Clear Sky Science · pl
Poprawa wydajności elektrochemicznego mikrowycinania szkła borokrzemianowego przy użyciu wspomagania gazem azotowym
Dlaczego małe elementy szklane mają znaczenie
Od urządzeń lab-on-a-chip analizujących kroplę krwi po miniaturowe pompy w implantach medycznych — wiele współczesnych technologii opiera się na drobnych częściach wykonanych ze szkła. Szkło borokrzemianowe jest szczególnie popularne, ponieważ jest przezroczyste, wytrzymałe oraz odporne na chemikalia i wysoką temperaturę. Jednak precyzyjne rzeźbienie mikroskopijnych kształtów w takim kruchym materiale bez pęknięć okazuje się zaskakująco trudne. W tym badaniu zbadano nowy sposób „rzeźbienia” mikrostruktur w szkle borokrzemianowym przy użyciu kontrolowanych wyładowań elektrycznych w atmosferze azotu, mający na celu uczynienie procesu czystszym, wydajniejszym i mniej szkodliwym dla narzędzi oraz środowiska.
Przekształcanie iskier w narzędzie do obróbki szkła
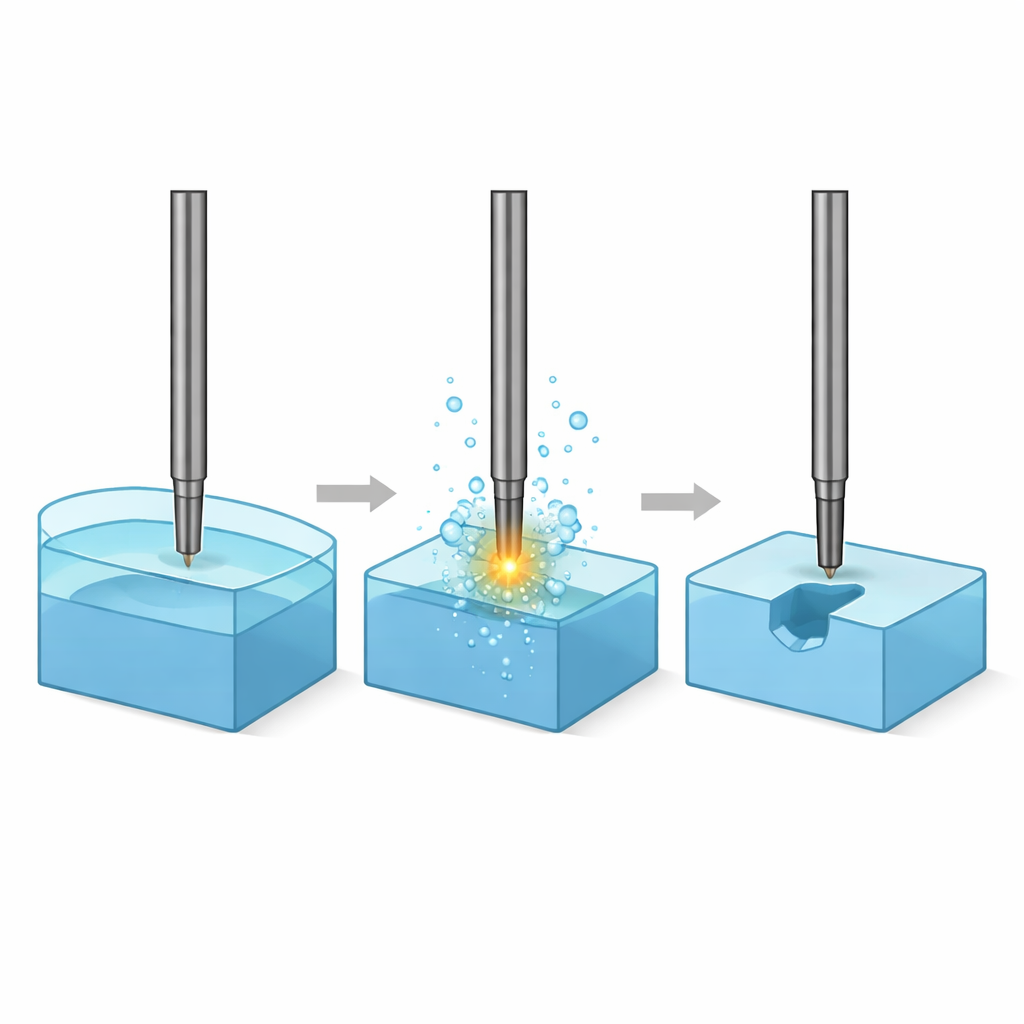
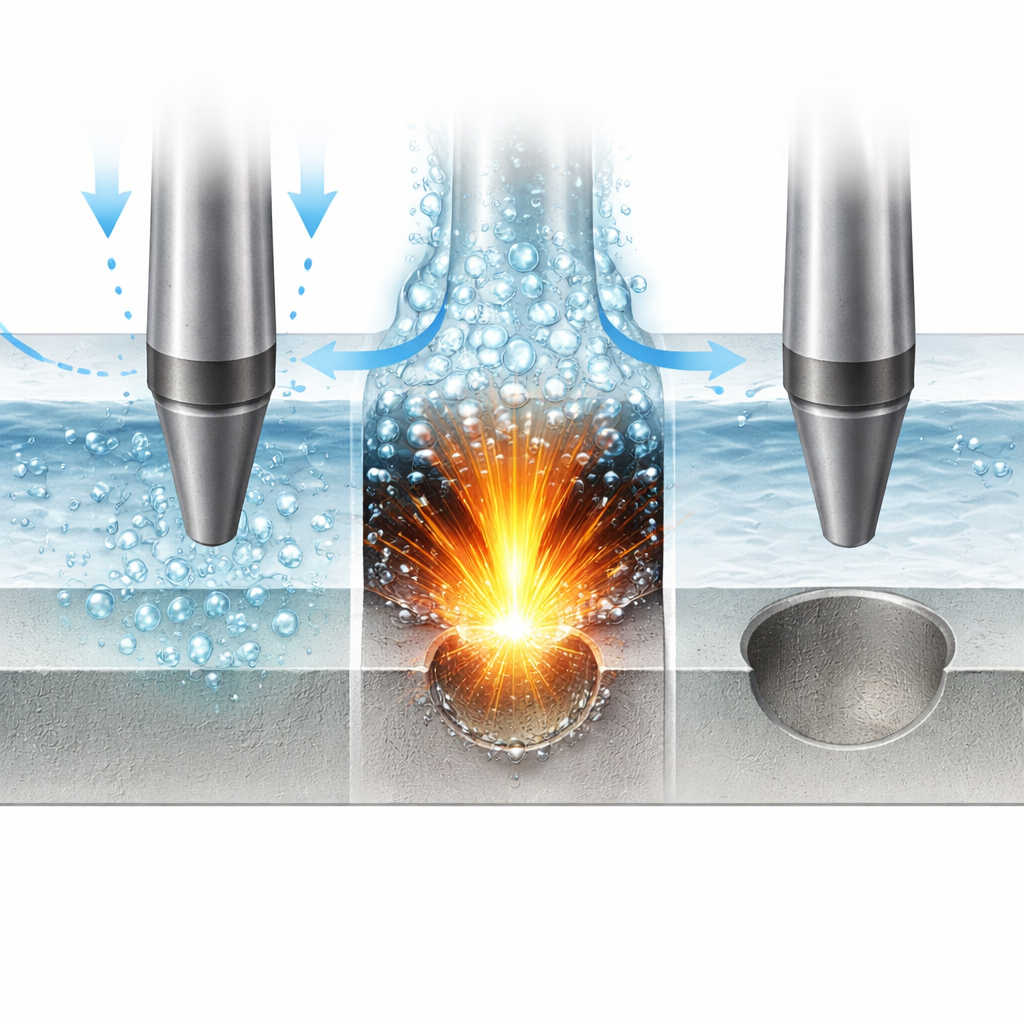
Naukowcy skupili się na wyspecjalizowanej technice zwanej elektrochemicznym mikrowycinaniem wyładowczym. Mówiąc prościej: cienkie metalowe narzędzie zanurza się w płynie przewodzącym jony i zbliża do powierzchni szkła. Po przyłożeniu napięcia wokół narzędzia tworzą się drobne pęcherzyki gazu i, przy odpowiednich warunkach, wyładowania elektryczne przeskakują przez tę warstwę gazu, odłupując fragmenty szkła. Tradycyjnie takie wyładowania bywają niestabilne, powodując przypadkowe pęknięcia, wolne usuwanie materiału i szybkie zużycie narzędzia. Kluczowym pomysłem zespołu było przepływanie strefy obróbki łagodnym strumieniem azotu, który pomaga utworzyć bardziej stabilną warstwę gazową między narzędziem a szkłem. Ta stabilna warstwa równomierniej kieruje energię iskry, przemieniając burzliwy, hałaśliwy proces w bardziej przewidywalny.
Odnalezienie optymalnego punktu dla czystszej obróbki
Aby zrozumieć, jak prowadzić ten proces płynnie, zespół systematycznie zmieniał trzy główne parametry: przyłożone napięcie, stężenie roztworu wodorotlenku sodu, który pełni rolę środowiska ciekłego, oraz przepływ gazu azotowego. Dla każdego ustawienia mierzyli, ile szkła usunięto i ile metalu straciło narzędzie. Zamiast optymalizować te dwa wyniki osobno, potraktowali je jako powiązane cele: usuwać jak najwięcej szkła przy jak najmniejszym zużyciu narzędzia. Wykorzystując narzędzia statystyczne i metodę podejmowania decyzji balansującą wieloma celami, wyznaczyli kombinacje napięcia, siły chemicznej i przepływu gazu, które dawały najlepsze kompromisy. Stwierdzili, że utrzymanie przepływu gazu w umiarkowanym zakresie i unikanie nadmiernie silnych roztworów prowadzi do stabilnej, bezpęknięciowej obróbki przy dobrych współczynnikach usuwania materiału.
Jak azot poprawia proces
Azot pełni jednocześnie kilka ról. Pomaga utrzymać stałą warstwę gazu wokół końcówki narzędzia, co jest kluczowe dla równomiernych, kontrolowanych wyładowań zamiast niszczących przebłysków. Jego właściwości fizyczne także ułatwiają odprowadzanie ciepła z maleńkiej strefy uderzenia, zmniejszając ryzyko szoku termicznego i pęknięć powierzchniowych w kruchym szkle. Eksperymenty wykazały, że przy zwiększeniu przepływu azotu z niskiego do umiarkowanego poziomu ilość usuniętego szkła mogła pozostać na podobnym poziomie, podczas gdy narzędzie traciło znacznie mniej materiału. W najlepszych warunkach — około 134 woltów, umiarkowane stężenie wodorotlenku sodu i przepływ azotu 4 litry na minutę — proces nie tylko usuwał znaczną ilość szkła, lecz nawet wykazywał niewielki netto wzrost masy narzędzia, prawdopodobnie wskutek cienkich osadów powstających podczas obróbki. Oznacza to, że narzędzie efektywnie „starzało się wolniej” zamiast się wypalać.
Inteligentne modele jako przewodnik dla bardziej ekologicznej obróbki
Aby wyjść poza metodę prób i błędów, autorzy opracowali modele matematyczne i uczenia maszynowego, które potrafią przewidzieć, jak zmiany ustawień wpłyną na usuwanie szkła i zużycie narzędzia. Statystyczne powierzchnie reakcji uchwyciły nieoczywiste interakcje między napięciem, siłą cieczy i przepływem gazu, podczas gdy model random forest — rodzaj zespołu drzew decyzyjnych — uczył się na danych, aby prognozować warunki bliskie optymalnym. Prognozy zazwyczaj mieściły się w granicach około ośmiu procent od wyników eksperymentalnych, co jest wystarczająco dokładne, by służyć jako praktyczny przewodnik. Istotne jest, że zidentyfikowany obszar o najlepszych parametrach używał około jednej trzeciej mniej chemikaliów niż niektóre konwencjonalne ustawienia, zmniejszał zużycie narzędzia i nadal wytwarzał gładkie, dobrze ukształtowane mikrokawerny o bardzo małym błędzie wymiarowym.
Co to oznacza dla przyszłych miniaturowych urządzeń
Mówiąc prosto, praca ta pokazuje, że wtłaczanie „odpowiedniej ilości” gazu azotowego do procesu cięcia szkła opartego na iskrach może przemienić go z kapryśnej metody w niezawodne narzędzie mikromachiningowe. Stabilizując wyładowania elektryczne i kontrolując temperaturę, obróbka z dodatkiem azotu usuwa więcej szkła, mniej uszkadza narzędzie i wymaga mniej agresywnej chemii. To połączenie czyni ją atrakcyjną do wytwarzania delikatnych kanałów, otworów i wnęk potrzebnych w mikrosensorach, mikropompach i innych miniaturowych systemach, a jednocześnie redukuje odpady i wpływ na środowisko. W miarę jak badacze rozszerzą to podejście na inne rodzaje szkła i udoskonalą modele na podstawie większej liczby danych, mikrowycinanie wspomagane azotem może stać się standardową, czystszą metodą produkcji niewidocznych szklanych elementów, które wspierają wiele współczesnych technologii.
Cytowanie: Tamilperuvalathan, S., Varadharaju, V., Rajamohan, S. et al. Performance enhancement of electrochemical discharge micromachining of borosilicate glass using nitrogen gas assistance. Sci Rep 16, 8553 (2026). https://doi.org/10.1038/s41598-026-36060-w
Słowa kluczowe: mikrowycinanie szkła borokrzemianowego, gaz dielektryczny azot, elektrochemiczne wycinanie iskrowe, redukcja zużycia narzędzia, zrównoważona produkcja