Clear Sky Science · pl
Optymalizacja parametrów obróbki Hastelloy C276 oparta na danych z wykorzystaniem PSO i TLBO
Dlaczego ten trudny metal ma znaczenie
Od silników odrzutowych po reaktory chemiczne — wiele krytycznych systemów polega na stopach metali odpornych na wysokie temperatury i agresywne chemikalia. Hastelloy C276 jest jednym z tych „super” stopów, ale jego wytrzymałość sprawia, że obróbka precyzyjnych części jest wyjątkowo trudna i kosztowna. W tym badaniu analizowano, jak obrabiać ten oporny metal w sposób czystszy, tańszy i bardziej zrównoważony, łącząc zaawansowane metody chłodzenia z inteligentną optymalizacją komputerową.
Cztery sposoby utrzymania chłodu podczas cięcia
Badacze skupili się na frezowaniu, gdzie obracające się narzędzie skrawa płaską powierzchnię z bloku Hastelloy C276. Porównali cztery różne metody chłodzenia i smarowania strefy skrawania: brak płynu (cięcie na sucho), drobna mgiełka olejowa przy minimalnej ilości płynu (MQL), ta sama mgiełka wzbogacona o drobne cząstki ceramiczne (nano-MQL) oraz strumień bardzo zimnego dwutlenku węgla (kriogeniczne CO₂). Przy użyciu ustrukturyzowanego zestawu 16 starannie zaplanowanych prób zmieniali prędkość narzędzia i ilość skrawanego materiału na obrót. Dla każdej próby mierzyli cztery praktyczne wyniki istotne na hali produkcyjnej: chropowatość wykończonej powierzchni, siłę skrawania, tempo zużycia narzędzia oraz temperaturę w strefie skrawania. 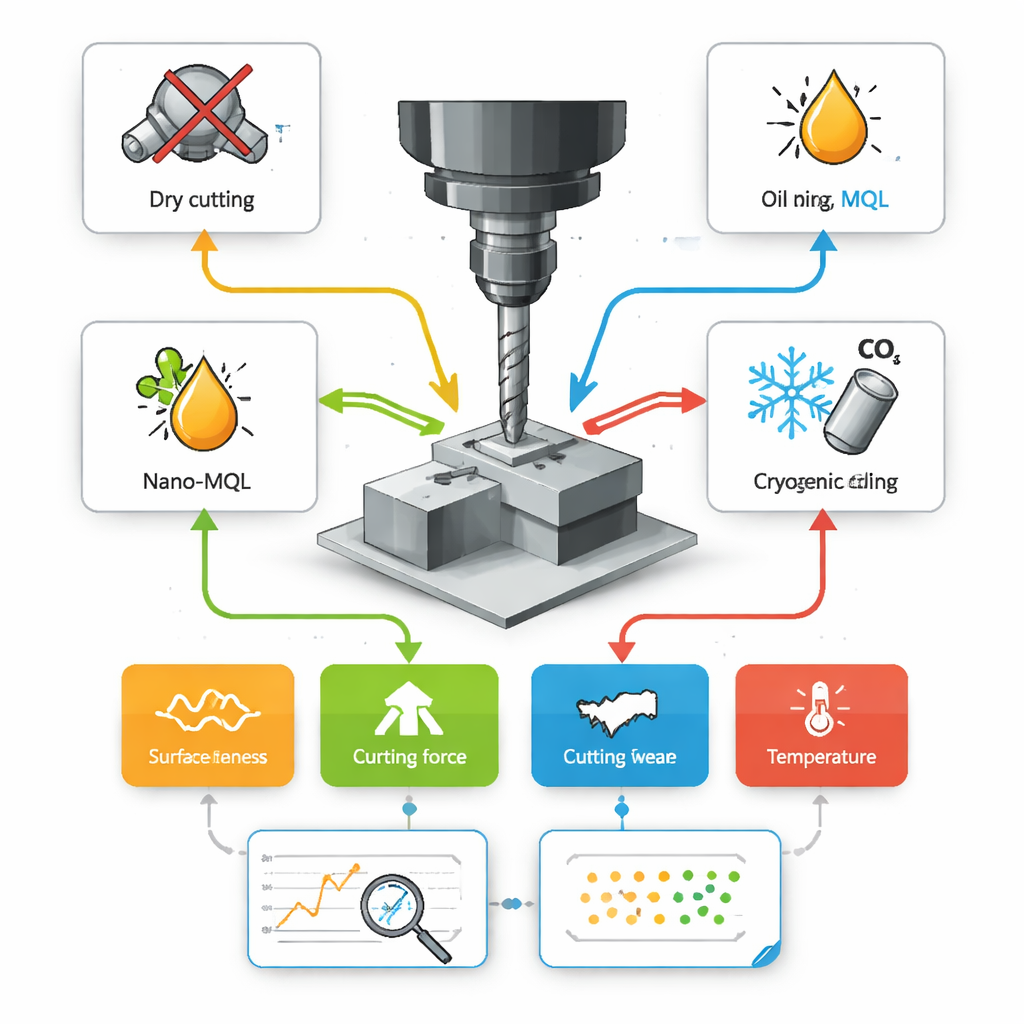
Co dzieje się z narzędziem i powierzchnią
Jak można było przewidzieć, intensyfikacja procesu przy wyższych prędkościach i większych posuwach prowadziła do wzrostu sił skrawania, podwyższenia temperatur i szybszego zużycia narzędzia. Obrazy mikroskopowe wykazały, że drobne fragmenty stopu przyklejały się do ostrza narzędzia, a następnie odrywały — proces zwany zużyciem adhezyjnym — podczas gdy twarde cząstki w stopie rysowały narzędzie jak papier ścierny, powodując zużycie abrazyjne. Te tryby uszkodzeń występowały we wszystkich warunkach, ale były znacznie łagodniejsze przy zastosowaniu chłodzenia kriogenicznego CO₂. Zimny „śnieg” CO₂ uderzający w interfejs narzędzie–wiór szybko odprowadzał ciepło i zmniejszał tendencję metalu do zgrzewania się z narzędziem. To nie tylko spowolniło zużycie narzędzia, lecz także pomogło utrzymać ostrze w ostrzejszym stanie, co z kolei dawało gładszą powierzchnię części.
Jak wybór chłodzenia zmienia siły i temperaturę
Badanie wykazało, że cięcie na sucho dawało najgorsze wyniki: chropowate powierzchnie, duże siły skrawania i bardzo gorące narzędzia. MQL i nano-MQL poprawiały smarowanie i przynosiły umiarkowane zmniejszenie tarcia oraz temperatury, ale ich skuteczność ograniczało to, jak dobrze krople oleju docierały do wąskiej przestrzeni między narzędziem a wiórem. Opcja kriogenicznego CO₂ wyróżniała się. W porównaniu z cięciem na sucho zredukowała chropowatość powierzchni i siłę skrawania o około 30–40% oraz znacząco obniżyła temperatury i zużycie narzędzia. Przyczyną jest sposób, w jaki CO₂ pod wysokim ciśnieniem rozpręża się przez małą dyszę, zamieniając się w rozpylony „śnieg” o dużej zdolności chłodzenia. Ten śnieg krótko utrzymuje się w strefie skrawania, odprowadzając duże ilości ciepła bez pozostawiania oleistego osadu na części.
Pozwolenie algorytmom na wybór najlepszych ustawień
Wybór właściwej kombinacji prędkości skrawania, posuwu i metody chłodzenia to akt równoważenia: jedno ustawienie może dać gładką powierzchnię, ale szybko zużywać narzędzia, inne oszczędza narzędzia kosztem wydajności. Aby poruszać się po tych kompromisach, zespół użył dwóch algorytmów inspirowanych naturą. Jeden, Particle Swarm Optimization (PSO), naśladuje stado ptaków poszukujących pożywienia; drugi, Teaching–Learning-Based Optimization (TLBO), imituje proces uczenia się klasy uczniów od nauczyciela i wzajemnie od siebie. Poproszono oba algorytmy o znalezienie warunków skrawania minimalizujących jednocześnie chropowatość powierzchni, siłę skrawania, zużycie narzędzia i temperaturę. W wielu symulowanych próbach PSO częściej trafiał bardzo blisko najlepszego możliwego rozwiązania, podczas gdy TLBO szybciej osiągał dobre odpowiedzi przy mniejszym nakładzie obliczeniowym. W obu przypadkach zalecany „punkt optymalny” obejmował umiarkowane warunki skrawania połączone z chłodzeniem kriogenicznym CO₂, a eksperymenty potwierdziły dokładność tych prognoz. 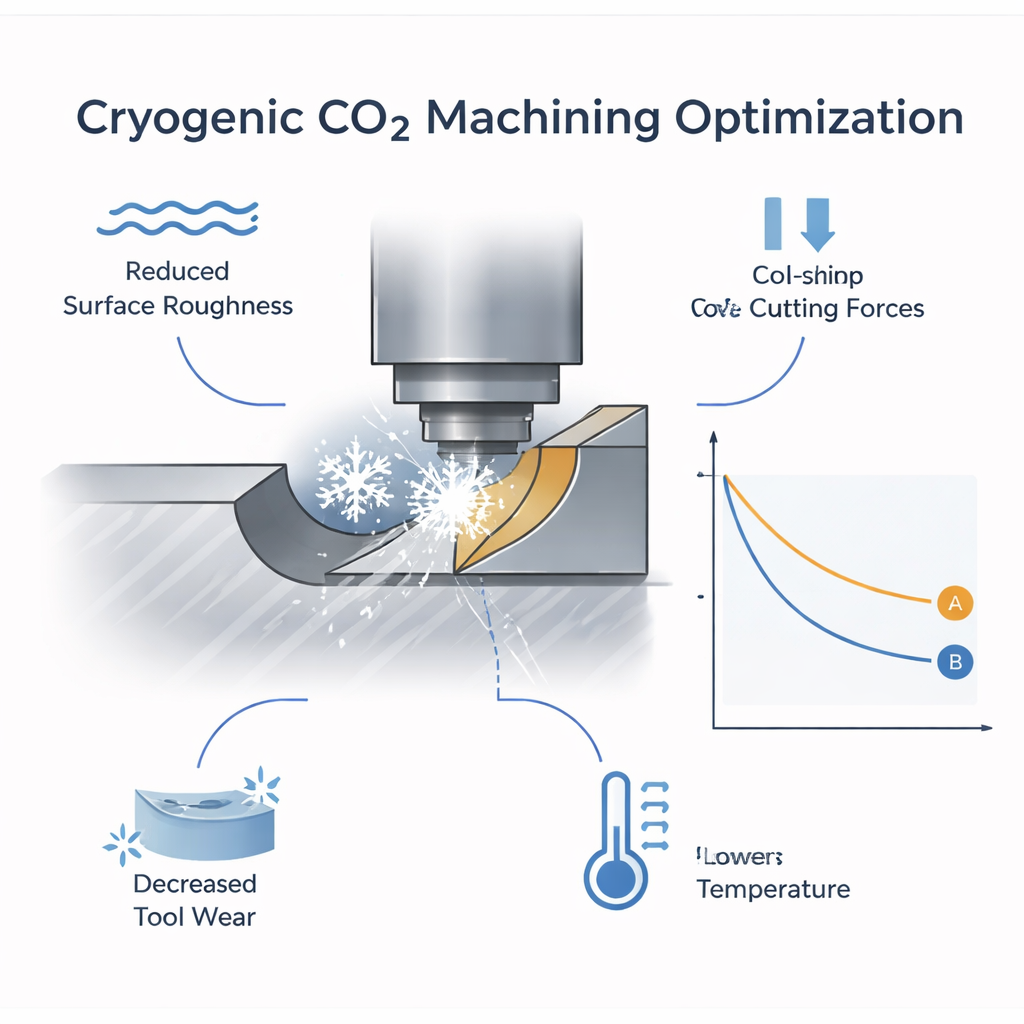
Co to oznacza dla produkcji w praktyce
Dla zakładów obrabiających Hastelloy C276 te wyniki oznaczają podwójne korzyści: lepszą jakość detali i dłuższą żywotność narzędzi, osiągnięte w sposób czystszy. Chłodzenie kriogeniczne CO₂, wspierane optymalizacją opartą na danych, pozwala firmom ograniczyć stosowanie tradycyjnych chłodziw olejowych, które są kłopotliwe w obsłudze i utylizacji, a jednocześnie chronić narzędzia i powierzchnie. Mówiąc prosto, praca ta pokazuje, że połączenie bardzo zimnej, suchej „mgiełki” CO₂ z inteligentnymi algorytmami może przekształcić trudne i kosztowne zadanie skrawania w proces bardziej przewidywalny, wydajny i przyjazny dla środowiska.
Cytowanie: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Słowa kluczowe: obróbka Hastelloy, chłodzenie kriogeniczne CO2, minimalne smarowanie ilościowe, redukcja zużycia narzędzia, optymalizacja ewolucyjna