Clear Sky Science · pl
Modelowanie i badania eksperymentalne sił skrawania frezu kulistego o zmiennym skoku w frezowaniu pięcioosiowym
Dlaczego gładsze skrawanie metalu ma znaczenie
Od turbin lotniczych po statki kosmiczne — wiele nowoczesnych maszyn wymaga części metalowych o płynnych, zakrzywionych kształtach i cienkich ściankach. Części te trzeba obrabiać z twardych stopów, a każda drobna wibracja lub nadmierna siła w trakcie obróbki może pozostawić ślady, osłabić materiał lub skrócić jego żywotność. W badaniu tym zajęto się praktycznym pytaniem leżącym u podstaw zaawansowanej produkcji: jak przewidzieć siły działające na specjalny rodzaj narzędzia — frez kulisty o zmiennym skoku — aby te złożone części można było obrabiać szybciej, dokładniej i z mniejszym ryzykiem powstania drgań rezonansowych?
Nowe spojrzenie na znane narzędzie
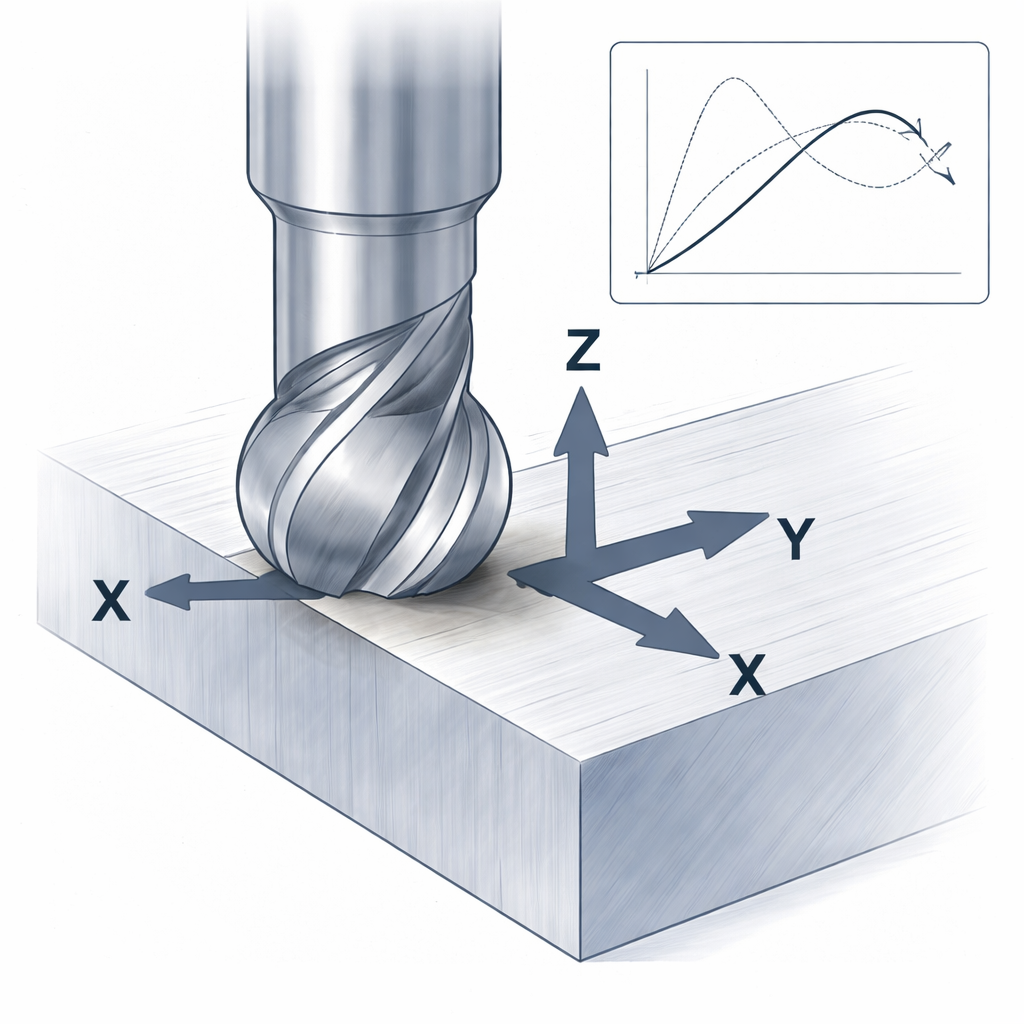
Frezarki kuliste są powszechnymi narzędziami, których zaokrąglone końcówki potrafią odwzorować gładkie powierzchnie, do których płaskie narzędzia mają utrudniony dostęp. Ta zaokrąglona geometria utrudnia jednak przewidywanie ich zachowania. Prędkość skrawania zmienia się od zera na samym czubku do maksymalnej przy bokach, a w maszynach wieloosiowych narzędzie ciągle się pochyla i obraca. Ponadto badanie koncentruje się na narzędziach o „zmiennym skoku”, gdzie odstępy między sąsiednimi ostrzami są celowo nierówne. Taka nieregularność pomaga rozbić drgania, ale jednocześnie komplikuje sposób narastania sił podczas skrawania. Aby to uwzględnić, autorzy skonstruowali szczegółowy model matematyczny łączący geometrię i ruch takiego narzędzia z siłami, które generuje w rzeczywistej obróbce.
Mapowanie niewidocznego kontaktu między narzędziem a materiałem
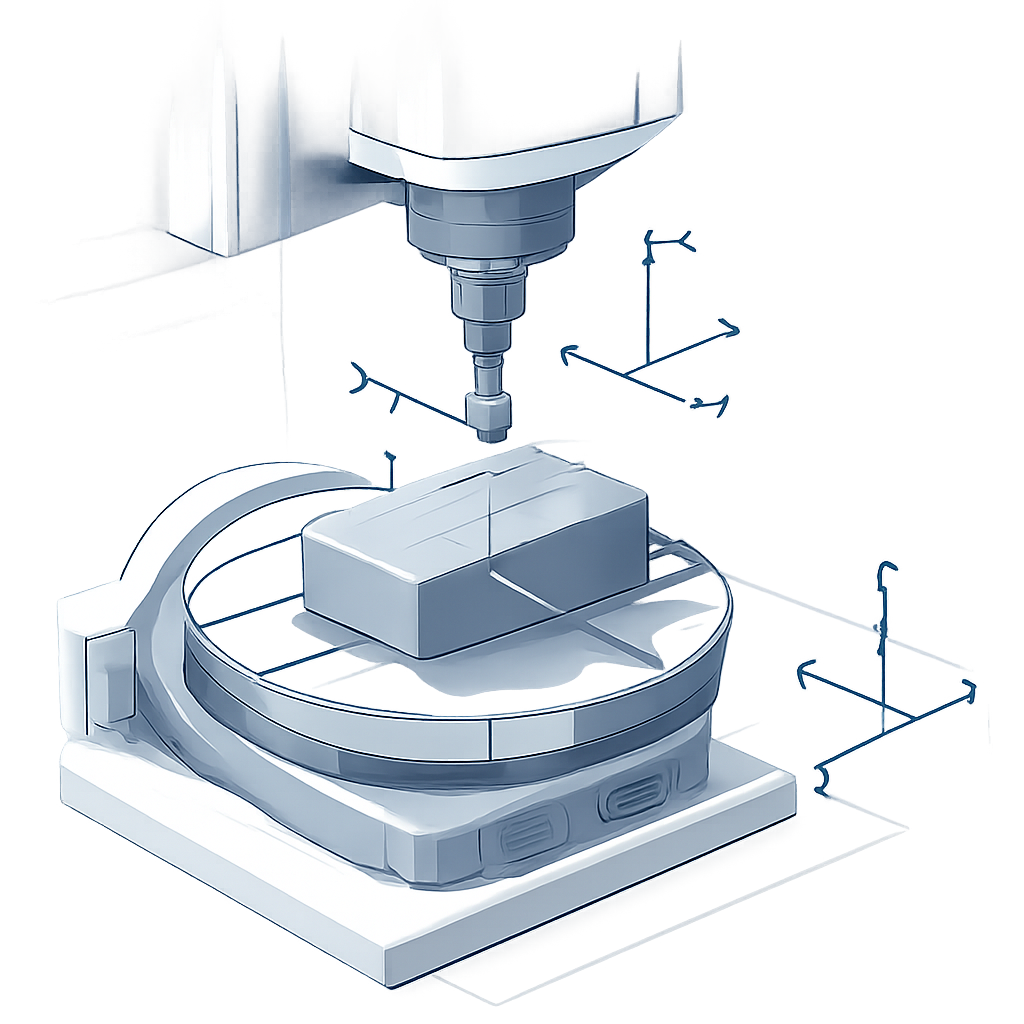
W samym centrum pracy znajduje się staranny opis tego, jak krawędź skrawająca faktycznie wchodzi w kontakt z materiałem. Autorzy definiują kilka układów współrzędnych: jeden przytwierdzony do maszyny, jeden do obrabianego przedmiotu, jeden do narzędzia i jeden podążający wzdłuż kierunku posuwu. Korzystając z tych ramek, opisują dokładnie, gdzie znajduje się każdy drobny odcinek krawędzi skrawającej w danym momencie. Zamiast próbować śledzić w pełni trójwymiarową, ruchomą strefę kontaktu bezpośrednio — co byłoby niezwykle skomplikowane — projektują pole zaangażowania na płaszczyznę prostopadłą do osi narzędzia. To sprytne uproszczenie pozwala dla każdej mikroskopijnej części krawędzi określić kąty wejścia i wyjścia z materiału oraz głębokość wnikania.
Budowanie sił z bardzo małych elementów
Gdy kontakt jest już określony, badanie traktuje krawędź skrawającą jako stos bardzo małych elementów wzdłuż osi narzędzia. Dla każdego elementu model oblicza, jak gruby będzie wiór oraz jak długa jest ta część ostrza. Lokalna siła skrawania jest następnie rozdzielana na dwie składowe: jedną wynikającą z ścinania materiału i mniejszy składnik „pługujący” wynikający z tarcia i wypychania. Te elementarne siły są wyrażane w trzech kierunkach — stycznym, radialnym i osiowym — potem przeliczane na osie narzędzia X, Y i Z i sumowane po całej krawędzi. Ponieważ narzędzia o zmiennym skoku nie doświadczają takich samych warunków posuwu na każdym zębie, model dodatkowo koryguje grubość wióra ząb po zębie, co uchwyca, jak nieregularne rozmieszczenie zmienia rozkład sił i sprzyja tłumieniu drgań.
Od równań do prawdziwych wiórów tytanu
Model jest użyteczny tylko wtedy, gdy zgadza się z rzeczywistością, więc zespół przeprowadził kontrolowane testy frezowania płyt ze stopu tytanu — materiału powszechnie stosowanego w lotnictwie z uwagi na wytrzymałość i odporność na wysoką temperaturę. Używając cztero-zębnego frezu kulistego o zmiennym skoku na maszynie pięcioosiowej, mierzyli siły w trzech kierunkach precyzyjnym czujnikiem siły, zmieniając głębokość skrawania i posuw na ząb. Zamiast tradycyjnych pełnych przejść na całej szerokości, zastosowali płytkie przejazdy przypominające operacje wykończeniowe, gdy często tylko jeden ząb jednocześnie bierze udział w cięciu. Z tych pomiarów wyodrębnili średnie siły dla każdego zęba i użyli ich do skalibrowania nieznanych współczynników sił skrawania w równaniach, co pozwoliło modelowi dopasować się do rzeczywistego zachowania narzędzia i materiału.
Jak dobrze sprawdzają się przewidywania
Z skalibrowanymi współczynnikami autorzy uruchomili symulacje przy tych samych warunkach skrawania co w eksperymentach i bezpośrednio porównali przewidywane oraz zmierzone siły. Kształty fal, maksima i minima we wszystkich trzech kierunkach pokrywały się ściśle, a szczegółowa analiza błędu wykazała, że rozbieżność wynosiła maksymalnie 6,74 procent. Taki poziom dokładności jest wystarczający do wspierania praktycznych zadań, takich jak wybór bezpiecznych parametrów skrawania, unikanie drgań rezonansowych i optymalizacja konstrukcji narzędzia. Badanie pokazuje też, jak zmiana kątów pochylenia narzędzia przekształca obszar kontaktu i przesuwa miejsce przenoszenia obciążenia wzdłuż powierzchni kulistej, dostarczając bardziej intuicyjnego obrazu dla planistów procesu.
Co to oznacza dla przyszłej obróbki
Dla osób niebędących specjalistami wniosek jest taki, że praca ta oferuje naukowo ugruntowany sposób przewidywania zachowania złożonego narzędzia skrawającego zanim metal zostanie faktycznie obrobiony. Łącząc wgląd geometryczny, fizykę formowania wióra i ukierunkowane eksperymenty, autorzy stworzyli model sił dostosowany do frezów kulistych o zmiennym skoku w operacjach wykończeniowych na maszynach wieloosiowych. Może to pomóc producentom zwiększać obciążenia maszyn bez utraty jakości powierzchni, skracać czas prób i błędów oraz projektować narzędzia i ścieżki narzędzia, które tłumią drgania. W dłuższej perspektywie takie modele wspierają bardziej niezawodną produkcję lekkich, wysoko wydajnych części stosowanych w samolotach, turbinach i innych wymagających technologiach.
Cytowanie: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Słowa kluczowe: frezowanie pięcioosiowe, narzędzia o zmiennym skoku, frezowanie kuliste, modelowanie sił skrawania, obróbka tytanu