Clear Sky Science · pl
Charakterystyka mikrostrukturalnych, magnetycznych i termicznych właściwości Fe–45Ni wytwarzanego przez selektywne stapianie laserowe proszku
Metal, który zachowuje kształt i magnetyzm
Nowoczesne satelity, teleskopy i przyrządy precyzyjne wymagają metalowych elementów, które niemal nie zmieniają rozmiaru wraz z temperaturą, a jednocześnie silnie reagują na pola magnetyczne. W tej pracy badano obiecującą recepturę na takie części: stop żelaza i niklu zawierający 45% niklu (Fe–45Ni), wytwarzany nie przez tradycyjne odlewanie i obróbkę, lecz przez druk 3D z użyciem lasera. Praca pokazuje, jak dobrać parametry druku, aby stop wychodził gęsty, silnie magnetyczny i wyjątkowo stabilny po podgrzaniu.
Dlaczego stop drukowany 3D ma znaczenie
Stopy żelaza i niklu są już stosowane w urządzeniach wymagających niezawodnego magnetyzmu i bardzo niskiej rozszerzalności termicznej – od precyzyjnych zegarów po konstrukcje kosmiczne. Jednak konwencjonalne metody produkcji mają trudności ze wytwarzaniem skomplikowanych kształtów bez pęknięć, strat materiału i kosztownej obróbki wykańczającej. Selektywne stapianie laserowe proszku, proces druku metalu, umożliwia budowę złożonych form bezpośrednio z proszku. Wadą jest to, że intensywny, szybko przemieszczający się laser powoduje gwałtowne zmiany temperatury, które mogą pozostawić pory, pęknięcia i naprężenia. Autorzy postawili sobie za cel sprawdzić, czy Fe–45Ni można wydrukować w sposób unikający tych problemów, zachowując jednocześnie jego specyficzne połączenie magnetycznej siły i stabilności wymiarowej.
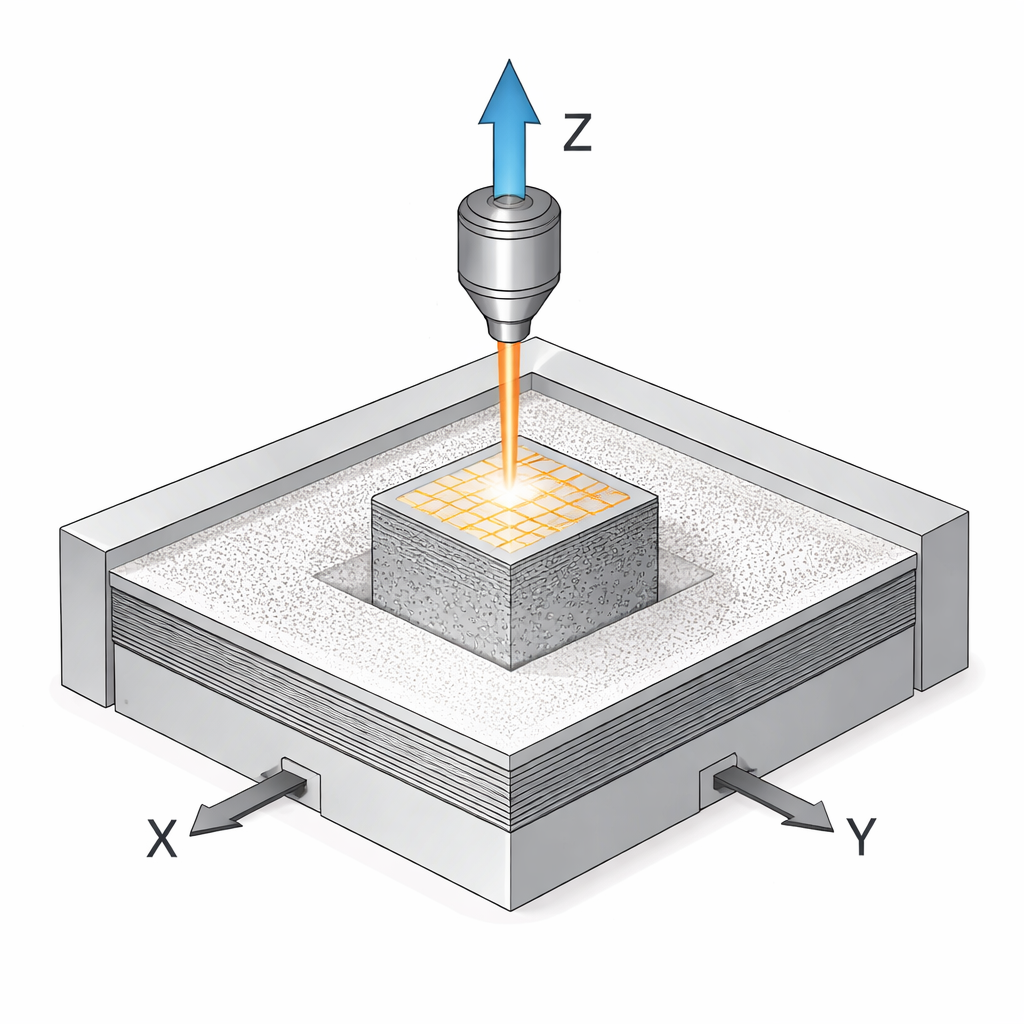
Jak metal jest drukowany i badany
Naukowcy zaczęli od sferycznego proszku Fe–45Ni otrzymanego przez atomizację gazową, wybranego ze względu na dobrą płynność w drukarce. Użyli komercyjnej maszyny do selektywnego stapiania laserowego do zbudowania małych sześcianów 7×7×7 mm w wzorze szachownicy, zmieniając moc lasera i prędkość skanowania przy stałej grubości warstwy i odstępie ścieżek. Po wydruku przecięto i wypolerowano sześciany oraz zbadano je mikroskopami optycznymi i elektronowymi, aby zmierzyć gęstość i zlokalizować pory oraz pęknięcia. Użyto także dyfrakcji rentgenowskiej do identyfikacji struktury krystalicznej oraz zaawansowanej mikroskopii do mapowania kształtów i orientacji ziaren. Na koniec przebadano zachowanie magnetyczne w różnych kierunkach i zmierzono, jak bardzo stop rozszerza się przy ogrzewaniu od temperatury pokojowej do 500 °C.
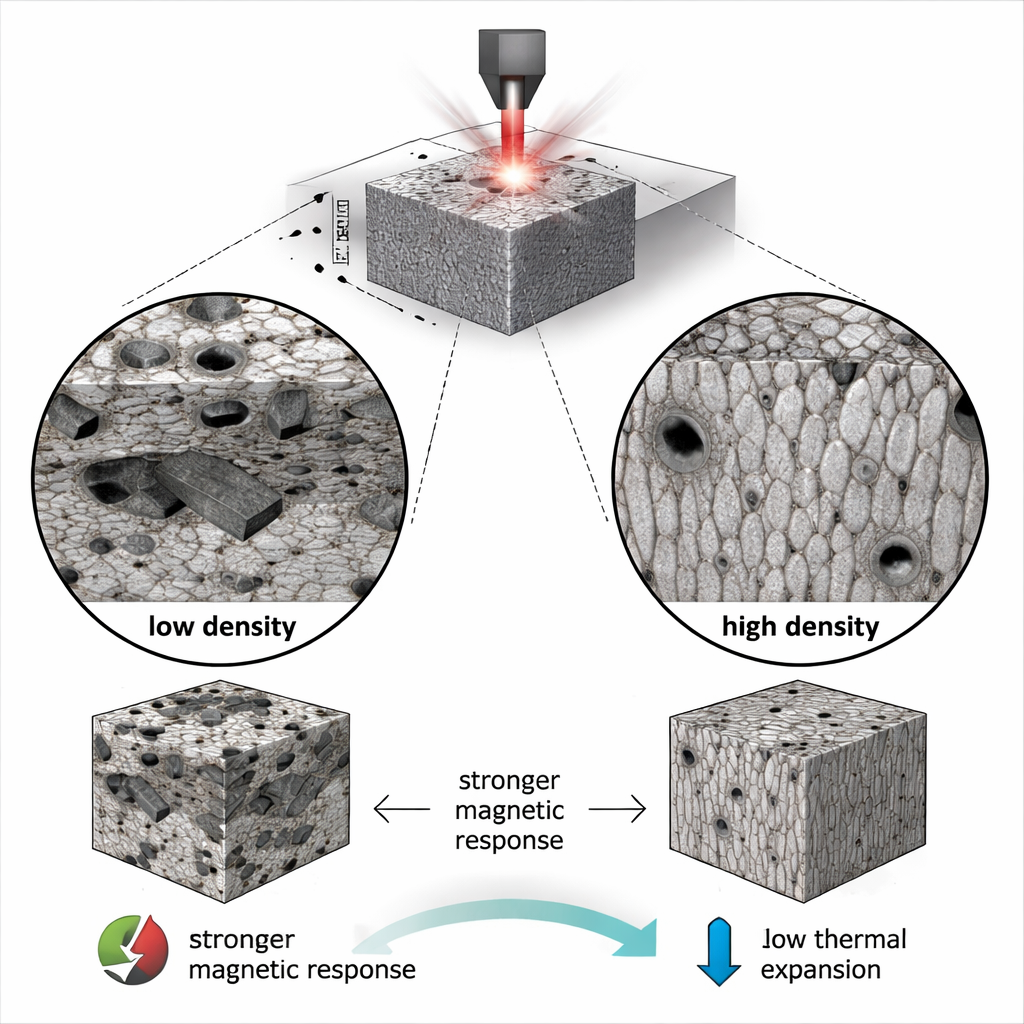
Odnalezienie optymalnych warunków druku
Badanie wykazało, że zarówno zbyt mała, jak i zbyt duża energia dostarczana przez laser mogą pogorszyć jakość stopu. Przy niskiej mocy lasera lub bardzo dużej prędkości skanowania warstwy metalu nie stapiają się w pełni, tworząc nieregularne pustki i sporadyczne gorące pęknięcia. Przy bardzo wysokiej energii gaz uwięziony w proszku albo powstający podczas topienia zostaje zamknięty wewnątrz jako kuliste pory. Poprzez staranne wyważenie mocy lasera i prędkości skanowania zespół uzyskał bardzo wysoką gęstość względną około 99,3% przy 85 W i 300 mm/s, pozostawiając jedynie drobne, rozproszone pory. W najlepszych warunkach struktura wewnętrzna składała się głównie z ciasno upakowanych, kolumnowych ziaren rosnących wzdłuż kierunku budowy, przeplatanych z niektórymi mniejszymi, bardziej blokowymi ziarnami. Ten uporządkowany wzór ziaren, ukształtowany przez przepływ ciepła podczas krzepnięcia, okazał się istotny dla magnetycznej odpowiedzi stopu.
Siła magnetyczna i stabilność cieplna
Gdy zespół mierzył magnetyzm wzdłuż i w poprzek kierunku budowy, stwierdzono, że drukowany Fe–45Ni zachowuje się jako miękki magnes w obu kierunkach – łatwo się magnetyzuje i traci większość magnetyzmu po usunięciu pola. Jednak odpowiedź nie była jednakowa we wszystkich kierunkach. Wzdłuż kierunku budowy materiał wykazywał wyższą przenikalność (magnetyzował się łatwiej) i niższą koercję (potrzebne było mniejsze pole do odwrócenia namagnesowania). W poprzek budowy wymagane było większe pole, prawdopodobnie dlatego, że pory, granice ziaren i naprężenia resztkowe utrudniają ruch ścian domen magnetycznych. Pomimo tych niedoskonałości maksymalne namagnesowanie stopu było wysokie, wspierane przez relatywnie dużą zawartość żelaza. Badania cieplne wykazały, że w zakresie od temperatury pokojowej do około 400 °C rozszerzalność stopu pozostawała bardzo mała i niemal taka sama w różnych kierunkach, z współczynnikiem rzędu 6×10⁻⁶ na stopień Celsjusza – blisko tzw. zachowania typu Invar. Dopiero powyżej około 415 °C, w pobliżu temperatury Curie, gdzie magnetyzm zanika, stop zaczął szybciej się rozszerzać.
Co to znaczy dla zastosowań praktycznych
Mówiąc w prosty sposób, autorzy pokazują, że Fe–45Ni można wydrukować w postaci gęstych, bezpęknięciowych części, które utrzymują niemal niezmienny rozmiar przy ogrzewaniu i chłodzeniu, a jednocześnie działają jako silne, łatwe do kontrolowania magnesy. Poprzez dobranie odpowiednich parametrów lasera minimalizują defekty i kształtują wewnętrzną strukturę ziaren tak, aby kierunek budowy stał się najłatwiejszą ścieżką do namagnesowania. Te cechy czynią drukowany stop atrakcyjnym kandydatem do elementów precyzyjnych w przemyśle lotniczym i innych zaawansowanych technologicznie dziedzinach, gdzie istotne są zarówno właściwości magnetyczne, jak i stabilność wymiarowa.
Cytowanie: Sim, N., Jung, H.Y. & Lee, KA. Characterization of the microstructural, magnetic, and thermal properties of Fe–45Ni fabricated by laser powder bed fusion. Sci Rep 16, 8049 (2026). https://doi.org/10.1038/s41598-026-37507-w
Słowa kluczowe: stop Fe–Ni, selektywne stapianie laserowe proszku, miękkie materiały magnetyczne, niska rozszerzalność termiczna, wytwarzanie addytywne