Clear Sky Science · pl
Analiza doświadczalna i numeryczna kucia na zimno komercyjnie czystego aluminium
Formowanie części metalowych przy mniejszych stratach
Od półosi samochodowych po osprzęt lotniczy — wiele codziennych produktów zaczyna życie jako bryły metalu formowane przez ściskanie. To ściskanie, zwane kuciem, może powodować duże straty materiału, jeśli potem trzeba zdzierać warstwy toczeniem czy frezowaniem. Opisane tu badanie bada, jak zaprojektować elementy aluminiowe tak, aby po wykuciu miały kształt możliwie bliski ostatecznemu, redukując odpady, zużycie energii i koszty.
Blisko kształtu końcowego
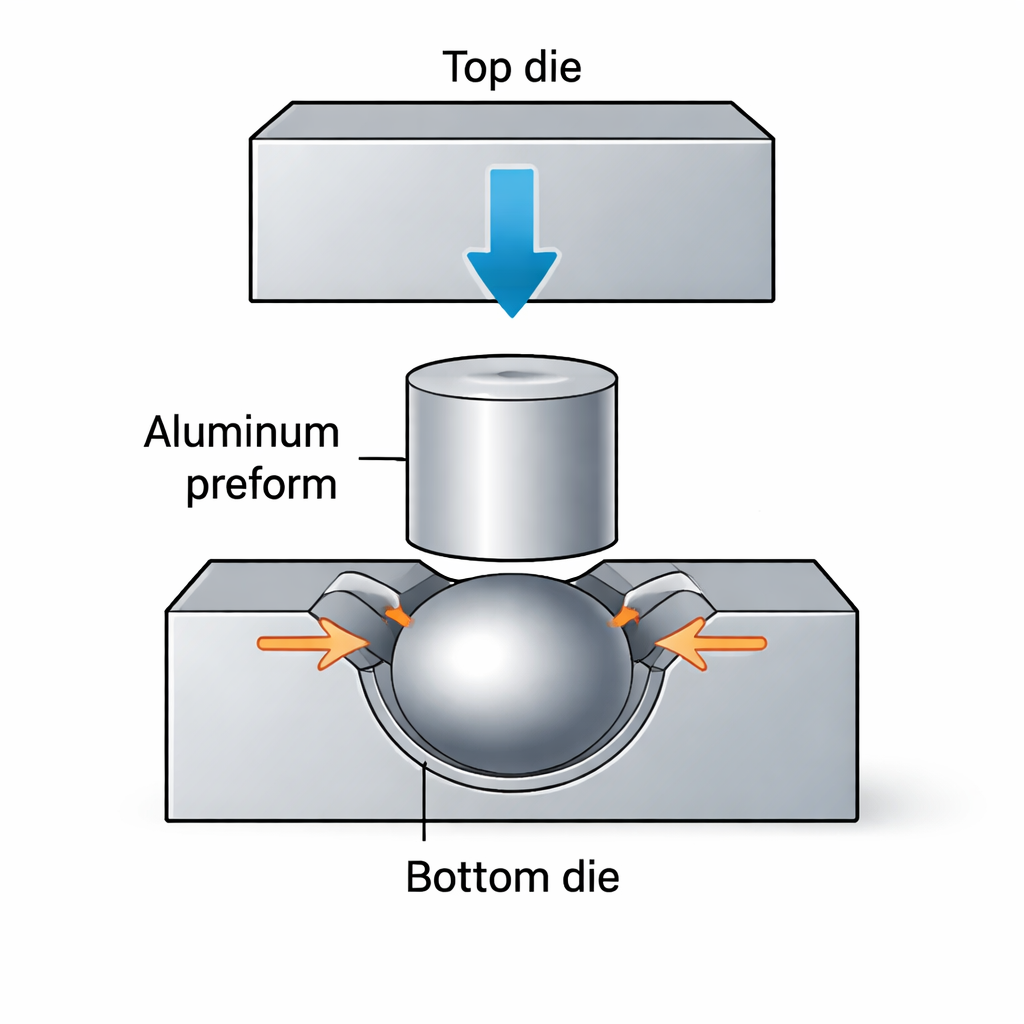
Badania koncentrują się na kuciu „near net shape”, czyli takim, w którym część metalowa wychodzi z prasy niemal gotowa do użycia. Autorzy pracowali na komercyjnie czystym aluminium — lekkim metalu powszechnym w motoryzacji, lotnictwie i sprzęcie morskim. Celem był element w postaci kuli o średnicy 40 milimetrów, formowany w dopasowanej sferycznej wnęce stalowego narzędzia zwanego matrycą zamkniętą. Zamiast testować metodą prób i błędów na hali produkcyjnej, użyto symulacji komputerowych do zaprojektowania półwyrobu (preformy), tak by wypełnił wnękę sferyczną bez powstawania nadlewek — cienkich żeber nadmiaru metalu, które potem trzeba obcinać.
Testowanie różnych kształtów wyjściowych
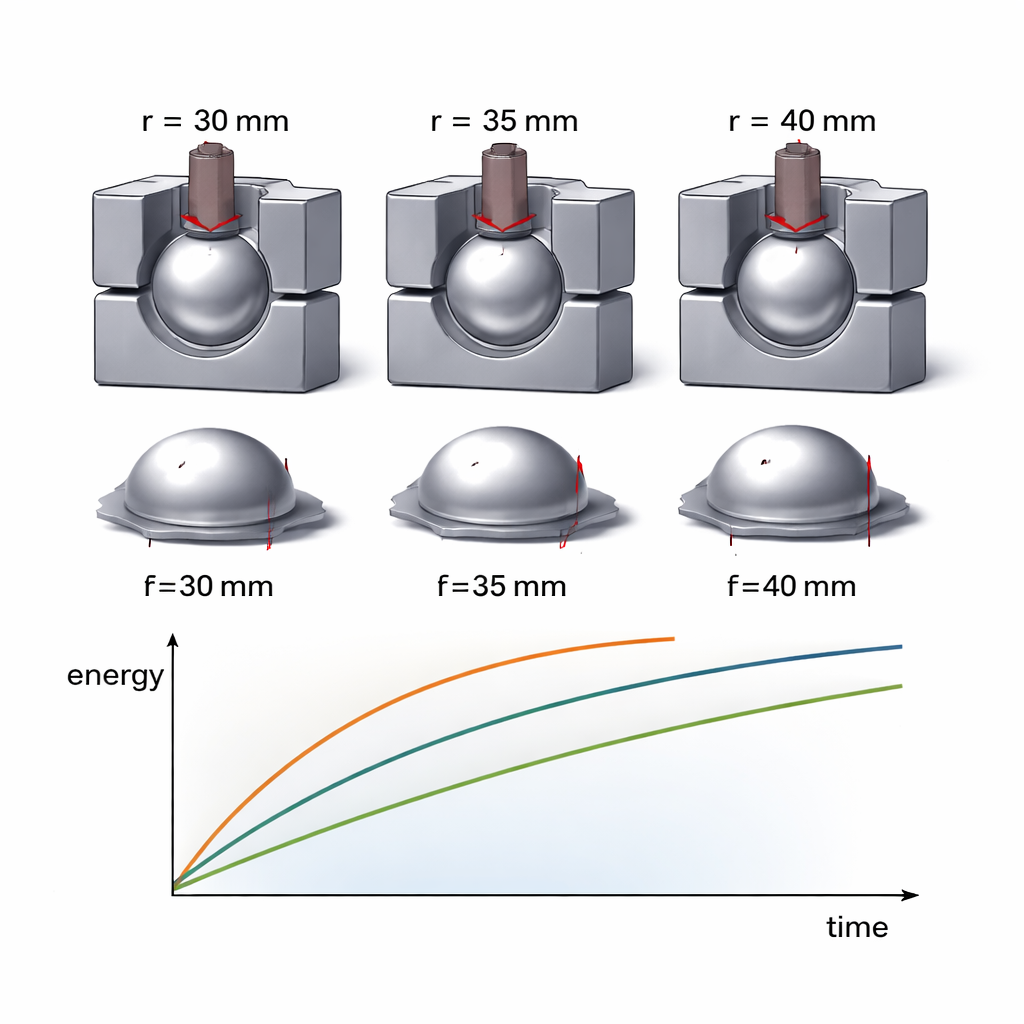
Zespół porównał kilka projektów preformy, wszystkie o tej samej masie aluminium. Najpierw sprawdzono proste bloki prostokątne i cylindryczne. Symulacje szybko wykazały, że blok prostokątny wypycha materiał w naroża matrycy, tworząc obfite nadlewki i zniekształconą część końcową. Zwykły cylinder wypadł lepiej, ale nadal pozostawiał płaskie obszary zamiast gładkiej kuli. Aby poprawić wynik, naukowcy dodali do cylindra zaokrąglony koniec. Przetestowano trzy warianty tego rozwiązania, każdy z inną krzywizną końca — odpowiadającą promieniom sferycznym 40, 35 i 30 milimetrów — przy zachowaniu stałej objętości. Przy użyciu oprogramowania MES śledzono, jak metal przepływa na zewnątrz i wypełnia wnękę w miarę naciskania górnej matrycy.
Śledzenie metalu i zużytej energii
Modele komputerowe pokazały, że podczas procesu kucia aluminium najpierw łatwo rozciąga się na zewnątrz, a potem napotyka rosnący opór w miarę wypełniania wnęki i narastania naprężeń wewnętrznych. Dla każdej preformy energia potrzebna do dalszego tłoczenia rosła stopniowo w czasie, głównie z powodu tarcia między metalem a matrycą oraz umocnienia materiału wskutek odkształcenia. Spośród trzech zaokrąglonych cylindrów najlepszy rezultat dał wariant z najmniejszym promieniem końca — 30 mm — który najpłynniej wypełnił wnękę i wymagał najmniej energii. Ograniczona powierzchnia styku zmniejszyła tarcie oraz objętość, którą trzeba było wcisnąć w ciasne kąty, poprawiając efektywność formowania.
Porównanie modelu z rzeczywistością
Aby sprawdzić zgodność symulacji z rzeczywistym zachowaniem, badacze przeprowadzili testy kucia na zimno w temperaturze pokojowej na prasie badawczej o sile 100 ton z hartowanymi stalowymi matrycami. Wykonali półwyroby aluminiowe zgodne z najlepiej wypadającymi wymiarami i wykuli je w sferycznej wnęce. Wykuwane części wyszły niemal idealnie kuliste, bez nadlewek i z czystą powierzchnią, potwierdzając poprawność projektu preformy. Jednak rzeczywisty proces wymagał około 13% więcej energii niż przewidywał model, a finalne kule były nieco bardziej owalne niż zasugerowały symulacje. Różnice przypisano głównie silniejszemu tarciu i bardziej wyraźnemu umocnieniu rzeczywistego materiału niż zakładały uproszczone parametry w oprogramowaniu.
Znaczenie dla produkcji
W podsumowaniu badanie pokazuje, że starannie zaprojektowane preformy, wspomagane szczegółowymi symulacjami komputerowymi, mogą pomóc producentom wykrawać elementy aluminiowe bliższe kształtowi końcowemu, zużywając mniej energii i generując mniej odpadów. Chociaż symulacje nie odwzorowują każdego niuansu tarcia i zachowania materiału, okazały się wystarczająco dokładne, by kierować projektowaniem preform i unikać wielu kosztownych prób. Dla czytelników najważniejszy wniosek jest taki, że przemyślane testy wirtualne mogą uczynić formowanie metali czystszym, tańszym i bardziej precyzyjnym — torując drogę do lepszej, bardziej wydajnej produkcji komponentów w samochodach, samolotach i innych wymagających zastosowaniach.
Cytowanie: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Słowa kluczowe: kucie na zimno, aluminium, kształt zbliżony do ostatecznego, symulacja metodą elementów skończonych, projektowanie matryc