Clear Sky Science · pl
Optymalizacja ultrakrótkoimpulsowej ablacji stali nierdzewnej w trybie serii na podstawie eksperymentalnie zweryfikowanych symulacji i modelowania analitycznego
Bardziej precyzyjne cięcie przy mniejszym nagrzewaniu
Od implantów medycznych po narzędzia precyzyjne — wiele powszechnych technologii opiera się na drobnych wzorach wycinanych w metalach. Lasery ultrakrótkoimpulsowe — strzelające impulsami trwającymi milionową część milionowej części sekundy — potrafią rzeźbić metal z wyjątkową precyzją, lecz często mają problem z osiągnięciem prędkości wymaganej w przemyśle. W tym badaniu analizuje się inteligentniejszy sposób emisji tych impulsów, zwany „trybem serii” (burst mode), aby skuteczniej usuwać stal nierdzewną przy zachowaniu precyzji charakterystycznej dla laserów ultrakrótkoimpulsowych.
Rozbicie jednego dużego błysku na wiele małych
Zamiast wysyłać pojedynczy silny impuls laserowy na powierzchnię stali, tryb serii dzieli tę energię na szybki ciąg mniejszych subimpulsów, pojawiających się zaledwie miliardowe części sekundy jeden po drugim. 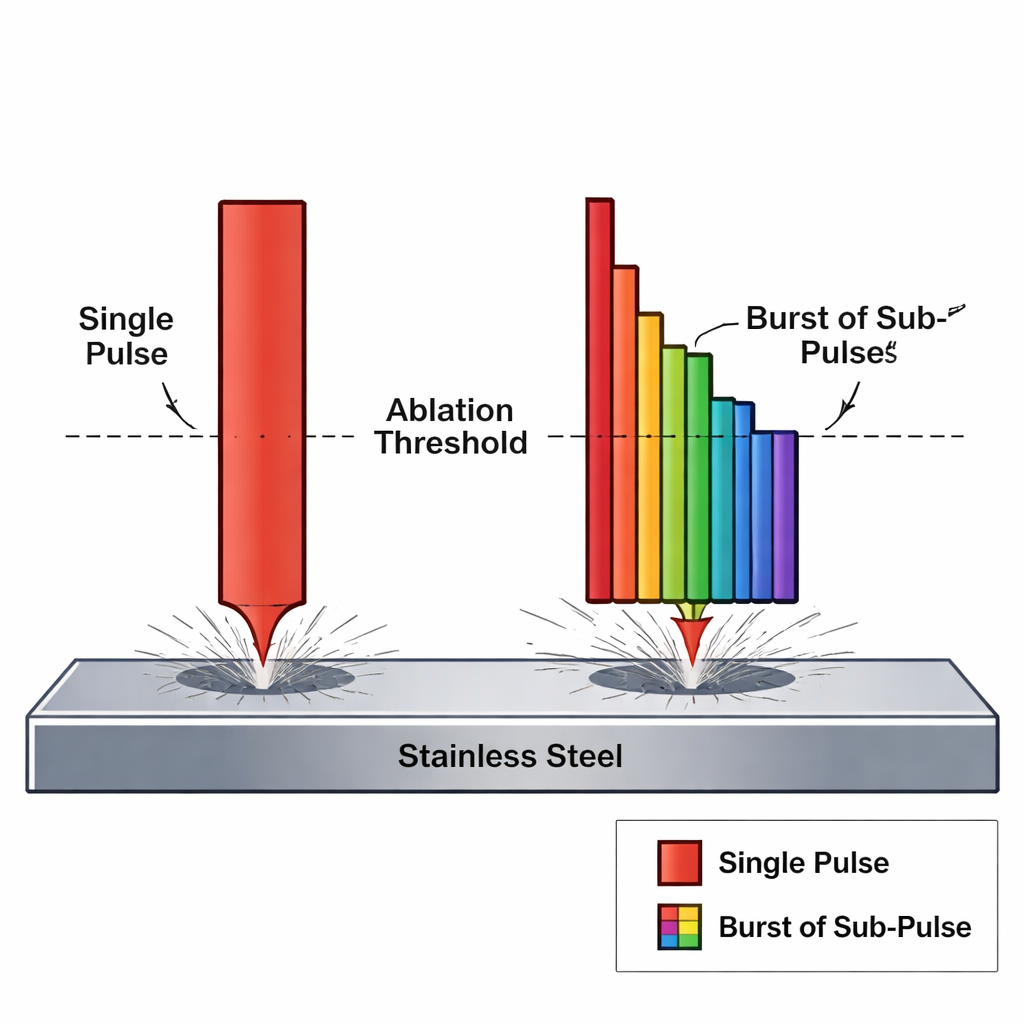
Śledzenie ciepła wewnątrz metalu
Aby na to odpowiedzieć, zespół wykorzystuje i rozbudowuje dobrze znany „model dwuwyciągowy”. Mówiąc prościej: gdy ultrakrótki impuls pada na metal, najpierw ogrzewają się elektrony, a następnie szybko przekazują energię sieci atomowej. Badacze symulują to dwustopniowe ogrzewanie, a następnie przechodzą do bardziej konwencjonalnego modelu dyfuzji ciepła, gdy elektrony i atomy osiągną tę samą temperaturę. To sprytne przekazanie między modelami sprawia, że długie symulacje są wykonalne, nawet gdy dziesiątki subimpulsów nadchodzą jeden po drugim. Obliczenia śledzą, jak narasta temperatura, jak materiał zostaje wyrwany, oraz jak zmienia się kształt powierzchni przy każdym kolejnym subimpulsie.
Eksperymenty weryfikujące obliczenia
Samo symulowanie nie wystarcza, więc autorzy przeprowadzają kontrolowane eksperymenty przy użyciu komercyjnego systemu lasera femtosekundowego pracującego w trybie serii. Polerują stal nierdzewną na bardzo gładką powierzchnię i wystrzeliwują pojedyncze serie przy różnych całkowitych energiach i różnej liczbie subimpulsów, po czym mierzą drobne kratery za pomocą wysokorozdzielczej profilometrii optycznej. Dla wielu powtórzeń statystycznie analizują głębokość i średnicę ablacji. Zmierzone zależności — jak rośnie, nasyca się lub zanika głębokość w zależności od fluencji i liczby subimpulsów — porównują bezpośrednio z przewidywaniami modelu.
Znajdowanie optymalnego punktu dla każdego subimpulsu
Połączone wyniki ujawniają wyraźny wzorzec. Gdy każdy subimpuls jest zbyt słaby, nic nie zostaje usunięte: energia pozostaje poniżej „prógowej fluencji”, potrzebnej do oderwania materiału. W miarę jak energia na subimpuls przekracza ten próg, głębokość ablacji rośnie i osiąga maksimum przy dobrze określonej „optymalnej” fluencji na subimpuls. Jeśli jednak subimpulsy staną się zbyt silne, wydajność spada — dodatkowa energia jedynie przegrzewa już usunięty materiał zamiast pogłębiać cięcie. 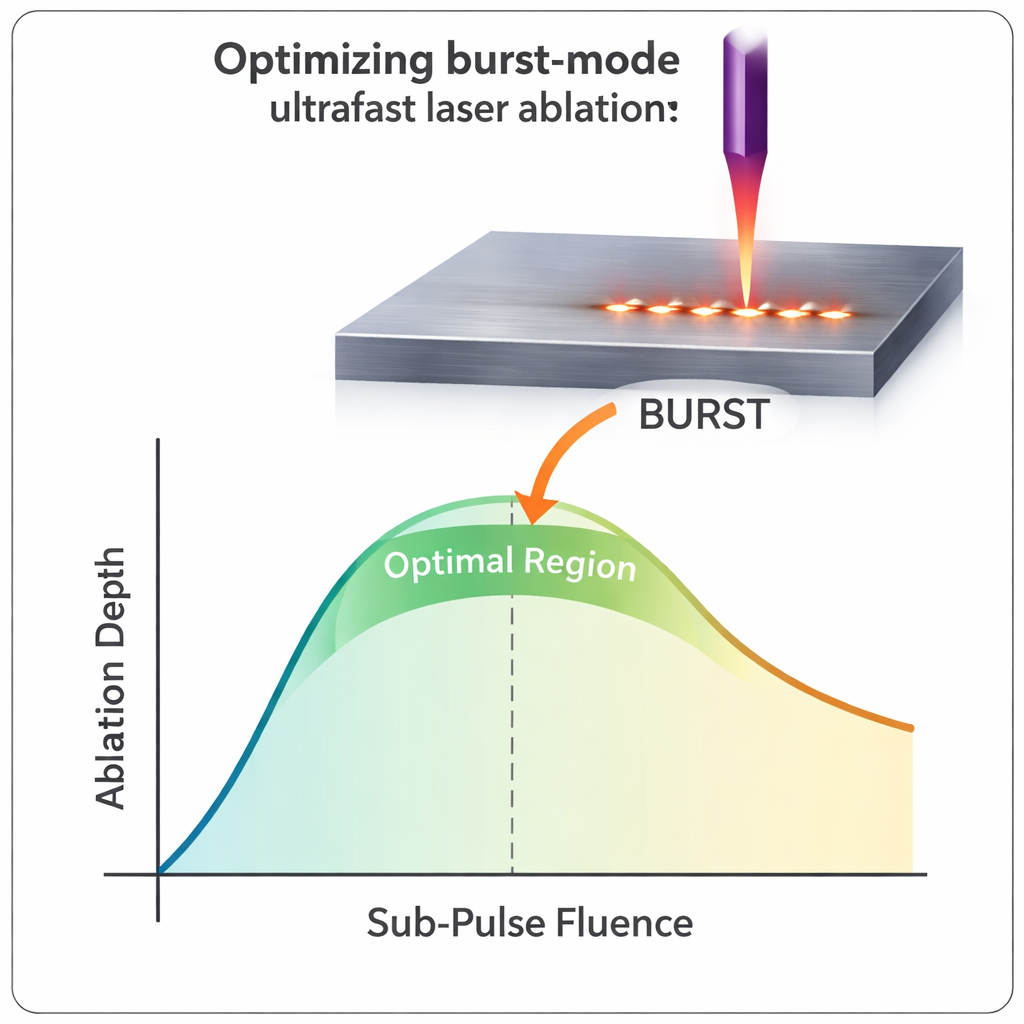
Proste wzory do szybkich decyzji przemysłowych
Aby uczynić te spostrzeżenia użytecznymi na linii produkcyjnej, autorzy sprowadzają swoje szczegółowe symulacje do dwóch zwięzłych modeli analitycznych. Jeden stosuje prostą formułę logarytmiczną do oszacowania głębokości na podstawie fluencji i liczby subimpulsów, odpowiednią do szybkiej, orientacyjnej optymalizacji. Drugi łączy opis liniowy przy niskich energiach z logarytmicznym przy wyższych energiach, aby lepiej dopasować się do danych w szerszym zakresie. Oba modele wskazują zasadniczo ten sam optymalny zakres energii na subimpuls i wyjaśniają, dlaczego przy dużej mocy całkowitej dzielenie energii na wiele starannie dobranych subimpulsów jest skuteczniejsze niż po prostu zwiększanie mocy lasera.
Co to znaczy dla rzeczywistej produkcji
Mówiąc wprost, badanie pokazuje, że „jak” dostarczasz energię laserową ma równie duże znaczenie, co „ile” jej dostarczasz. Przy ultrakrótkoimpulsowej obróbce stali nierdzewnej rozdzielenie potężnego impulsu na serię mniejszych, starannie dostrojonych subimpulsów może usuwać więcej materiału na jednostkę energii, utrzymywać wąskie cechy i unikać nadmiernego nagrzewania. Zweryfikowane komputerowe modele i proste wzory dostarczają zestawu narzędzi, którego konstruktorzy maszyn i inżynierowie procesów mogą użyć do ustalenia parametrów serii dla szybszej, czystszej i bardziej niezawodnej obróbki laserowej w przyszłych zastosowaniach przemysłowych.
Cytowanie: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Słowa kluczowe: ultrakrótkoimpulsowa ablacja laserowa, przetwarzanie w trybie serii, mikroobróbka stali nierdzewnej, model dwuwyciągowy (two-temperature), optymalizacja produkcji laserowej