Clear Sky Science · pl
Podwójna pętla proporcjonalnego sterowania do wysokoprecyzyjnego lutowania indukcyjnego cienkościennych przewodników falowych z aluminium
Utrzymanie życiowych obwodów satelitów w bezpieczeństwie
Współczesne satelity komunikacyjne polegają na pustych metalowych rurach zwanych przewodnikami falowymi, które przenoszą sygnały radiowe między antenami a elektroniką. Elementy te muszą przetrwać lata drgań podczas startu, głęboki chłód i palące nasłonecznienie, nie tracąc energii ani nie pękając. Artykuł opisuje inteligentniejsze podejście do „spajania” lekkich aluminiowych przewodników falowych metodą lutowania indukcyjnego, tak aby każde połączenie było mocne, jednorodne i wykonane przy minimalnym udziale intuicji operatora.
Od płomieni do inteligentnego nagrzewania
Tradycyjne lutowanie często wykorzystuje płomienie lub piece, które nagrzewają duże powierzchnie i mogą odkształcać delikatne części. Lutowanie indukcyjne zamiast tego używa ściśle dopasowanej miedzianej cewki do wytworzenia skoncentrowanego pola elektromagnetycznego, które nagrzewa tylko obszar złącza. Autorzy koncentrują się na cienkościennych aluminiowych przewodnikach falowych stosowanych w sprzęcie kosmicznym, gdzie nawet niewielkie błędy temperatury mogą powodować deformacje lub niepełne wypełnienie stopu lutowniczego. Ponieważ termometry stykowe zakłócałyby powierzchnię i zawodziły w silnym polu elektromagnetycznym, system opiera się na bezstykowych sensorach podczerwieni i modelach matematycznych śledzących temperaturę w trakcie procesu.
Inteligentna pętla sprzężenia zwrotnego dla nagrzewania
Pierwsza strategia sterowania opracowana przez zespół to pojedyncza pętla zwrotna, która nie patrzy bezpośrednio na temperaturę, lecz na szybkość, z jaką złącze się ogrzewa. Czujnik bezstykowy mierzy temperaturę przy złączu, a prosty regulator dostosowuje moc dostarczaną do cewki indukcyjnej tak, by tempo nagrzewania podążało za zaprogramowaną krzywą, a następnie utrzymywało się na temperaturze topnienia stopu. W testach laboratoryjnych na kilku kształtach przewodników ta jednopętlową metoda utrzymywała średni błąd temperatury na poziomie około 3–4 stopni Celsjusza i ograniczała przeregulowanie, pod warunkiem że technik wcześniej starannie wyregulował odległość między cewką a elementami. Gdy przygotowanie było prawidłowe, prawie wszystkie złącza pozytywnie przeszły badania metalograficzne.
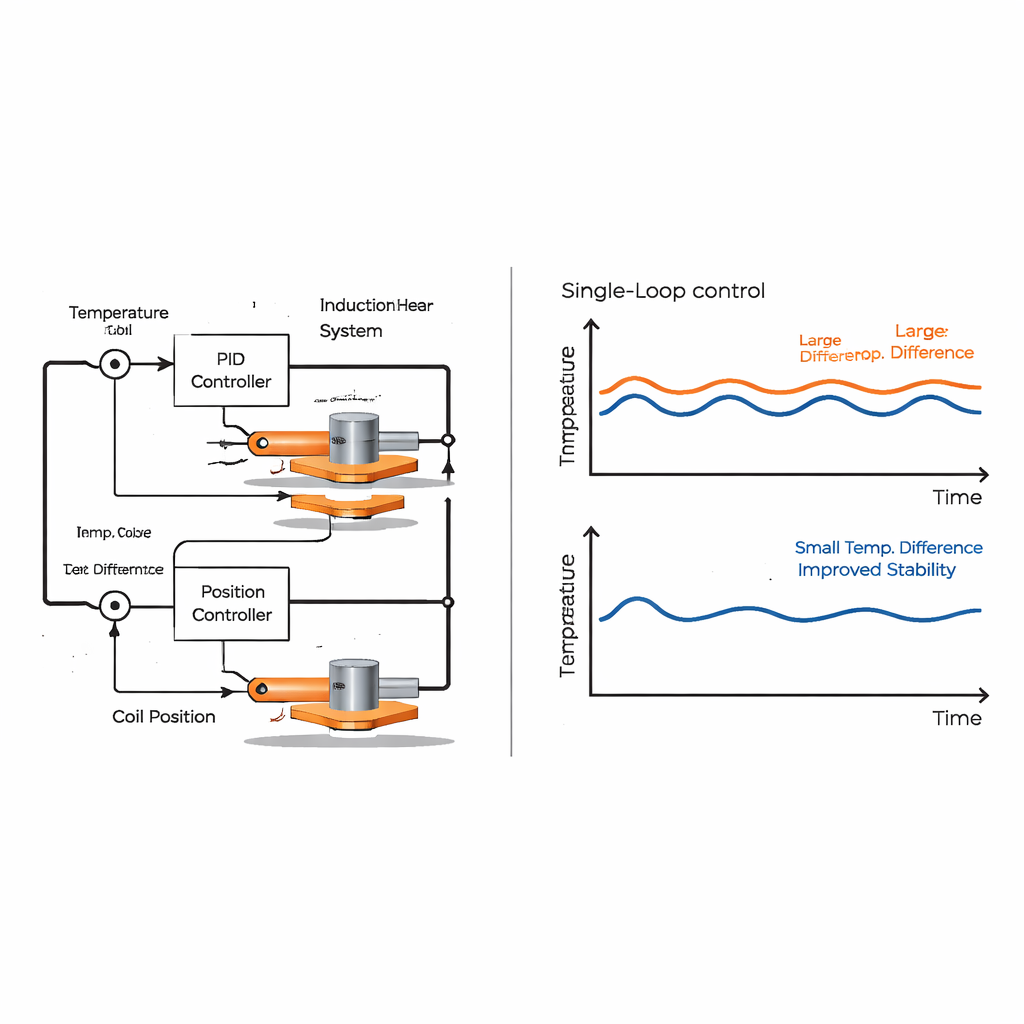
Dodanie drugiej pętli dla wyrównania
Jednak badacze stwierdzili, że nawet przy starannej regulacji rura i kołnierz łączone ze sobą mogą różnić się temperaturą o ponad 15 stopni, jeśli zmieni się odległość do cewki lub grubość części będzie się różnić między partiami. Aby temu zaradzić, wprowadzili drugą pętlę sprzężenia zwrotnego. Teraz jeden sensor podczerwieni obserwuje kołnierz, a drugi tubę. Pierwsza pętla nadal steruje mocą na podstawie profilu nagrzewania, ale druga pętla powoli przesuwa element roboczy względem cewki, gdy wykryje, że jedna strona jest gorętsza od drugiej. Poprzez przybliżanie lub oddalanie złącza względem cewki, system aktywnie wyrównuje temperatury w strefie lutowania podczas wstępnego nagrzewania, narastania temperatury i końcowego procesu utrzymywania.
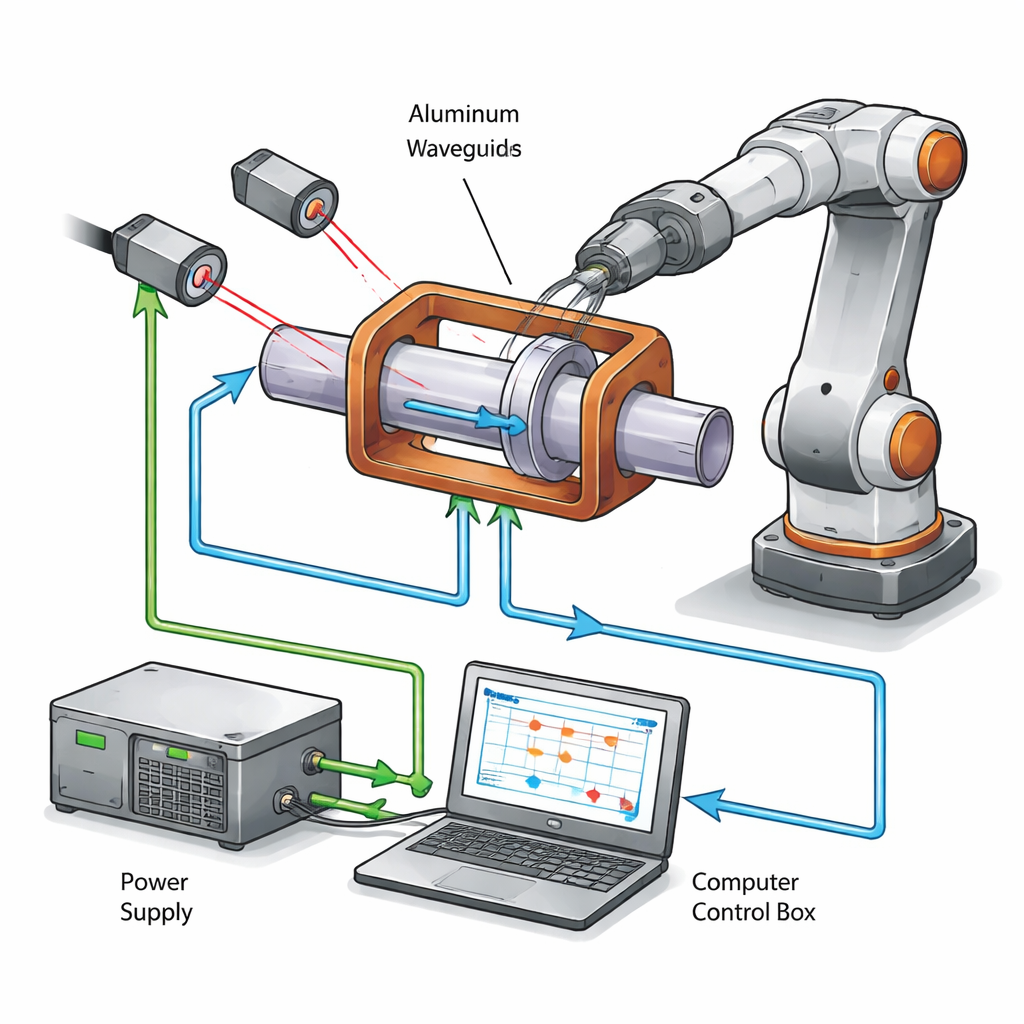
Od prototypu laboratoryjnego do linii produkcyjnej
Aby wdrożyć pomysł z podwójną pętlą, autorzy zbudowali pełną zautomatyzowaną komórkę lutowniczą. Zawiera ona generator wysokiej częstotliwości, chłodzone wodą cewki, manipulator sześcioprz osiowy, dalmierz laserowy do pomiaru odległości, podwójne czujniki podczerwieni oraz kamery przemysłowe do monitorowania wyrównania. Wszystkie te urządzenia są koordynowane przez modułowe oprogramowanie w C++ działające na komputerze przemysłowym. Program zbiera dane dotyczące temperatury, pozycji, mocy i obrazu 20 razy na sekundę, zapisuje wszystko do bazy danych SQL i używa metryk jakości, takich jak odchylenie tempa nagrzewania i rozpiętość temperatur, do oceny każdego cyklu lutowania w czasie rzeczywistym. W szeroko zakrojonych testach na 120 zespołach o różnych wymiarach system z podwójną pętlą zmniejszył średni błąd temperatury do nieco ponad 2 stopni, zmniejszył maksymalną różnicę temperatur między rurą a kołnierzem o połowę do około 8 stopni i zwiększył wydajność akceptowalnych złączy do 97 procent — nawet gdy operatorzy byli mniej precyzyjni przy początkowym ustawieniu.
Co to oznacza dla przyszłego sprzętu kosmicznego
Dla osób niebędących specjalistami kluczowy przekaz jest taki, że autorzy przekształcili niegdyś rzemieślniczy, zależny od operatora proces nagrzewania w bardziej przewidywalny, samokorygujący się proces. Mierząc nie tylko to, jak gorące jest złącze, ale też jak równomiernie rozkłada się to ciepło, kontroler z podwójną pętlą może automatycznie regulować zarówno moc, jak i pozycję, aby uzyskać czystsze, bardziej niezawodne złącza lutowane z mniejszą liczbą wad. Podejście to zmniejsza pracę naprawczą i odpady oraz wskazuje kierunek w stronę jeszcze inteligentniejszych systemów, które mogłyby pewnego dnia wykorzystywać algorytmy predykcyjne lub metody uczenia do dopracowania nagrzewania dla nowych materiałów i kształtów. W praktyce takie udoskonalenia pomagają zapewnić, że „instalacje” przenoszące sygnały wewnątrz satelitów pozostaną niezawodne podczas długich misji, wspierając bardziej pewną komunikację na Ziemi.
Cytowanie: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Słowa kluczowe: lutowanie indukcyjne, aluminiowe przewodniki falowe, sterowanie zwrotne, robotyczna produkcja, sprzęt satelitarny