Clear Sky Science · pl
Zastosowanie metody IEW-CRITIC-CoCoSo opartej na przedziałowo-wartościowych T-sferycznych rozmytych do optymalizacji parametrów procesu kompozytów z recyklingowanego polipropylenu drukowanych w 3D
Od odpadów pandemicznych do użytecznych części
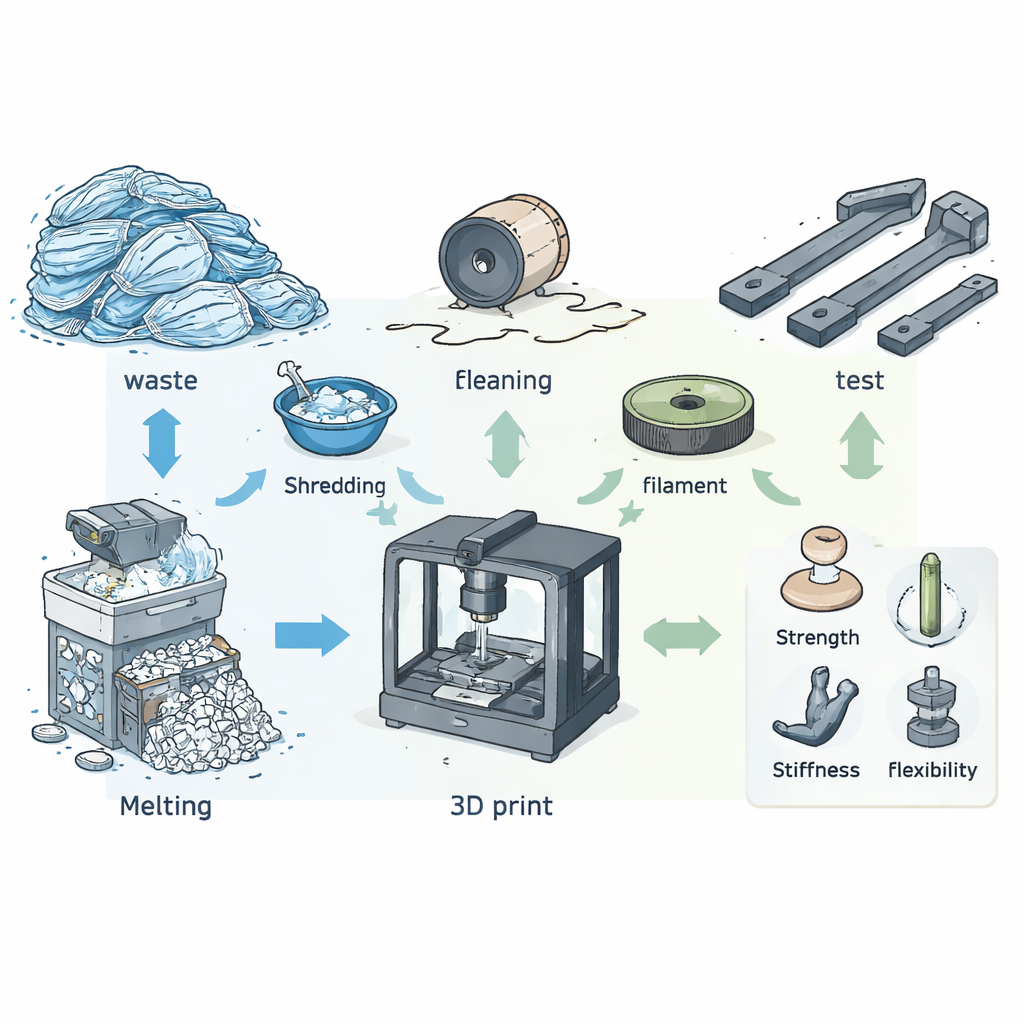
Miliardy jednorazowych masek i innych tekstyliów na bazie polipropylenu skupiły się w postaci odpadów od czasu pandemii COVID-19. W badaniu pokazano, jak te odpady można przekształcić w wytrzymałe, wiarygodne części drukowane w 3D oraz jak dostroić drukarkę, aby recyklowany plastik dorównywał materiałowi pierwotnemu. Przy użyciu nowego rodzaju zaawansowanych narzędzi decyzyjnych autorzy wykazują, jak wycisnąć najlepsze właściwości mechaniczne z recyklowanego polipropylenu zbrojonego włóknem szklanym, pomagając zamknąć obieg tworzyw sztucznych przy zachowaniu praktyczności druku 3D do zastosowań inżynierskich.
Dlaczego recyklowany plastik wymaga inteligentnego druku
Recyklingowany polipropylen otrzymywany z włóknin meltblown, takich jak warstwy masek, jest atrakcyjny, bo jest tani, lekki i powszechny. Jednak stosowany w standardowych drukarkach FDM (fused deposition modeling) ma problemy ze słabym wiązaniem między warstwami i niestabilnością kształtu. Dodanie krótkich włókien szklanych poprawia wytrzymałość i sztywność, tworząc kompozyt oznaczony jako GF/RPP. Nawet wtedy jakość końcowa zależy silnie od ustawień drukarki: temperatura dyszy, grubość warstwy, stopień wypełnienia wnętrza (infill) oraz kierunki ścieżek druku oddziałują na wytrzymałość, sztywność i odkształcalność w różny sposób. Znalezienie jednego zestawu parametrów, który jednocześnie zrównoważy wszystkie trzy właściwości, nie jest oczywiste.
Projektowanie materiału i testów
Naukowcy zaczęli od przetworzenia odpadów włóknin meltblown z polipropylenu na granulki, a następnie na filament załadowany w 30% wagowych włóknem szklanym. Potwierdzili, że ten kompozyt topi się i płynie dobrze poniżej temperatury degradacji, co czyni go odpowiednim do druku ekstrudowanego. Przy użyciu komercyjnej drukarki FDM wydrukowali standardowe próbki typu "dog-bone" w dziewięciu różnych kombinacjach temperatury (220, 240, 260 °C), grubości warstwy (0,1; 0,2; 0,3 mm) i stopnia wypełnienia (60, 80, 100%) oraz powtórzyli ten zestaw dla trzech kątów rastra (0°, 45°, 90°). Każdą próbkę poddano rozciąganiu, mierząc wytrzymałość na rozciąganie, sztywność (moduł Younga) oraz wydłużenie przy zerwaniu, aby uchwycić, jak mocne, sztywne i ciągliwe są części.
Nowa matematyka do wyważenia sprzecznych celów
Ponieważ niektóre ustawienia zwiększające wytrzymałość mogą zmniejszać rozciągliwość, zespół zastosował ramy wielokryterialnego podejmowania decyzji (MADM), aby zważyć i połączyć wszystkie wyniki. Pracowali w środowisku „rozmytym”, gdzie każde pomiar traktowany jest nie jako pojedyncza wartość, lecz jako przedział z stopniami wiary, wahania i braku wiary — lepiej odzwierciedlając hałaśliwe eksperymenty. Ich operator przedziałowo-wartościowych T-sferycznych rozmytych pozwala złączyć dane z różnych kątów rastra i właściwości mechanicznych, jednocześnie zmniejszając wpływ skrajnych odchyleń. Aby zdecydować, jak ważna jest każda właściwość, połączyli ocenę ekspertów z obiektywną miarą zmienności i konfliktu między właściwościami. Na koniec użyli procedury rankingu CoCoSo, aby ocenić i uporządkować dziewięć zestawów parametrów, dążąc do najlepszego zbalansowanego zachowania mechanicznego, a nie tylko najwyższej pojedynczej wartości.
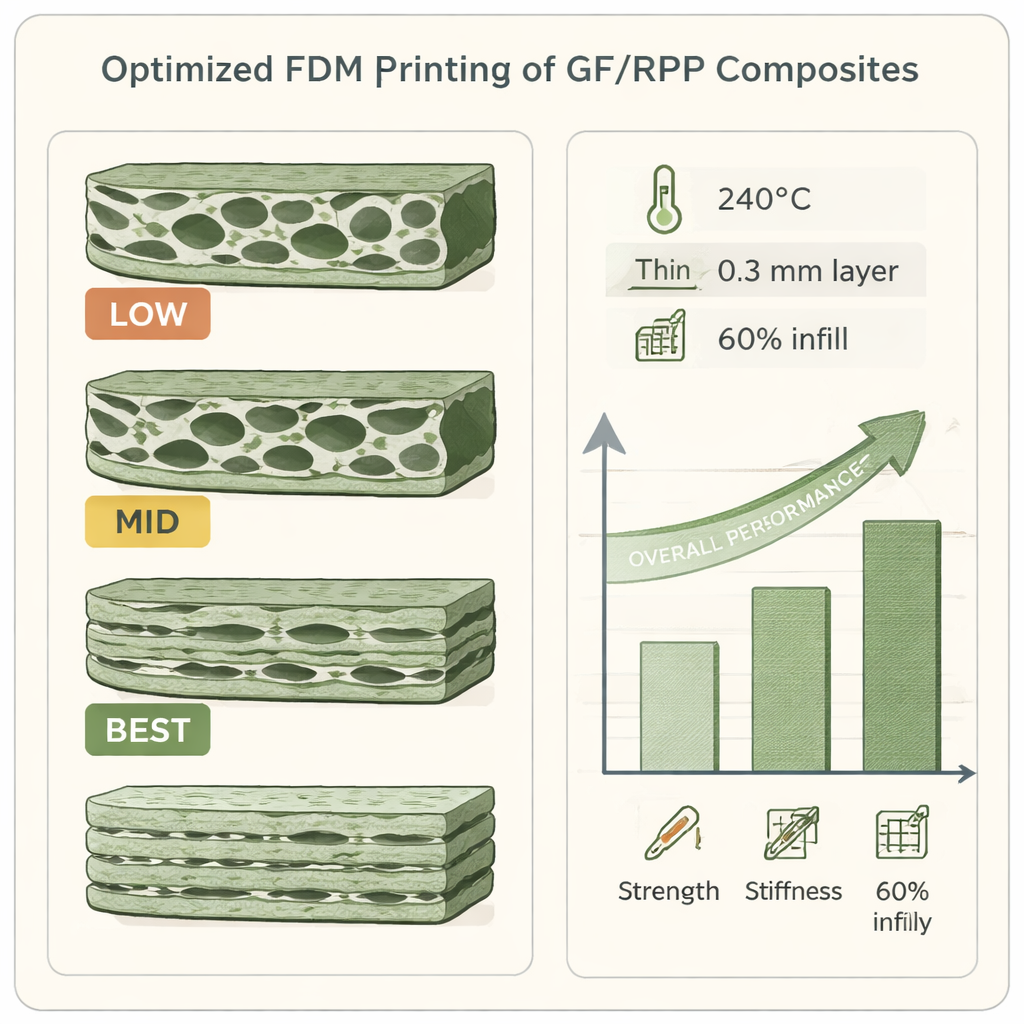
Jak wyglądają optymalne ustawienia druku
Złożona analiza wyraźnie wskazała zwycięską recepturę: temperaturę druku 240 °C, grubość warstwy 0,3 mm oraz 60% wypełnienia. Ta kombinacja, oznaczona jako schemat M6, zapewniła około 10,7% lepsze ogólne właściwości mechaniczne niż pozostałe testowane zestawy. Przy 240 °C materiał topi się na tyle, by dobrze zespolić warstwy bez przypalania; grubsze warstwy zwiększają powierzchnię kontaktu między warstwami i redukują wewnętrzne puste przestrzenie; a umiarkowane wypełnienie daje dobrą podpórkę bez wprowadzania nadmiernych naprężeń wewnętrznych. Mikroskopia próbek po pęknięciu potwierdziła wyniki: optymalnie wydrukowane części miały gęste, dobrze złączone warstwy i włókna szklane dobrze osadzone w tworzywie, podczas gdy gorsze ustawienia wykazywały szczeliny, wyciągnięte włókna i duże puste przestrzenie osłabiające część.
Co to oznacza dla bardziej ekologicznego druku 3D
Mówiąc prosto, badanie pokazuje, że przy odpowiednich ustawieniach materiał z recyklingu masek wzmocniony włóknami szklanymi może stać się wiarygodnym surowcem do drukowania strukturalnych części. Zamiast optymalizować jedną właściwość naraz, ramy rozmyte zastosowane przez autorów pomagają producentom dostroić drukarki do zrównoważonego zestawu wytrzymałości, sztywności i elastyczności w warunkach niepewności. Poza tym konkretnym kompozytem ten sam zestaw narzędzi matematycznych może kierować wyborem parametrów dla innych recyklowanych tworzyw i zaawansowanych materiałów, ułatwiając projektowanie bardziej ekologicznych, wysokowydajnych produktów drukowanych w 3D.
Cytowanie: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Słowa kluczowe: druk 3D, recyklingowany polipropylen, kompozyty z włókna szklanego, optymalizacja procesu, rozmyte podejmowanie decyzji