Clear Sky Science · pl
Zintegrowana ocena zużycia narzędzia, morfologii wiórów, integralności powierzchni i zużycia energii w zrównoważonym frezowaniu Inconelu 718
Dlaczego chłodzenie ma znaczenie przy skrawaniu trudnych metali
Od silników odrzutowych po elektrownie — wiele krytycznych elementów jest wytwarzanych z bardzo wytrzymałego stopu nazwanego Inconel 718. Jego wytrzymałość w bardzo wysokich temperaturach czyni go idealnym do pracy w ekstremalnych warunkach, ale jednocześnie sprawia, że jest on wyjątkowo trudny i kosztowny w obróbce. Badanie stawia praktyczne pytanie istotne zarówno dla przemysłu, jak i dla środowiska: czy możemy skrawać ten trudny metal w sposób zużywający mniej energii, rzadziej niszczący narzędzia i pozostawiający gładką, niezawodną powierzchnię — a przy tym zmniejszający ilość płynów chłodząco-smarujących, które mogą szkodzić pracownikom i planecie?

Uparty metal używany w ekstremalnych miejscach
Inconel 718 to nadstop niklu, który zachowuje wytrzymałość od bardzo niskich temperatur aż do niemal 1000 °C. To czyni go idealnym do silników lotniczych, rur wysokociśnieniowych i zastosowań obronnych, gdzie awaria jest niedopuszczalna. Jednak jego zalety powodują problemy w warsztacie. Podczas obróbki narzędzie tnące doświadcza ogromnych sił i ciepła, które mogą przekraczać 1100 °C. Metal słabo przewodzi ciepło i ma tendencję do przywierania do narzędzia, więc narzędzia szybko się zużywają, powierzchnie stają się szorstkie, a koszty produkcji rosną. Jednocześnie tradycyjne płyny chłodzące stosowane do opanowania tego ciepła mogą stwarzać zagrożenia zdrowotne i środowiskowe przy użyciu w dużych ilościach.
4 sposoby chłodzenia i smarowania strefy skrawania
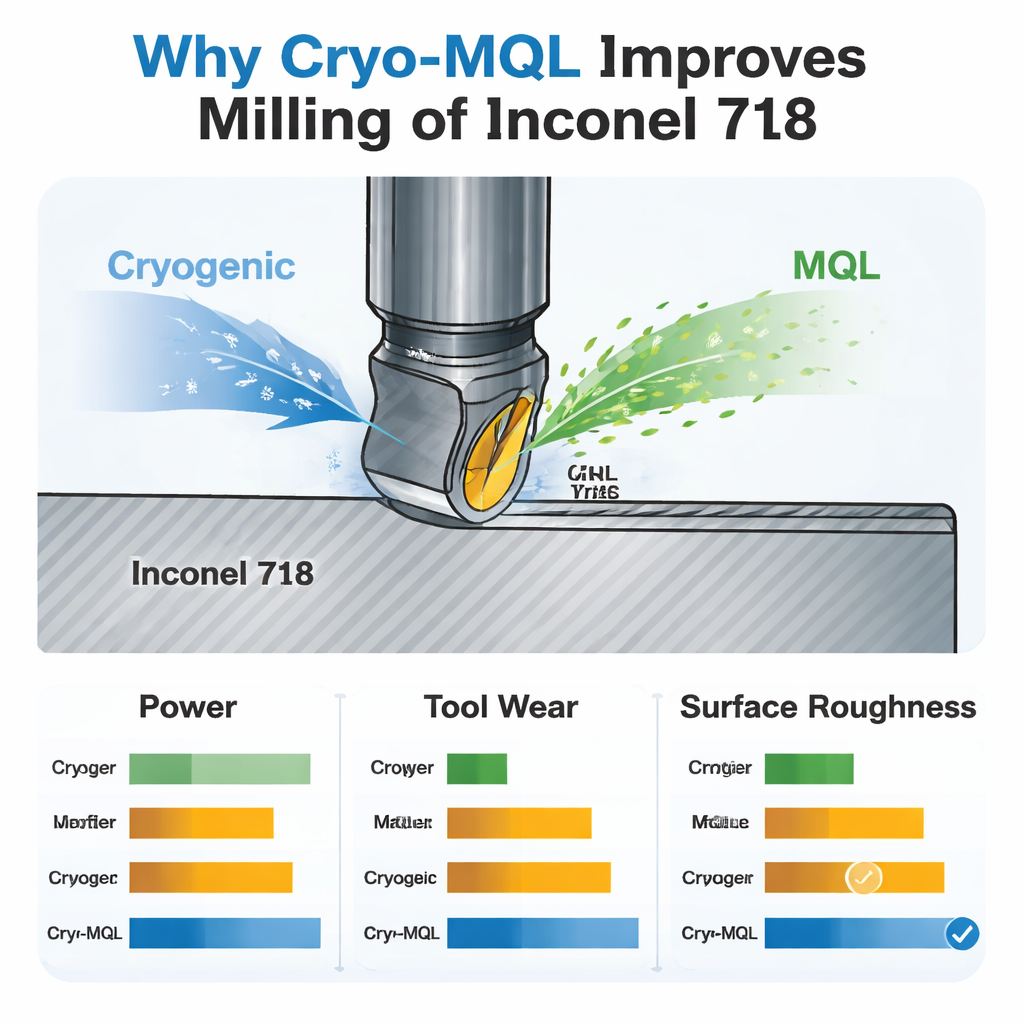
Naukowcy porównali cztery różne metody chłodzenia i smarowania strefy skrawania podczas frezowania Inconelu 718 na maszynie CNC. W obróbce „na sucho” nie stosuje się żadnego płynu. Minimalne ilości smarowania (MQL) rozpylają tylko drobną mgiełkę oleju, wykorzystując znacznie mniej płynu niż tradycyjne zalewanie. Chłodzenie kriogeniczne dostarcza bardzo zimny gaz lub ciecz, na przykład ciekły azot, by schłodzić strefę skrawania. Wreszcie hybrydowe podejście zwane Cryo-MQL łączy zimny strumień z mgiełką olejową. Dla tych czterech metod zespół przeprowadził testy przy trzech prędkościach skrawania, utrzymując stały posuw i głębokość skrawania. Mierzono pobór mocy elektrycznej przez maszynę, tempo zużycia narzędzi, gładkość wykończonych powierzchni oraz zmianę kształtu drobnych zwiniętych wiórów metalu.
Zużycie energii, gładkość powierzchni i trwałość narzędzia
Wyniki pokazują, że wybór metody chłodzenia silnie wpływa na zachowanie podczas obróbki. Obróbka na sucho zawsze zużywała najwięcej energii i powodowała najsilniejsze zużycie narzędzia, w tym odpryski na krawędzi tnącej i głębokie uszkodzenia na powierzchni narzędzia. MQL zmniejszało tarcie i pomagało narzędziom pracować dłużej niż przy obróbce na sucho, ale jego ograniczona zdolność chłodzenia stawała się wadą przy wyższych prędkościach. Czyste chłodzenie kriogeniczne dobrze chroniło gładkość powierzchni przy niskich prędkościach i obniżało temperatury narzędzia przy wyższych prędkościach, lecz mogło też powodować nagłe szoki termiczne, które pozostawiały na narzędziu drobne kratery. Hybrydowe Cryo-MQL konsekwentnie oferowało najlepszy kompromis: przy niskich prędkościach zmniejszało zużycie energii o około 10 procent w porównaniu z obróbką na sucho, a przy wszystkich prędkościach utrzymywało zużycie narzędzia na najniższym poziomie, zarówno chłodząc narzędzie, jak i tworząc stabilną warstwę smaru między narzędziem a wiórem.
Co ujawniają drobne wióry metalu
Badanie analizowało także kształt i pękanie wiórów, które działają jak odciski palców procesów zachodzących w strefie skrawania. Wraz ze wzrostem prędkości skrawania wióry miały tendencję do formowania wzorów w postaci zębów piły, co jest oznaką deformacji materiału w impulsach wąskich stref intensywnego ścinania i nagrzania. W warunkach obróbki na sucho i przy prostym MQL wióry często stawały się silnie ząbkowane i nieregularne, sygnalizując niestabilne skrawanie i duże obciążenia termiczne. Chłodzenie kriogeniczne sprawiało, że zęby piły były ostrzejsze, gdy metal stawał się w niskiej temperaturze bardziej kruchy. Pod Cryo-MQL jednak wióry generalnie były bardziej regularne i łatwiejsze do kontrolowania, co wskazuje na stabilniejszą równowagę między temperaturą, tarciem a plastycznością materiału. To zachowanie wiórów potwierdzało pomiary zużycia narzędzia i poboru mocy, wzmacniając wniosek, że metoda hybrydowa hamuje niestabilności procesu skrawania.
Co to oznacza dla czystszej i tańszej obróbki
Dla fabryk zajmujących się obróbką Inconelu 718 wyniki te sugerują praktyczną ścieżkę postępowania. Praca narzędzi w warunkach hybrydowego Cryo-MQL może obniżyć zapotrzebowanie na energię, wydłużyć żywotność narzędzi i utrzymać dobrą jakość powierzchni, przy jednoczesnym użyciu tylko niewielkiej ilości środka smarującego. To oznacza mniej zmian narzędzi, mniej odpadów i mniejsze poleganie na dużych ilościach konwencjonalnych płynów chłodzących. Mówiąc prosto, łączenie bardzo niskiego chłodzenia z drobną mgiełką olejową pozwala producentom skrawać ten trudny metal łagodniej i wydajniej, wspierając zarówno oszczędności kosztów, jak i czystszą, bardziej zrównoważoną produkcję.
Cytowanie: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Słowa kluczowe: obróbka Inconelu 718, chłodzenie kriogeniczne, minimalne ilości smarowania, zużycie narzędzia, zrównoważona produkcja