Clear Sky Science · pl
Testowanie frezu z kanałami chłodzącymi typu conformal wytwarzanym technologią selektywnego topienia laserowego
Narzędzia chłodniejsze dla płynniejszej obróbki
Nowoczesne zakłady polegają na narzędziach do obróbki metalu, które muszą wytrzymać ogromne siły i intensywne nagrzewanie. W tym badaniu pokazano, jak druk 3D może stworzyć inteligentniejszy frez z małymi, zakrzywionymi kanałami wewnątrz, prowadzącymi chłodziwo bezpośrednio do ostrza skrawającego. Przeprojektowując narzędzie od środka i dokładnie testując użyty metal, autorzy opracowali frez, który utrzymuje wkładki chłodniejsze i działające dłużej niż standardowe narzędzie.
Dlaczego temperatura narzędzia ma znaczenie
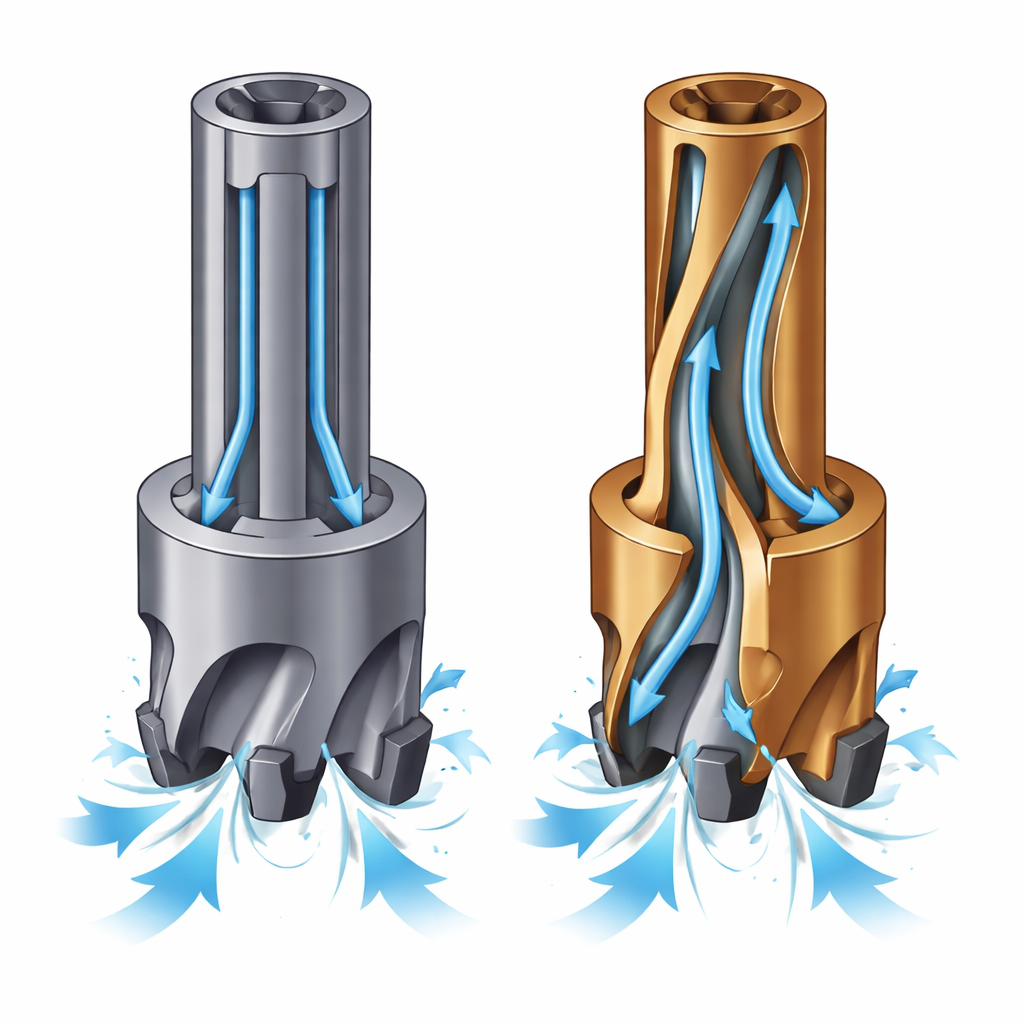
Za każdym razem, gdy obracający się frez obrabia stal lub aluminium, strefa styku między wkładką a przedmiotem obrabianym nagrzewa się szybko. Jeśli to ciepło nie zostanie usunięte, ostrze zmiękcza się, zużywa i może nawet odpryskiwać lub łamać się. Konwencjonalne frezy mają proste nawiercone otwory, które doprowadzają chłodziwo gdzieś w pobliże wkładek, ale nie dokładnie tam, gdzie jest ono najbardziej potrzebne. W miarę wzrostu prędkości skrawania i wymagań wydajnościowych to starsze podejście do chłodzenia staje się czynnikiem ograniczającym, skracając żywotność narzędzia i zwiększając koszty.
Budowa nowego rodzaju frezu
Zespół zastosował metalowy druk 3D, a konkretnie selektywne topienie laserowe, aby wykonać korpus frezu o średnicy 25 milimetrów z wysokowytrzymałej stali maraging znanej jako M300. Zanim zaufano temu materiałowi w wymagającym narzędziu, wydrukowano i poddano obróbce cieplnej próbki testowe, a następnie zbadano ich strukturę wewnętrzną oraz zmierzono wytrzymałość i twardość. Mikroskopy ujawniły gęstą stal z jedynie drobnymi porami oraz liczne cząstki nanoskalowe powstałe podczas obróbki cieplnej, co znacząco zwiększyło twardość i odporność na odkształcenia. Te kontrole potwierdziły, że drukowana stal może bezpiecznie przenosić duże obciążenia występujące podczas skrawania.
Projektowanie ścieżek chłodzących dopasowanych do krawędzi
Po zakwalifikowaniu materiału autorzy zaprojektowali nowy korpus frezu, którego ukryte kanały zginają się i zakrzywiają tak, by chłodziwo wypływało bezpośrednio za ostrzem każdej wkładki. Wykorzystano symulacje komputerowe, aby upewnić się, że te kanały i ogólny kształt nie osłabią narzędzia pod obciążeniem. Analiza metodą elementów skończonych wykazała, że naprężenia w projekcie drukowanym 3D pozostawały dalece poniżej wytrzymałości stali i były nawet niższe niż w narzędziu konwencjonalnym, częściowo dlatego, że nowa geometria unikała ostrych narożników koncentratujących naprężenia. Po wydruku obrobiono jedynie kluczowe powierzchnie styku i gwinty z zachowaniem precyzji, tak aby można było dokładnie montować standardowe wkładki handlowe.

Próby praktyczne narzędzia drukowanego
Następnie badacze porównali frez drukowany 3D z tradycyjnym korpusem masywnym w serii rzeczywistych prób obróbkowych. Wykonali frezowanie czołowe, rowkowe i barkowe w aluminium i stali konstrukcyjnej, a później przeprowadzili długotrwałe testy trwałości na stalach narzędziowych, zarówno w stanie miękkim, jak i po utwardzeniu. Siły skrawania mierzyli dynamometrem, chropowatość powierzchni przy pomocy wysokorozdzielczego sprzętu optycznego, a tempo zużycia wkładek śledzili podczas skrawania na sucho i przy wewnętrznym doprowadzeniu chłodziwa. W niemal wszystkich operacjach skrawania narzędzie drukowane wymagało niższych sił skrawania, co oznaczało łatwiejsze cięcie. Jakość powierzchni bywała nieznacznie gorsza dla korpusu drukowanego — autorzy przypisali to drobnym zaburzeniom wyważenia, ponieważ nie wszystkie jego zewnętrzne powierzchnie były w pełni wykończone.
Projekt skoncentrowany na chłodzeniu wydłuża żywotność narzędzia
Najbardziej widoczną zaletą kanałów chłodzących conformal okazały się testy trwałości. Gdy przez narzędzie przepływało chłodziwo, wkładki zamontowane w korpusie drukowanym 3D wytrzymywały około 20 procent dłużej niż te w konwencjonalnym frezie, dzięki bardziej bezpośredniemu chłodzeniu ostrza i lepszemu odprowadzaniu wiórów. Przy skrawaniu na sucho, bez użycia chłodziwa, oba narzędzia zachowywały się podobnie, co potwierdza, że główny zysk wynikał z udoskonalonej ścieżki chłodzenia, a nie z innych szczegółów konstrukcyjnych. Podsumowując, wyniki pokazują, że metalowy druk 3D może dostarczyć gęste, wytrzymałe korpusy narzędzi z wbudowanymi zakrzywionymi kanałami, których tradycyjne wiercenie nie jest w stanie osiągnąć, otwierając drogę do dłużej działających, bardziej efektywnych frezów, zwłaszcza dla trudnych do obróbki materiałów.
Cytowanie: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Słowa kluczowe: narzędzia skrawające drukowane 3D, kanaly chłodzące conformal, stal maraging M300, trwałość frezu, selektywne topienie laserowe