Clear Sky Science · pl
Analiza porównawcza elektrod miedzianych i grafitowych w EDM kompozytów metalowo-matrycowych Al–SiC
Dlaczego to ma znaczenie dla zaawansowanych maszyn
Od turbin wiatrowych po statki kosmiczne — wiele współczesnych maszyn wykorzystuje lekkie elementy metalowe, które muszą przetrwać intensywne nagrzewanie i obciążenia. Kompozyty metalowo-matrycowe aluminium–węglik krzemu (Al–SiC) odpowiadają na te potrzeby, ale są znane z trudności w obróbce przy użyciu tradycyjnych narzędzi skrawających. Artykuł bada, jak zaawansowany proces oparty na wyładowaniach iskrowych, zwany elektroerozją (EDM), może wydajniej kształtować te odporne kompozyty, i stawia praktyczne pytanie: który materiał elektrody — miedź czy grafit — lepiej się sprawdza?
Kształtowanie metali iskrami zamiast ostrzami
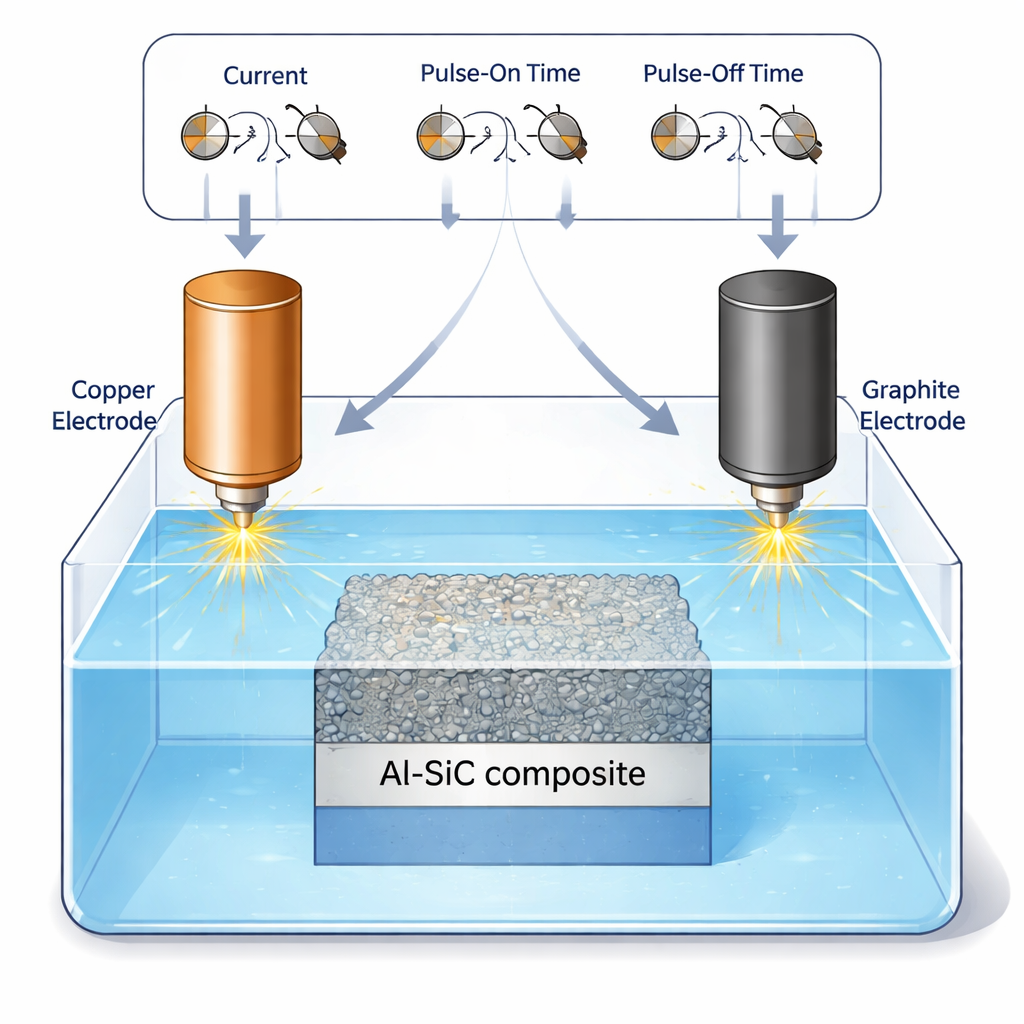
EDM działa zupełnie inaczej niż frezowanie czy wiercenie. W maszynie typu die-sink elektroda narzędziowa i przedmiot obrabiany są zanurzone w kąpieli dielektrycznego płynu, zwykle nafty. Gdy przyłożone zostaje kontrolowane napięcie, a przerwa między elektrodą a materiałem jest bardzo mała, przeskakują przez nią serie drobnych iskierek. Każda iskra lokalnie nagrzewa metal do kilku tysięcy stopni Celsjusza, topiąc i odparowując mikroskopijne ilości materiału. Poprzez skanowanie i modulowanie tych wyładowań producenci mogą formować precyzyjne ubytki w materiałach, które szybko zużyłyby konwencjonalne narzędzia.
Dlaczego kompozyty Al–SiC są użyteczne i kłopotliwe
Kompozyty Al–SiC łączą dobrze znaną stopową aluminium z twardymi cząstkami węglika krzemu. Aluminium utrzymuje materiał lekki, odporny na korozję i stosunkowo łatwy do odlewania, natomiast ceramiczne cząstki znacząco zwiększają twardość, odporność na ścieranie i wytrzymałość. Te cechy czynią Al–SiC atrakcyjnym dla elementów ruchomych w szybkich systemach, takich jak komponenty lotnicze, samochody wysokich osiągów czy bezzałogowe statki powietrzne. Wadą jest to, że te same abrazyjne cząstki, które wzmacniają kompozyt, szybko niszczą narzędzia skrawające, podnosząc koszty i ograniczając możliwe kształty. EDM omija ten problem, ponieważ materiał jest usuwany przez iskry bez fizycznego tarcia narzędzia o powierzchnię.
Test porównawczy miedzi i grafitu
Badacze porównali dwa powszechne materiały elektrod w EDM: wysoko przewodzącą miedź oraz termoodporny grafit. Z wykorzystaniem statystycznie zaplanowanego zestawu eksperymentów (układ Box–Behnken) zmieniali trzy podstawowe ustawienia maszyny — natężenie prądu, długość każdego impulsu iskrowego (czas pulse-on) oraz przerwę między impulsami (czas pulse-off). Dla każdej kombinacji mierzyli szybkość usuwania materiału z próbki Al–SiC (material removal rate, MRR) oraz tempo zużycia samej elektrody (tool wear rate, TWR). Następnie zastosowali standardowe metody statystyczne, aby oddzielić rzeczywiste zależności od szumu losowego i zbudować równania matematyczne łączące parametry z efektami obróbki.
Co iskry ujawniły o wydajności
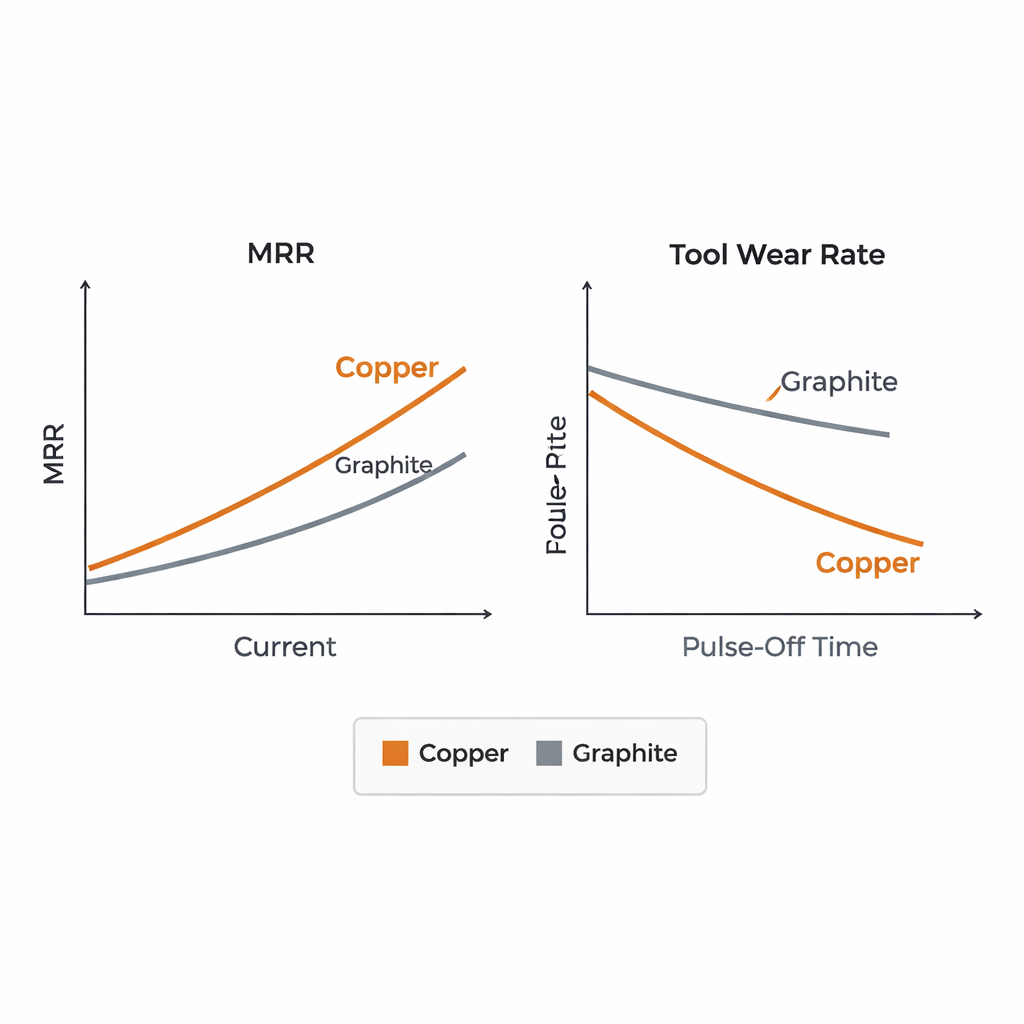
Dla obu materiałów elektrody większe natężenie prądu i dłuższe czasy pulse-on generowały bardziej energetyczne iskry, co zwiększało tempo obróbki kompozytu — ale też zwykle podnosiło zużycie elektrody. Dłuższe czasy pulse-off działały jak przerwy odpoczynkowe między iskrzeniami: pozwalały elektrodzie ostygnąć i spłukać stopiony materiał, co konsekwentnie zmniejszało zużycie zarówno dla miedzi, jak i grafitu. Przy bezpośrednim porównaniu elektrod miedź zdecydowanie przewyższała grafit: dawała do około 18% wyższy wskaźnik usuwania materiału przy jednoczesnym około 25% mniejszym zużyciu. Obrazy mikroskopowe potwierdziły te wyniki, pokazując gładsze, mniej uszkodzone powierzchnie na narzędziach miedzianych niż na grafitowych po obróbce.
Dlaczego miedź wychodzi na prowadzenie
Lepsze właściwości miedzi wynikają głównie z jej znakomitej przewodności cieplnej i elektrycznej. Miedź szybko rozprasza intensywne ciepło z każdej iskry, zmniejszając lokalne uszkodzenia i stabilizując proces iskrzenia. Grafit wytrzymuje wysokie temperatury, ale nie odprowadza ciepła tak efektywnie, więc doświadcza bardziej lokalnych spalania i kraterowania. Dla kompozytu wrażliwego na ciepło, takiego jak Al–SiC, ta różnica ma znaczenie: miedź umożliwia szybszą, bardziej równomierną obróbkę przy mniejszych szkodach i dla narzędzia, i dla przedmiotu obrabianego. Badanie wskazuje też praktyczny przepis na wysoką produktywność: dla elektrod miedzianych prąd 9 A przy umiarkowanych czasach pulse-on i pulse-off dał najwyższy MRR.
Co to oznacza dla produkcji
Dla inżynierów i producentów wnioski są proste. Przy stosowaniu EDM do kształtowania kompozytów metalowo-matrycowych Al–SiC elektrody miedziane są na ogół lepszym wyborem, oferując szybsze skrawanie i dłuższą żywotność niż grafit. Poprzez staranne dobranie prądu i czasów impulsów oraz zapewnienie wystarczających przerw między iskrzeniami, aby ograniczyć nagromadzenie ciepła, warsztaty mogą obrabiać złożone części kompozytowe wydajniej i z mniejszymi stratami. Te wskazówki pomagają przełożyć wyniki laboratoryjne na praktykę fabryczną, wspierając szersze zastosowanie zaawansowanych, lekkich materiałów w wymagających technologiach.
Cytowanie: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Słowa kluczowe: elektroerozyjne obrabianie, kompozyt aluminium z węglikiem krzemu, elektroda miedziana, elektroda grafitowa, zużycie narzędzia