotkniętym narzędziu zawartość tlenu gwałtownie wzrosła, podczas gdy bor i azot spadły. Zużycie adhezyjne zachodzi, gdy drobne obszary żelaza chwilowo zgrzewają się z gorącym narzędziem, a następnie odrywają, pozostawiając jamy i porwane fragmenty. Narzędzie ze spoiwem ceramicznym na bazie węglika tytanu wyróżniało się: wykazywało łagodniejsze kratery i zużycie boku, a jego spoiwo tworzyło charakterystyczną porwaną powłokę, która choć nadal szkodliwa, była bardziej kontrolowana niż w pozostałych narzędziach.
Odnalezienie optymalnych ustawień skrawania
Analizując trwałość narzędzi przy wielu kombinacjach prędkości, posuwu i głębokości, autorzy sprowadzili warunki skrawania do pojedynczej miary wydajności usuwania materiału i poszukiwali wzorców. Żywotność narzędzia generalnie malała wraz ze wzrostem tej miary, ale nie w prostoliniowy sposób. Narzędzie ze spoiwem na bazie węglika tytanu dało najlepsze ogólne wyniki przy obróbce żeliwa sferoidalnego, szczególnie przy umiarkowanej wydajności skrawania. Punkt pracy wokół średniej prędkości i umiarkowanego posuwu oraz głębokości (generujący około 15 cm3 usuwanego materiału na minutę) zapewniał dobry kompromis: długą żywotność przy stosunkowo szybkim skrawaniu. W przeciwieństwie do tego narzędzie o niższej zawartości fazy nadtwardej czasami osiągało najdłuższą żywotność tylko przy bardzo niskich lub bardzo wysokich wskaźnikach usuwania, co czyni je bardziej odpowiednim do warunków niszowych niż do codziennej produkcji.
Od danych testowych do inteligentnych prognoz
Aby przekuć wyniki w użyteczne narzędzie dla fabryk, badacze opracowali proste modele matematyczne łączące trwałość narzędzia z prędkością skrawania, posuwem i głębokością. Modele te można zasilać danymi w czasie rzeczywistym z czujników maszyny, co pozwala systemowi oszacować, ile żywotności miało narzędzie początkowo, ile już zużyto i ile pozostało. „Zdrowie” narzędzia wyraża się jako procent, a gdy spadnie poniżej ustawionego progu, system może ostrzec operatorów zanim awaria spowoduje gorszą jakość powierzchni lub odpad części. Testy przy zmiennych warunkach skrawania pokazały, że metoda prognozowania śledzi postęp zużycia wystarczająco dokładnie, by być praktyczną na linii produkcyjnej.
Co to oznacza dla codziennej produkcji
Dla czytelników spoza branży obróbki kluczowy wniosek jest taki, że drobne zmiany zarówno w recepturze narzędzia, jak i w ustawieniach pracy mogą mieć duże skutki dla niezawodności i kosztów. Praca wskazuje konkretny typ narzędzia PcBN i zakres warunków skrawania, które razem zapewniają dłuższą żywotność i stabilne działanie przy kształtowaniu części z żeliwa sferoidalnego. Jednocześnie pokazuje, że proste, oparte na danych modele mogą monitorować zużycie narzędzi i rekomendować terminową wymianę. W sumie te postępy pomagają producentom samochodów i silników obrabiać twarde metale szybciej, z mniejszą liczbą odpadów i niższym zużyciem energii, wspierając czystszy i bardziej efektywny transport.
Cytowanie: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Słowa kluczowe: obróbka żeliwa sferoidalnego, narzędzia skrawające PcBN, zużycie narzędzia, parametry skrawania, predykcja trwałości narzędzia