Clear Sky Science · pl
Optymalizacja parametrów procesu dla elementów ceramicznych z tlenku glinu wytwarzanych metodą modelowania przez wytłaczanie
Dlaczego silniejsze części drukowane w 3D mają znaczenie
W miarę jak druk 3D przechodzi od gadżetów hobbystycznych do elementów przemysłowych, producenci oczekują komponentów, które nie tylko łatwo kształtować, ale też są wytrzymałe, odporne na wysokie temperatury i długowieczne. Ceramiki, takie jak tlenek glinu, już dziś są niezawodnymi materiałami w silnikach, elektronice i narzędziach medycznych, lecz są znacznie trudniejsze w obróbce. W badaniu tym zbadano, jak niezawodnie drukować części z tlenku glinu przy użyciu powszechnego drukarki w stylu biurkowym, przedstawiając krok po kroku procedurę, którą inni mogą powtórzyć i porównać — niczym ustandaryzowany przepis pieczenia dla materiałów o bardzo wymagających właściwościach.
Przekształcenie plastikowej drukarki w narzędzie do ceramiki
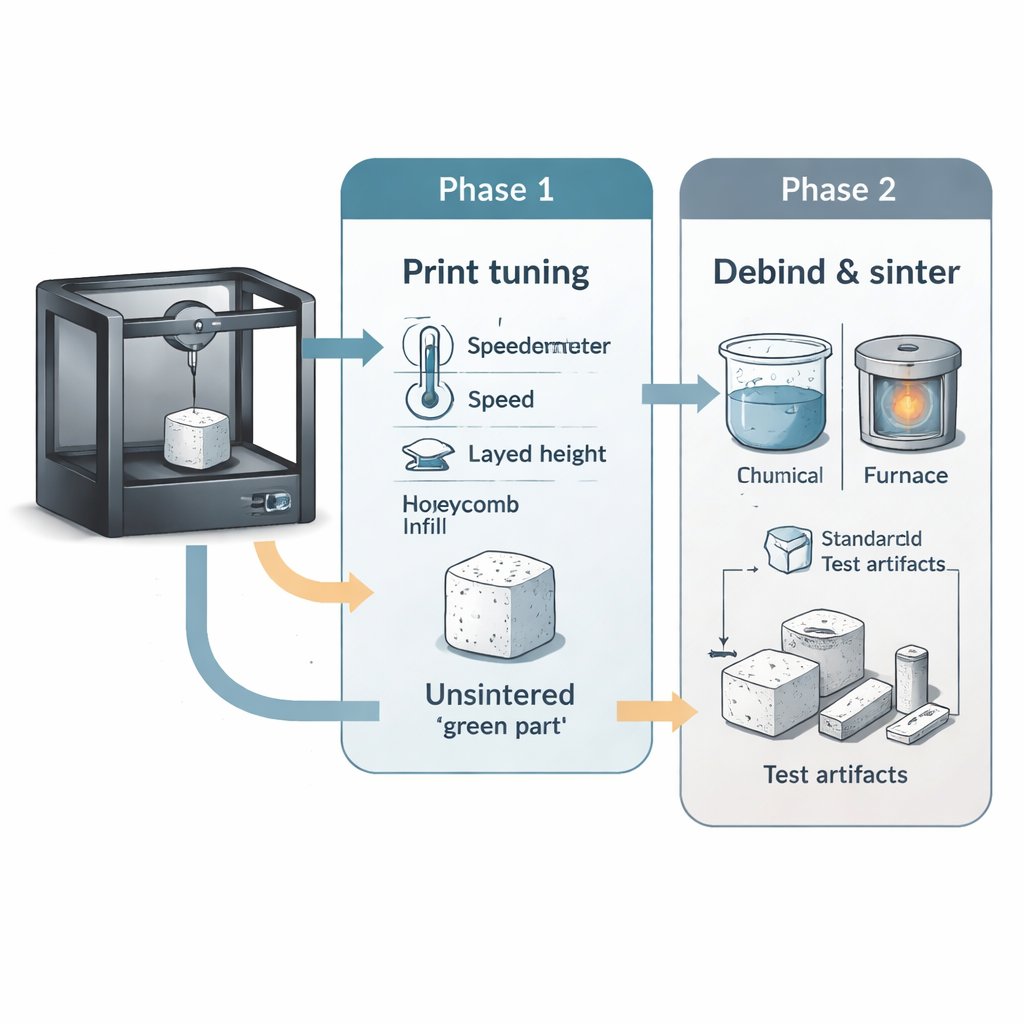
Badacze pracują z techniką modelowania przez wytłaczanie (FDM), tą samą podstawową technologią stosowaną w wielu drukarkach konsumenckich, które topią filament z tworzywa i układają cienkie ścieżki. Zamiast czystego plastiku używają kompozytowego filamentu mieszającego proszek ceramiczny tlenku glinu z usuwalnym spoiwem polimerowym. Po wydruku plastik należy wypłukać i spalić, pozostawiając gęsty element ceramiczny. Ponieważ drobne zmiany temperatury, prędkości czy wysokości warstwy mogą powodować odkształcenia, pęknięcia lub utratę detalu, głównym celem zespołu jest zbudowanie uporządkowanej procedury pozwalającej znaleźć niezawodne ustawienia dla tego wymagającego materiału i udokumentować zachowanie części.
Dwufazowy przepis na lepsze wydruki
Optymalizacja podzielona jest na dwie fazy. W pierwszej fazie zespół koncentruje się wyłącznie na etapie druku, pracując z tzw. częściami „green”, które nie przeszły jeszcze obróbki chemicznej ani cieplnej. Drukują proste kształty testowe i przez kilka iteracji dobierają temperaturę dyszy, temperaturę stołu, prędkość druku, wysokość warstwy, grubość ścian i wzór wypełnienia. Zmniejszenie prędkości druku znacznie poniżej tej stosowanej dla popularnych tworzyw i wybór umiarkowanej wysokości warstwy (0,15 mm) okazują się kluczowe dla uzyskania spójnych ścian i płaskich podstaw. Dodatkowo dostrajają odległość dyszy od platformy, aby uniknąć szczelin lub spłaszczonych warstw na spodniej powierzchni.
Dostosowanie części pod skurcz i temperaturę
W drugiej fazie wydruki przechodzą pełną drogę ceramiczną: najpierw kąpiel chemiczna w acetonie, aby rozpuścić część spoiwa, a następnie długą, precyzyjnie kontrolowaną obróbkę cieplną w piecu, mającą usunąć resztę spoiwa i zespolić tlenek glinu w temperaturze około 1550 °C. Te kroki powodują, że części kurczą się o około jedną piątą w każdym kierunku i mogą pojawić się odkształcenia lub pęknięcia. Aby temu sprostać, zespół systematycznie zmienia współczynniki skalowania projektów, liczbę pełnych warstw dolnych i górnych, liczbę ścieżek ścian oraz gęstość i wzór wypełnienia wewnętrznego. Na tej podstawie wyprowadzają zestaw wartości skalowania i ustawień strukturalnych, które dają części wystarczająco grube i wytrzymałe, by przetrwać obróbkę końcową bez zapadania się, a jednocześnie niezbyt gęste, by rozpuszczalniki lub gazy nie zostały uwięzione.
Sprawdzanie procesu w praktyce
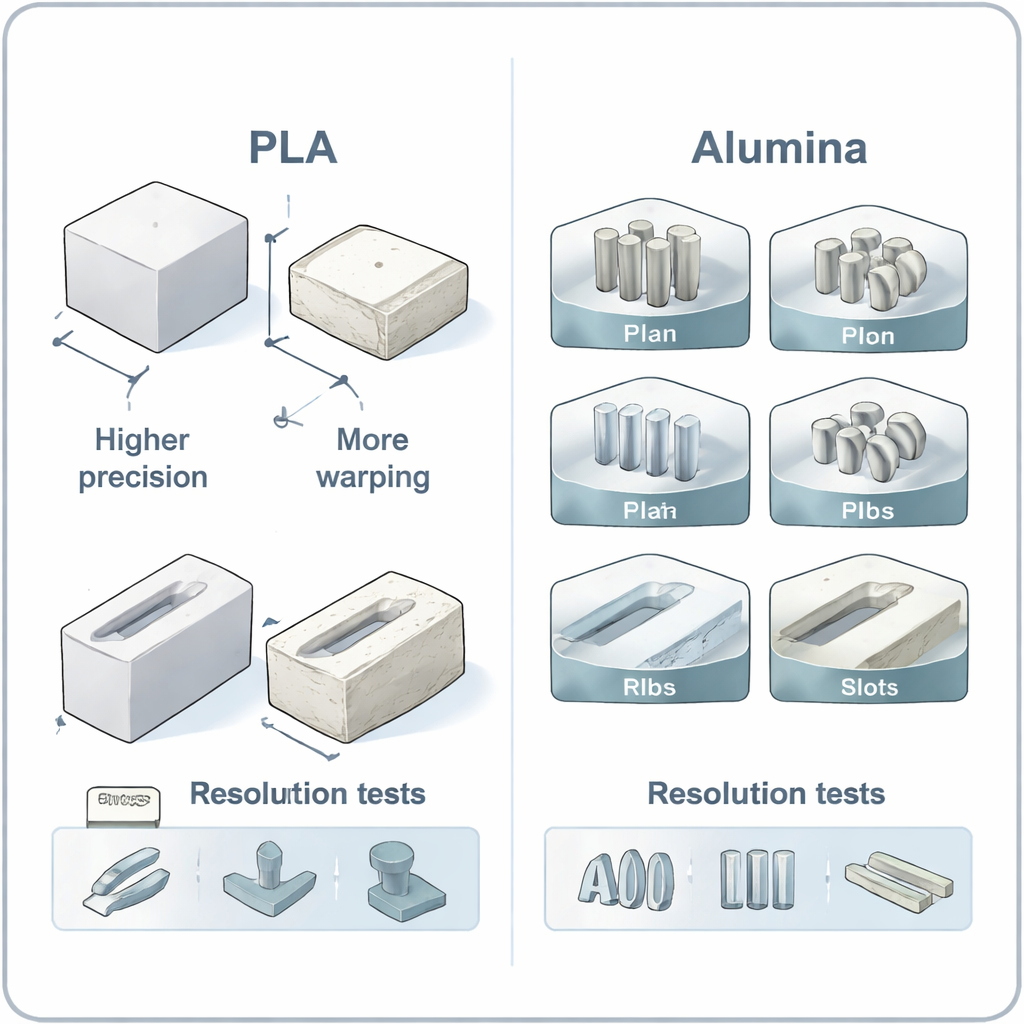
Aby ocenić skuteczność zoptymalizowanych ustawień, autorzy drukują znormalizowane „artefakty testowe” zdefiniowane w międzynarodowej normie ISO. Te kształty badają trzy praktyczne cechy: ogólną dokładność wymiarową, najmniejsze elementy, które drukarka nadal jest w stanie uformować (rozdzielczość), oraz jakość powierzchni, w tym na nachylonych zwisach. Tworzą kompletne zestawy zarówno z tlenku glinu, jak i z dobrze znanego tworzywa PLA, używając najlepszych znanych ustawień dla każdego materiału. Dokładne pomiary pokazują, że części z tlenku glinu zwykle kurczą się i skręcają bardziej, szczególnie po etapie wysokotemperaturowym w piecu, co pogarsza dokładność we wszystkich trzech osiach. Cienkie bolce i małe otwory, które da się wydrukować w PLA, w ceramice mogą się zdeformować, zniknąć podczas kąpieli i wypalania lub zrosnąć się na skutek spiekania.
Co to oznacza dla zastosowań praktycznych
Dla osoby niebędącej specjalistą najważniejszy wniosek jest taki, że można rzeczywiście wytwarzać funkcjonalne elementy ceramiczne z tlenku glinu na drukarce w stylu FDM, ale nie dorównają one jeszcze precyzji i gładkości powierzchni dobrze wydrukowanych części z plastiku. Praca dostarcza jasnej, powtarzalnej ścieżki do regulacji temperatur, prędkości, ustawień ścian i wypełnienia oraz korekt skalowania, i pokazuje, gdzie leżą dzisiejsze ograniczenia: odkształcenia podczas nagrzewania, utrata bardzo drobnych detali oraz szorstkość powierzchni na stromych zwisach. Sformalizowanie tego procesu optymalizacji oraz wskazanie słabych punktów w etapach usuwania spoiwa i spiekania daje przemysłowi i badaczom konkretny punkt wyjścia do przekształcania tanich drukarek w bardziej zdolne narzędzia do wytwarzania ceramiki.
Cytowanie: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Słowa kluczowe: druk 3D ceramiki, modelowanie przez wytłaczanie, tlenek glinu, optymalizacja procesu, produkcja addytywna