Clear Sky Science · pl
Optymalizacja parametrów zgrzewania tarciowo‑mieszającego dla różnych stopów aluminium AA2014 i AA5052
Mocniejsze lekkie metale dla samochodów i samolotów
Od samochodów elektrycznych po samoloty i statki, producenci poszukują części metalowych jednocześnie lekkich i wytrzymałych. Aluminium dobrze odpowiada tym wymaganiom, ale łączenie różnych gatunków aluminium bez osłabiania ich okazuje się zaskakująco trudne. W niniejszym badaniu pokazano, jak inżynierowie mogą precyzyjnie dostroić proces w stanie stałym zwany zgrzewaniem tarciowo‑mieszającym, aby dwa bardzo różne stopy aluminium, AA2014 i AA5052, utworzyły mocne, niezawodne połączenie nadające się do wymagających konstrukcji.
Jak obracające się narzędzie łączy metal bez jego topienia
Zgrzewanie tarciowo‑mieszające działa bardziej jak ugniatanie niż tradycyjne topienie i łączenie. Twarde, obracające się narzędzie jest wciskane w spoinę między dwiema płytami i przesuwane wzdłuż złącza. Tarcie zmiękcza, ale nie topi, materiał, dzięki czemu można go mieszać i kształtować w celu uzyskania stałego spoinowego połączenia. Unika to wielu problemów zwykłego spawania, takich jak pory, pęknięcia czy odkształcenia. W badaniu autorzy skupili się na czterech kluczowych ustawieniach: prędkości obrotowej narzędzia, kształcie trzpienia (trójkątny, okrągły lub kwadratowy), nacisku osiowego oraz prędkości przesuwu połączenia. Chcieli zobaczyć, jak te parametry wpływają na końcową wytrzymałość, odkształcalność i twardość złącza między stopem o wysokiej wytrzymałości poddawalnym obróbce cieplnej (AA2014) a stopem bardziej odpornym na korozję (AA5052).
Wykorzystanie zaawansowanej statystyki do znalezienia najlepszych ustawień
Testowanie każdej możliwej kombinacji parametrów byłoby czasochłonne i kosztowne. Zamiast tego zespół zastosował statystyczną strategię zwaną metodyką powierzchni odpowiedzi w połączeniu z planem Box–Behnken. Pozwoliło to zaplanować 29 starannie dobranych eksperymentów, które efektywnie odwzorowały wpływ czterech parametrów procesu na cztery istotne wyniki: wytrzymałość na rozciąganie (maksymalne obciążenie przed zerwaniem), granicę plastyczności (moment, gdy materiał zaczyna odkształcać się trwale), wydłużenie (jak bardzo może się rozciągnąć) oraz mikro‑twardość (odporność na odkształcenie przy wnikaniu). Następnie użyto funkcji „pożądania” (desirability), by znaleźć kompromisowy zestaw parametrów, który utrzymuje wysoką wytrzymałość i twardość bez nadmiernego poświęcania plastyczności.
Jak wygląda zoptymalizowane złącze w przekroju
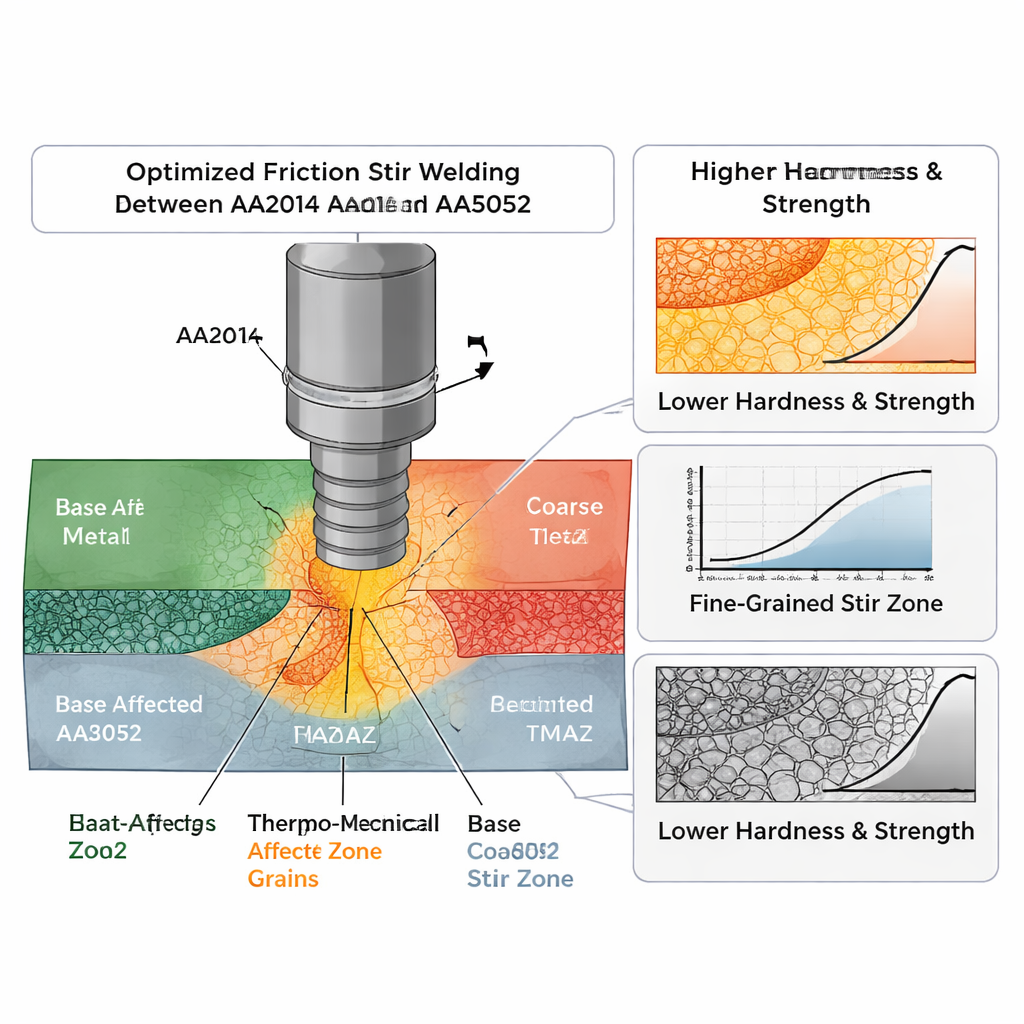
Najlepszy kompromis, jaki znaleziono, obejmował umiarkowanie wysoką prędkość obrotową narzędzia (około 1880 obrotów na minutę), trzpień o kształcie kwadratu, relatywnie duży nacisk osiowy 10 kN oraz średnio‑wysoką prędkość zgrzewania rzędu 17,6 mm/min. W tych warunkach złącze osiągnęło około 258 MPa wytrzymałości na rozciąganie i 197 MPa granicy plastyczności, z twardością nieco ponad 100 w skali Vickersa oraz wydłużeniem około 4,4%. Dokładne badania mikroskopowe wyjaśniły przyczynę: w centralnej „strefie mieszania” ziarna aluminium są bardzo drobne i prawie izotropowe, a drobne cząstki wzmacniające są równomiernie rozproszone. Taka drobna, jednorodna struktura jest cechą pełnej dynamicznej rekrystalizacji — metal został efektywnie przekształcony na poziomie mikroskopowym podczas mieszania.
Co się dzieje, gdy ustawienia są nieoptymalne
Aby pokazać konsekwencje złych ustawień, badacze porównali źle zoptymalizowane złącze wykonane przy niższej prędkości obrotowej, z okrągłym trzpieniem i niższym naciskiem osiowym. To złącze wykazywało grubsze ziarna, aglomeracje twardych cząstek, a nawet tunelowe puste przestrzenie, gdzie materiał nie wypełnił przestrzeni za narzędziem. Nic dziwnego, że jego wytrzymałość i twardość były niższe, a powierzchnie łamania z prób rozciągania miały większe, nierównomierne dołki i oznaki wczesnej awarii. Dla porównania, zoptymalizowane złącze pękło z wieloma małymi, jednolitymi dołkami — dowodem bardziej plastycznego, energochłonnego pęknięcia ściśle powiązanego z jego rafinowaną, wolną od defektów mikrostrukturą i korzystniejszym profilem twardości w obrębie spoina.
Dlaczego to ma znaczenie dla konstrukcji praktycznych
Dla projektantów samochodów, statków i samolotów przekaz jest jasny: zgrzewanie tarciowo‑mieszające może niezawodnie łączyć różne stopy aluminium, ale tylko jeśli proces będzie starannie dobrany. Łącząc zaplanowane eksperymenty ze modelowaniem statystycznym, badanie to wskazuje konkretny przepis — prędkość i kształt narzędzia, nacisk oraz prędkość przesuwu — który daje mocne, twarde, a jednocześnie stosunkowo plastyczne złącze między AA2014 a AA5052. Zoptymalizowane zgrzewanie unika wewnętrznych wad i osiąga zrównoważony zestaw własności bez konieczności obróbki cieplnej po spawaniu, co stanowi praktyczną drogę do lżejszych, bardziej efektywnych konstrukcji wykorzystujących kombinacje stopów.
Cytowanie: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Słowa kluczowe: zgrzewanie tarciowo‑mieszające, stopy aluminium, optymalizacja spawania, konstrukcje lekkie, mikrostruktura