Clear Sky Science · pl
Wpływ parametrów obróbki skrawaniem na własności zmęczeniowe stali 42CrMo poddanej hartowaniu i odpuszczaniu
Dlaczego gładkość metalu ma znaczenie
Od turbin wiatrowych po szybkie pociągi — wiele krytycznych maszyn opiera się na stalowych wałach, śrubach i kołach zębatych, które obracają się lub wyginają miliony razy w trakcie eksploatacji. Te elementy rzadko zawodzą wskutek jednorazowego przeciążenia; zwykle ulegają stopniowemu uszkodzeniu przez drobne pęknięcia, które rosną z każdym cyklem obciążenia. W tym badaniu zbadano popularną stal wysokowytrzymałą 42CrMo i postawiono praktyczne pytanie z dużymi konsekwencjami dla bezpieczeństwa i kosztów: jak sposób skrawania i wykańczania metalu podczas obróbki wpływa na trwałość tych części zanim pękną?
W jaki sposób codzienna obróbka kształtuje ukryte słabości
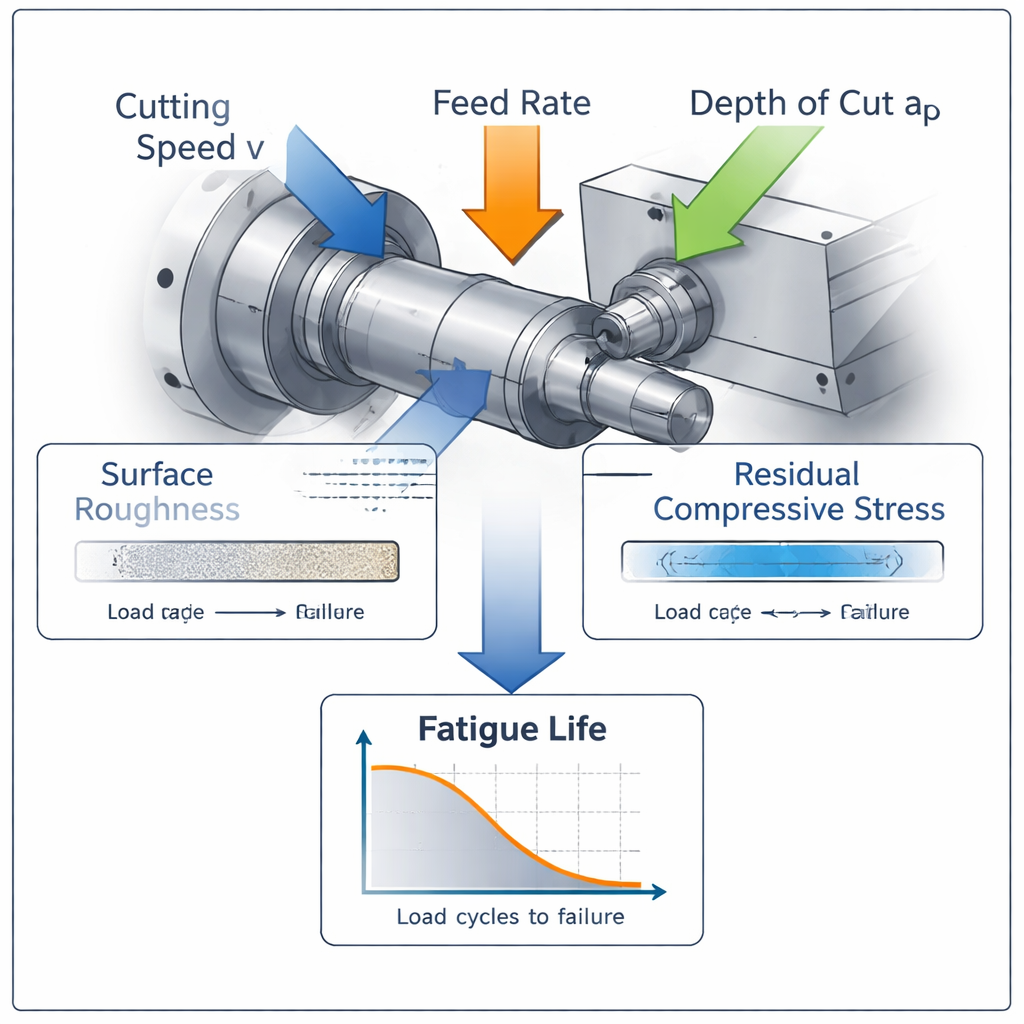
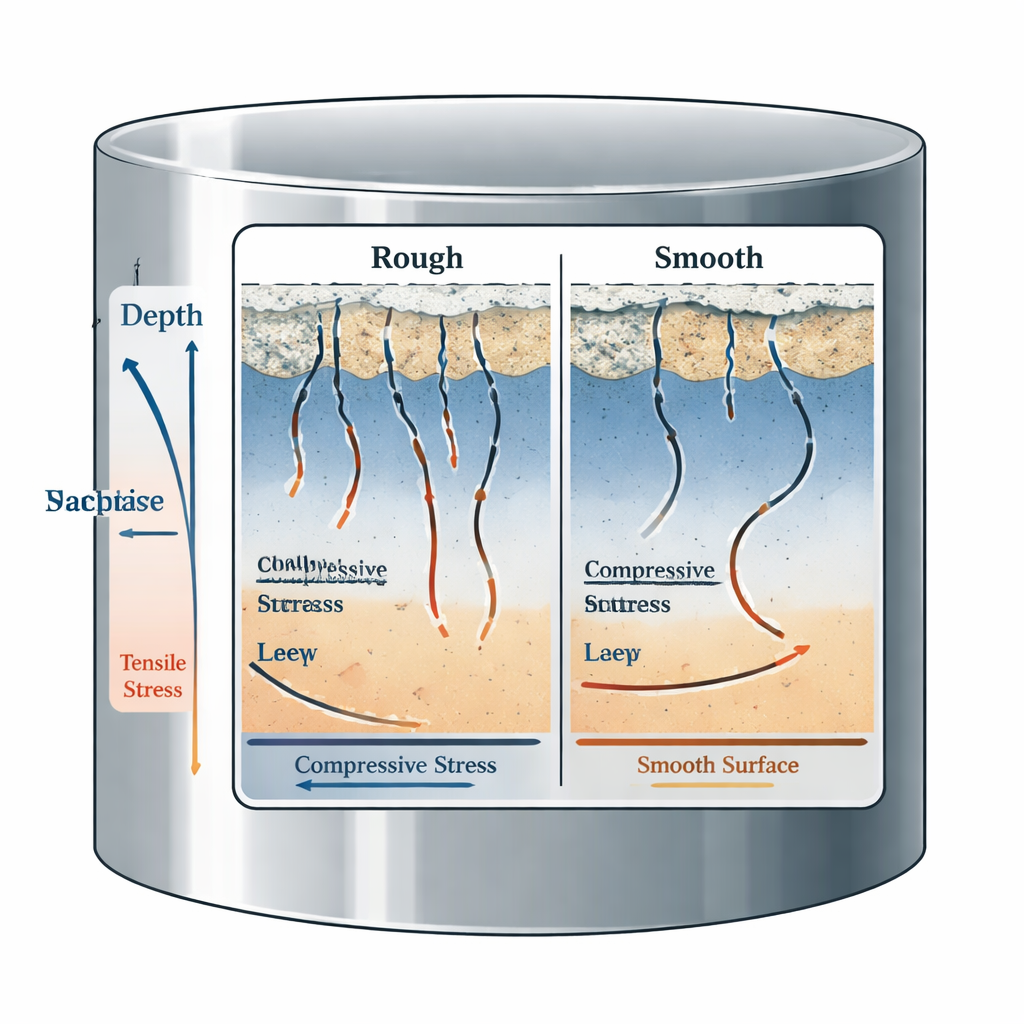
Zanim stalowy wał trafi do pracy, jest tocowany na tokarce do finalnego kształtu. W tym procesie producenci wybierają trzy kluczowe ustawienia: posuw (jak szybko narzędzie przesuwa się wzdłuż detalu), prędkość skrawania (jak szybko obraca się przedmiot) oraz głębokość cięcia (jak głęboko narzędzie wnika w metal). Decyzje te nie tylko wpływają na tempo wykonania zadania — kontrolują również wykończenie powierzchni i wewnętrzne naprężenia zakleszczone w wierzchniej warstwie detalu — cechy łącznie określane jako „integralność powierzchni”. Bardziej chropowate powierzchnie działają jak drobne wcięcia, gdzie mogą inicjować się pęknięcia, podczas gdy naprężenia ściskające blisko powierzchni działają jak niewidzialne zaciski, hamujące rozwój tych pęknięć.
Badania stali w realistycznym zginaniu
Badacze użyli stali 42CrMo poddanej hartowaniu i odpuszczaniu, powszechnie stosowanej w wymagających elementach, i obrabiali próbki na tokarkach sterowanych numerycznie w kontrolowanych warunkach „na mokro” (z chłodziwem). Zmieniano kolejno prędkość skrawania, posuw i głębokość cięcia, a następnie mierzyli dwa kluczowe parametry: chropowatość powierzchni oraz resztkowe naprężenie ściskające w zewnętrznej warstwie, używając przyrządu do pomiaru chropowatości i metod rentgenowskich. Dalej wybrano cztery reprezentatywne zestawy parametrów skrawania i wykonano specjalne próbki w kształcie klepsydry, które następnie poddawano cyklicznemu zginaniu przy wysokim naprężeniu aż do uszkodzenia, co pozwoliło powiązać warunki obróbki bezpośrednio z żywotnością zmęczeniową: ile cykli każda próbka była w stanie przetrwać.
Co wydłuża życie części
Eksperymenty wykazały, że posuw ma znaczący wpływ na chropowatość powierzchni: większy posuw daje wyraźniejsze ślady narzędzia i bardziej chropowate wykończenie. Prędkość skrawania okazała się szczególnie istotna zarówno dla chropowatości, jak i rozkładu naprężeń resztkowych. W umiarkowanym zakresie wyższe prędkości skrawania, w połączeniu z chłodziwem, redukowały drgania i zapobiegały narastaniu materiału na krawędzi tnącej, prowadząc do gładszej powierzchni i silniejszych naprężeń ściskających w głębszej warstwie pod nią. Głębokość cięcia miała mniejszy, bardziej subtelny wpływ. Porównanie czterech wybranych ustawień skrawania wykazało, że kombinacja relatywnie wysokiej prędkości skrawania i niskiego posuwu dała części o bardzo korzystnym profilu: niska chropowatość, bardzo wysokie naprężenie ściskające na powierzchni i głęboka warstwa ochronna. Te elementy wytrzymywały do około 95 000 cykli zginania — znacznie więcej niż próbki o bardziej chropowatej powierzchni lub słabszym naprężeniu ściskającym.
Ważenie dwóch głównych czynników: chropowatości i naprężeń
Aby przełożyć obserwacje na praktyczne narzędzie projektowe, autorzy opracowali skumulowany wskaźnik łączący chropowatość powierzchni i resztkowe naprężenie ściskające w jeden „ważony wskaźnik standardowy”. Obie miary skalowano do wspólnego zakresu 0–1, po czym chropowatości przypisano wpływ 35%, a naprężeniom ściskającym 65%, odzwierciedlając przypuszczalne znaczenie dla żywotności zmęczeniowej. Ten wskaźnik bardzo ściśle korelował z rzeczywistą liczbą cykli do zniszczenia w testach zmęczeniowych: próbki z najwyższą wartością ważoną konsekwentnie wykazywały najdłuższą trwałość, a te z najniższą wartością zawodziły najszybciej. Mikroskopowe obrazy pęknięć potwierdziły to: silne naprężenia ściskające i głęboki gradient naprężeń spowalniały wzrost pęknięć nawet, gdy powierzchnia nie była idealnie gładka, podczas gdy dobra chropowatość sama w sobie nie rekompensowała słabego naprężenia ściskającego.
Co to oznacza dla rzeczywistych maszyn
Dla osób niezwiązanych bezpośrednio ze specjalistyczną technologią wniosek jest prosty: sposób, w jaki skrawasz stal, może być równie ważny jak wybór samego materiału. Wybierając parametry obróbki, które zapewniają rozsądnie gładką powierzchnię i jednocześnie silną, głęboką warstwę naprężeń ściskających, producenci mogą znacząco opóźnić pojawianie się drobnych pęknięć prowadzących do awarii. Opracowana metoda ważonego wskaźnika daje inżynierom proste narzędzie do wyważenia tych dwóch czynników przy doborze prędkości skrawania, posuwu i głębokości cięcia. W praktyce oznacza to bezpieczniejsze, trwalsze śruby, wały i koła zębate — bez zmiany materiału, jedynie dzięki inteligentniejszej obróbce.
Cytowanie: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Słowa kluczowe: zmęczenie metali, obróbka skrawaniem, chropowatość powierzchni, naprężenia resztkowe, stal wysokowytrzymała