Clear Sky Science · pl
Zmniejszanie zależności od etykiet w monitorowaniu stanu wierteł na podstawie drgań z użyciem wstępnego trenowania z maskowaniem cech
Dlaczego „inteligentniejsze” wiertła mają znaczenie na hali produkcyjnej
W nowoczesnych fabrykach małe wiertła cicho wykonują tysiące precyzyjnych otworów w częściach metalowych. Gdy narzędzia zużywają się lub wyszczerbiają, skutki mogą być poważne: elementy wychodzą poza tolerancje, powierzchnie stają się chropowate, a maszyny stoją, podczas gdy operatorzy szukają przyczyny. W tym badaniu autorzy prezentują nowy sposób „słuchania” wierteł przez ich drgania i wykorzystania sztucznej inteligencji do oceny ich stanu, przy jednoczesnym znacznym ograniczeniu ilości ręcznie etykietowanych danych potrzebnych zwykle do trenowania takich systemów.
Słuchanie ukrytej historii zapisanej w drganiach
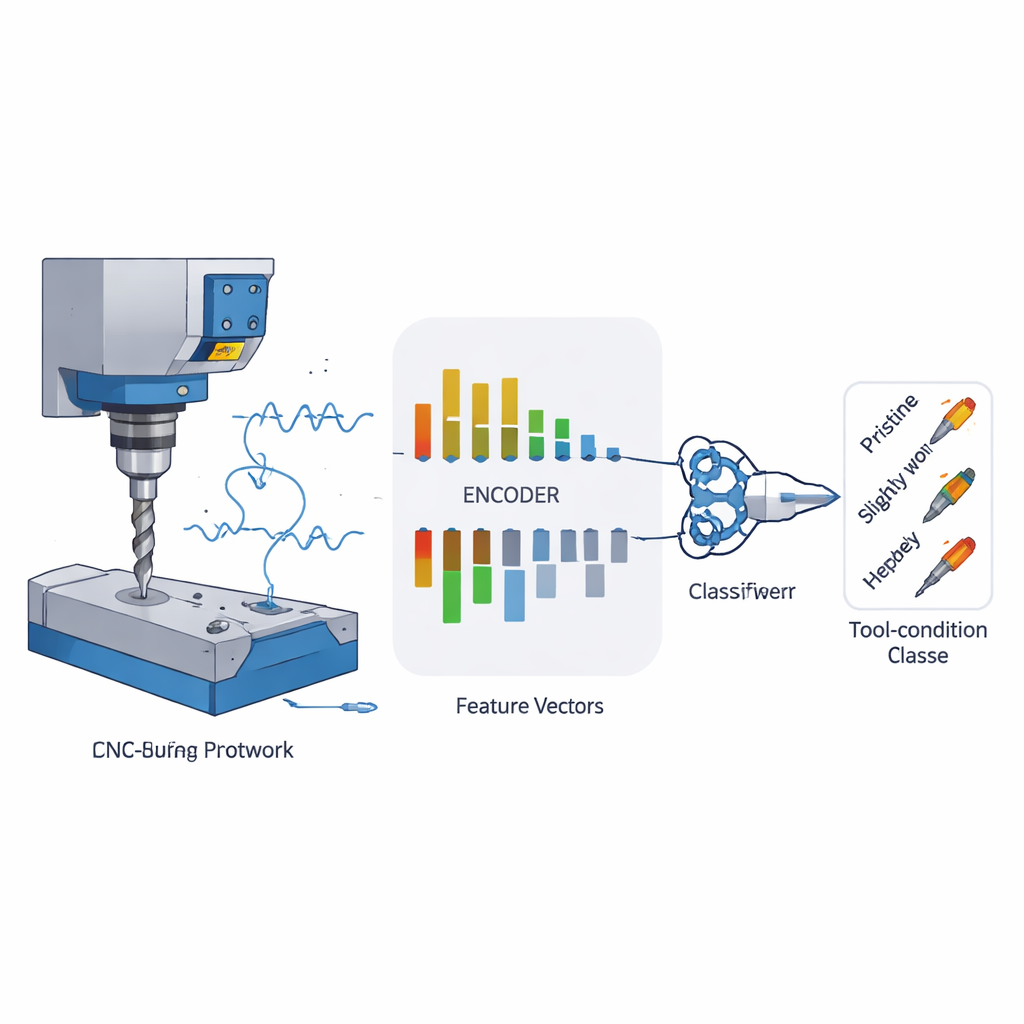
Gdy wiertło się obraca i skrawa, generuje złożone drgania, które zmieniają się w miarę przechodzenia narzędzia od nowego do zużytego lub uszkodzonego. Badacze zamocowali czuły akcelerometr na obudowie wrzeciona pionowego centrum obróbkowego i rejestrowali sygnały drgań podczas wykonywania otworów. Skoncentrowali się na stabilnej części procesu wiercenia, podzielili sygnały na krótkie okna czasowe i oczyszcali je za pomocą odszumiania opartego na falkach, aby wzorce związane z zużyciem stały się bardziej widoczne. Z każdego okna wyodrębnili 20 prostych opisów liczbowych opisujących, jak silne, impulsowe i rozproszone są drgania w domenie czasu i częstotliwości — na przykład średni poziom, zmienność, szczyty przypominające wstrząsy oraz rozkład energii między niskimi i wysokimi częstotliwościami.
Nauczanie modelu bez podawania gotowych odpowiedzi
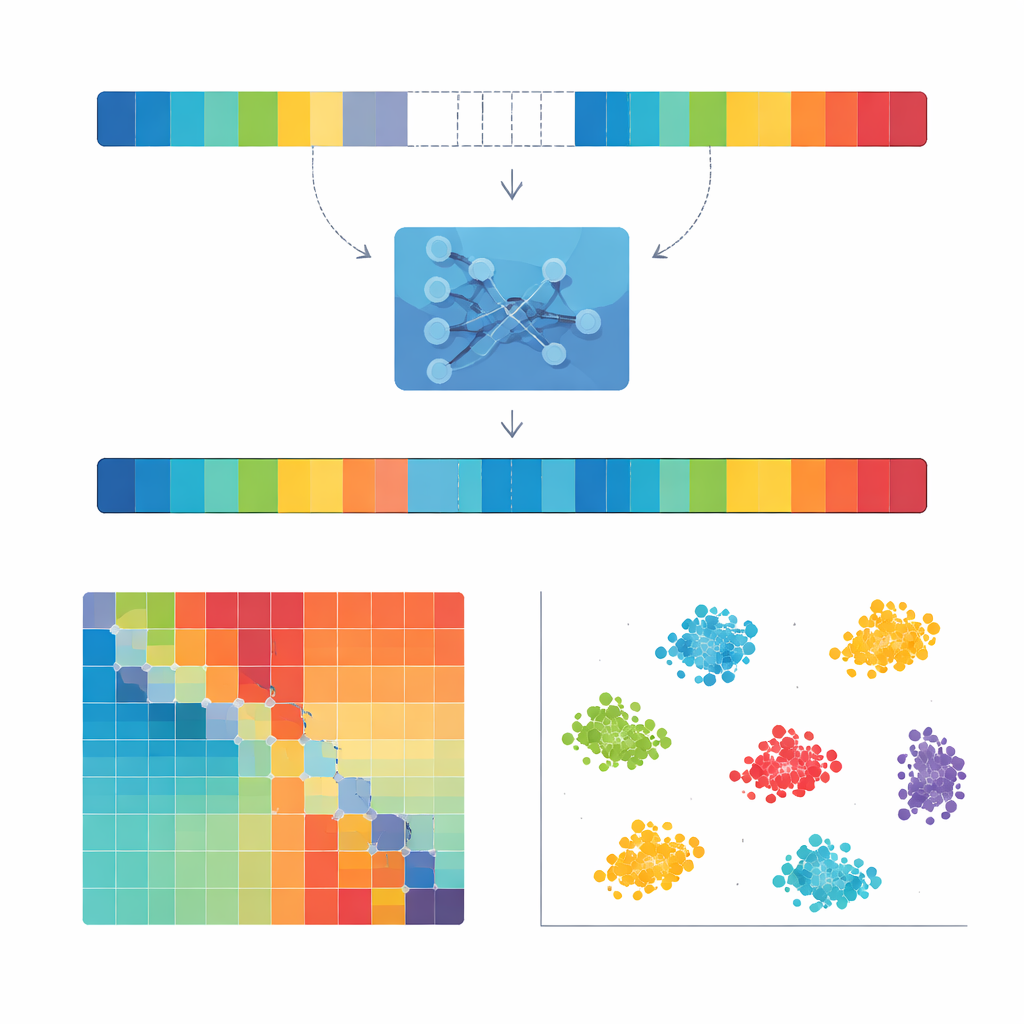
Główną przeszkodą w przemyśle jest to, że każda próbka drgań zwykle musi być oznaczona przez eksperta jako „zdrowa” lub jako konkretny typ zużycia, co jest czasochłonne i kosztowne. Aby to obejść, autorzy zastosowali strategię nazwaną uczeniem samonadzorowanym. Zamiast od początku podawać modelowi oznakowane przykłady, zbudowali system, który uczy się, próbując uzupełniać brakujące elementy. Dla każdego wektora cech drgań losowo ukrywali jedną czwartą wartości i polecali sieci neuronowej odtworzyć tylko te brakujące części na podstawie pozostałych. Na wejściu łączono rzeczywiste cechy z prostym wskaźnikiem pokazującym, które pozycje były zmaskowane. Poprzez wielokrotne rozwiązywanie tej zagadki sieć odkrywała, jak różne cechy drgań zależą od siebie, tworząc zwarte wewnętrzne reprezentacje zachowania wiertła bez kontaktu z etykietami zużycia.
Z ukrytych wzorców do jednoznacznych decyzji o stanie narzędzia
Po zakończeniu fazy wstępnego trenowania głowica rekonstruująca została usunięta, a do wyuczonej reprezentacji dołączono lekką klasyfikator. Dopiero wtedy zespół wprowadził umiarkowaną ilość oznakowanych danych obejmujących siedem stanów: zdrowy, wyszczerbienie krawędzi, zużycie zewnętrznego narożnika, zużycie płaszczyzny bocznej, zużycie krawędzi dłuta, zużycie kraterowe i zużycie marginesu. Klasyfikator nauczył się mapować wewnętrzne „odciski” drgań na te klasy. Na oddzielnym zbiorze testowym system poprawnie identyfikował stan narzędzia w ponad 99% przypadków, zachowując niemal idealną równowagę między wszystkimi typami zużycia. Pojawiła się pewna dezorientacja między wyszczerbieniem krawędzi a zużyciem kraterowym — dwoma trybami, które naturalnie generują bardzo podobne wysokoczęstotliwościowe impulsy — lecz ogólnie przewidywania zgadzały się z etykietami ekspertów, co potwierdziły silne statystyki zbiorcze i czytelna macierz pomyłek.
Więcej osiągnięć przy znacznie mniejszej liczbie oznakowanych przykładów
Prawdziwa siła tej metody ujawnia się, gdy oznakowane dane są rzadkie. Autorzy stopniowo ograniczali liczbę oznakowanych próbek dostępnych dla klasyfikatora — aż do zaledwie 10% zwykłych etykiet treningowych — przy jednoczesnym zachowaniu tego samego wstępnego trenowania samonadzorowanego na nieoznakowanych drganiach. Nawet w takich trudnych warunkach system utrzymywał dokładność powyżej 94%, podczas gdy konwencjonalne modele uczenia maszynowego i głębokiego uczące się wyłącznie z etykiet traciły 15–25 punktów procentowych lub więcej. Dodatkowe analizy wykazały, że cechy uznane przez model za najważniejsze, takie jak energia niskoczęstotliwościowa oraz miary „nieporządku” widmowego i impulsywności, dobrze korelują z znanymi fizycznymi sygnaturami zużycia. Wizualizacja wyuczonej przestrzeni cech ujawniła zwarte, dobrze rozdzielone klastry dla większości stanów zużycia, co wskazuje, że wewnętrzny obraz danych stworzony przez model jest zarówno uporządkowany, jak i fizycznie sensowny.
Co to oznacza dla rzeczywistych zakładów
Dla producentów praca ta wskazuje praktyczną ścieżkę do inteligentnego monitorowania wierteł na podstawie drgań, które nie wymaga ogromnych, starannie oznakowanych zbiorów danych. Poprzez najpierw nauczenie modelu przewidywania brakujących elementów inżynierskich cech drgań, system buduje bogate rozumienie normalnego i wadliwego zachowania skrawania, które potem można dopracować stosunkowo niewielką liczbą etykiet ekspertów. Efektem jest efektywny pod względem etykiet, interpretowalny monitor stanu narzędzia, który potrafi wykryć subtelne zużycie i uszkodzenia zanim doprowadzą do odpadów lub przestojów, i który można ponownie trenować lub adaptować wraz ze zmianą warunków na hali produkcyjnej.
Cytowanie: Chandan, M.N., Badadhe, A., Kebede, A.W. et al. Reducing label dependence in vibration-based drill-bit condition monitoring with masked feature pretraining. Sci Rep 16, 6555 (2026). https://doi.org/10.1038/s41598-026-37192-9
Słowa kluczowe: monitorowanie zużycia narzędzi, analiza drgań, uczenie samonadzorowane, wiercenie, monitorowanie stanu