Clear Sky Science · pl
Wpływ polimeryzacji w stałej fazie na rozwój struktury włókien podczas przędzenia roztopowego mechanicznie recyklingowanego PET
Przekształcanie odpadów z butelek w wytrzymałe nowe włókna
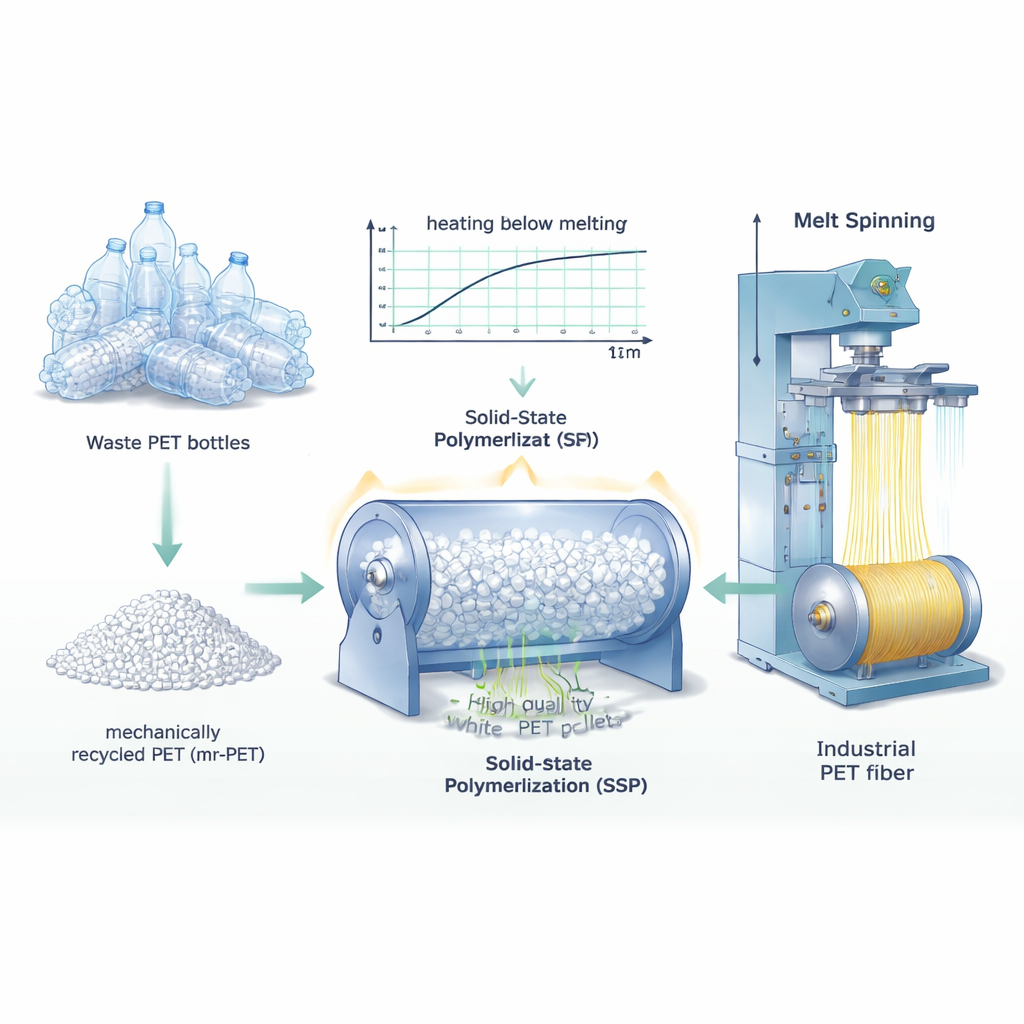
Butelki po napojach są wszechobecne, a większość z nich wykonana jest z PET — wszechstronnego, lecz opornego na rozkład materiału. Duża część tego tworzywa trafia na wysypiska lub do środowiska. W tym badaniu sprawdzono, czy stare butelki PET po prostym recyklingu mechanicznym można poddać podwyższeniu jakości i przekształcić w mocne, niezawodne włókna przemysłowe — takie jak używane w pasach bezpieczeństwa, geowłókninach czy tkaninach technicznych — aby wczorajsza butelka mogła bezpiecznie stać się jutro wytrzymałą przędzą.
Dlaczego recyklingowany PET zwykle zawodzi
Przy mechanicznym recyklingu butelki PET są zbierane, oczyszczane, rozdrabniane na płatki i ponownie topione w pelletach. Proces ten jest tańszy i prostszy niż recykling chemiczny, ale wysokie temperatury i obecność wilgoci cicho uszkadzają długie łańcuchy PET, rozcinając je na krótsze odcinki. Uszkodzenia te obniżają kluczową miarę — lepkość właściwą (intrinsic viscosity), używaną jako wskaźnik masy molowej, a w efekcie wytrzymałości. W rezultacie zwykły mechanicznie recyklingowany PET (mr‑PET) nadaje się zazwyczaj do zastosowań o niższej wartości, ale ma trudności z osiągnięciem wymogów dotyczących wytrzymałości i trwałości wymaganych dla włókien przemysłowych.
Odbudowa łańcuchów polimerowych łagodnym nagrzewaniem
Aby naprawić skrócone łańcuchy, badacze zastosowali proces zwany polimeryzacją w fazie stałej (SSP). Zamiast topić tworzywo, podgrzewali pelety PET do temperatur powyżej temperatury przejścia szklistego, ale poniżej temperatury topnienia, i utrzymywali je przez kilka godzin w obracającym się reaktorze próżniowym. W tych warunkach końce łańcuchów polimerowych stopniowo się łączą, wydłużając łańcuchy bez silnego rozkładu, jaki może wystąpić przy całkowitym przetapianiu. Zespół przetestował zakres temperatur (220, 230 i 240 °C) i czasów (6, 12 i 18 godzin) dla PET pierwotnego (v‑PET) i mr‑PET. Następnie mierzyli łatwość płynięcia stopionego materiału, lepkość jego roztworów oraz zmiany masy molowej, aby śledzić stopień odbudowy łańcuchów.
Znajdowanie optymalnego punktu recyklingu
Analizy wykazały, że zarówno długość łańcuchów, jak i krystaliczność — porządek w strukturze polimeru — rosły wraz ze wzrostem temperatury i czasu SSP. Jednak dłuższe i gorętsze traktowanie oznaczało też większe zużycie energii i wolniejszą produkcję. Badacze wskazali 230 °C przez 6 godzin jako praktyczny kompromis: przy tych warunkach mr‑PET osiągnął lepkość właściwą około 1,1 dL/g, poziom często pożądany dla włókien przemysłowych o wysokiej wytrzymałości, przy jednoczesnym zachowaniu rozsądnego czasu procesu. W tym ustawieniu średnia masa molowa recyklowanego PET była zbliżona do masy molowej PET pierwotnego obrabianego w ten sam sposób, mimo że materiał recyklingowany nadal zawierał śladowe zanieczyszczenia po wcześniejszym zastosowaniu jako butelki.
Szybkie przędzenie sprzyja budowie struktury
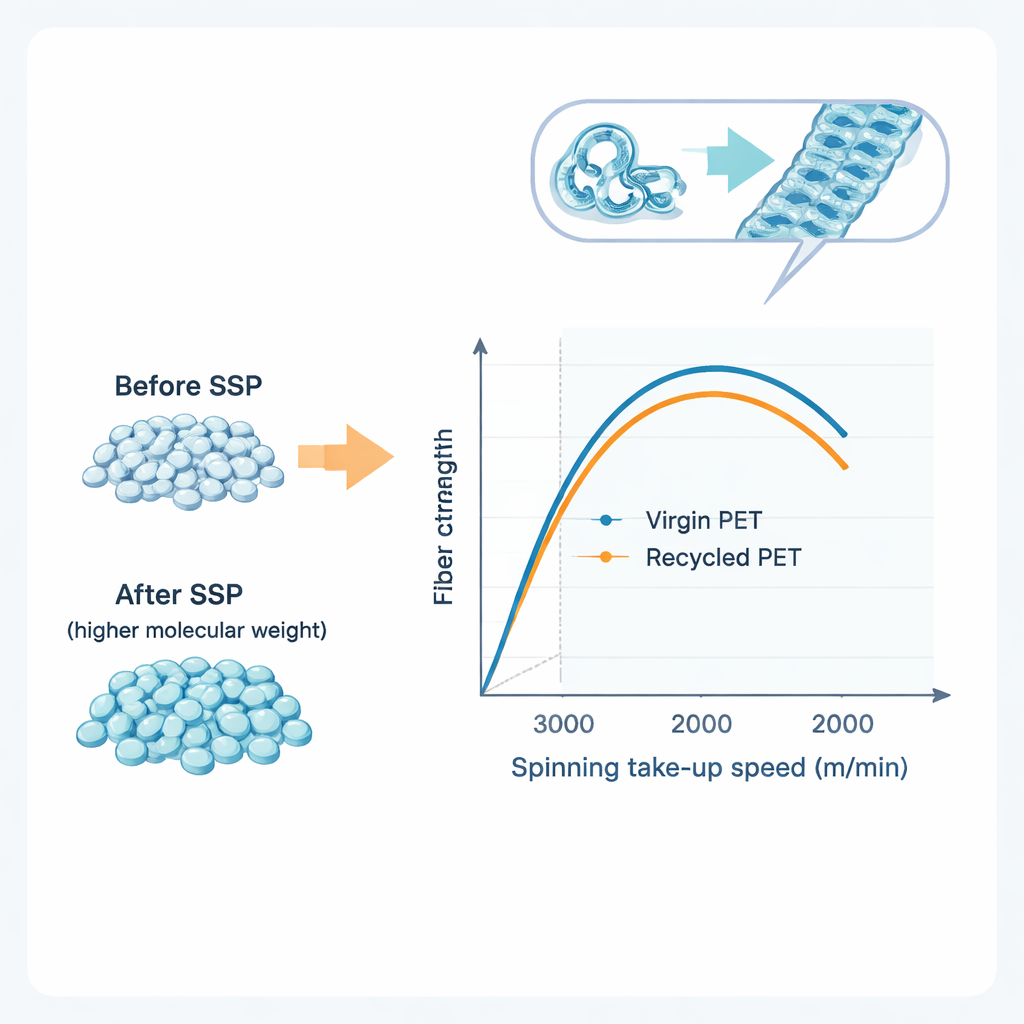
Następnie zespół stopił zarówno traktowane, jak i nietraktowane pelety PET i wyciskał je przez drobne dysze, formując włókna, które były wyciągane z dużą prędkością — metodą znaną jako przędzenie roztopowe. Zmieniając prędkość odbioru od 1000 do 4000 metrów na minutę, mogli kontrolować rozciąganie ciekłych nici w trakcie ich schładzania. Dzięki analizom termicznym i dyfrakcji rentgenowskiej stwierdzono, że wyższe prędkości przędzenia sprzyjają równoległemu ustawieniu łańcuchów PET i krystalizacji wzdłuż osi włókna, co z kolei podnosi temperaturę topnienia i wewnętrzny porządek włókien. Co istotne, włókna z PET po SSP zaczęły wykazywać wyraźną strukturę krystaliczną przy niższych prędkościach niż PET nietraktowany, co oznacza, że naprawione, dłuższe łańcuchy łatwiej organizują się w mocne, uporządkowane obszary podczas przędzenia.
Wytrzymałość porównywalna z materiałem pierwotnym
Badania mechaniczne powstałych włókien potwierdziły wskazania pomiarów strukturalnych. Wraz ze wzrostem prędkości przędzenia wszystkie włókna stawały się silniejsze (wyższa wytrzymałość na rozciąganie), ale przed zerwaniem odkształcały się mniej — cecha materiałów bardziej zorientowanych i krystalicznych. Po SSP zarówno PET pierwotny, jak i recyklingowany wykazały ogólną poprawę właściwości. Najważniejsze — gdy mr‑PET poddany SSP w 230 °C przez 6 godzin został przędzony roztopowo przy 3000 m/min, jego wytrzymałość była w zasadzie taka sama jak włókien z porównywalnie obrabianego PET pierwotnego, około 4,4 grama na den. Innymi słowy, mimo historii użytkowania, zbiórki i ponownego przetworzenia, materiał recyklingowany można było zaprojektować tak, by dorównywał wytrzymałości „nowego” PET w przędzach przemysłowych.
Co to oznacza dla produktów codziennego użytku
Dla czytelników nietechnicznych najważniejsze jest to, że przy starannie dobranym wygrzewaniu i warunkach przędzenia butelki plastikowe można przekształcić w włókna o wysokich osiągach, odpowiednie do wymagających zastosowań przemysłowych, a nie tylko do produktów niskiej jakości. Poprzez SSP odbudowuje się łańcuchy polimerowe, a optymalizacja prędkości przędzenia sprzyja ich ustawieniu — badanie pokazuje, że mechanicznie recyklingowany PET może przezwyciężyć swoje zwykłe słabości i stać ramię w ramię z materiałem pierwotnym. Otwiera to drogę do bardziej cyrkularnego wykorzystania PET, gdzie wytrzymałe tkaniny techniczne — pomyśl o częściach samochodowych, materiałach budowlanych i linach ciężkiego użytku — mogą być wykonane z tych samych butelek, które kiedyś wyrzuciliśmy do pojemnika na recykling.
Cytowanie: Kim, H., Bae, J.H., Hahm, WG. et al. Effect of solid-state polymerization on fiber structure development in melt spinning of mechanical recycled PET. Sci Rep 16, 6752 (2026). https://doi.org/10.1038/s41598-026-36850-2
Słowa kluczowe: włókna z recyklingowanego PET, polimeryzacja w fazie stałej, przędzenie roztopowe, recykling butelek plastikowych, przemysłowa przędza poliestrowa