Clear Sky Science · pl
Optymalizacja i przewidywanie temperatury szczytowej w zgrzewaniu tarciowo-skrętnym Al 6061 T6 z wykorzystaniem technik statystycznych i uczenia maszynowego
Dlaczego utrzymanie niskiej temperatury złączy jest ważne
Od samolotów po samochody elektryczne wiele maszyn opiera się na częściach wykonanych z aluminium, które trzeba łączyć bez osłabiania materiału. Zgrzewanie tarciowo-skrętne jest powszechną metodą, ponieważ miesza elementy razem bez pełnego stopienia metalu. Jednak gdy proces przebiega zbyt gorąco, aluminium może zmięknąć, stracić wytrzymałość, a nawet częściowo stopić się. Artykuł bada, jak przewidzieć i kontrolować najwyższe temperatury osiągane podczas zgrzewania popularnego stopu Al 6061 T6, wykorzystując symulacje komputerowe, statystykę i uczenie maszynowe, tak aby producenci uzyskali mocne, jednorodne złącza, unikając jednocześnie uszkodzeń termicznych.
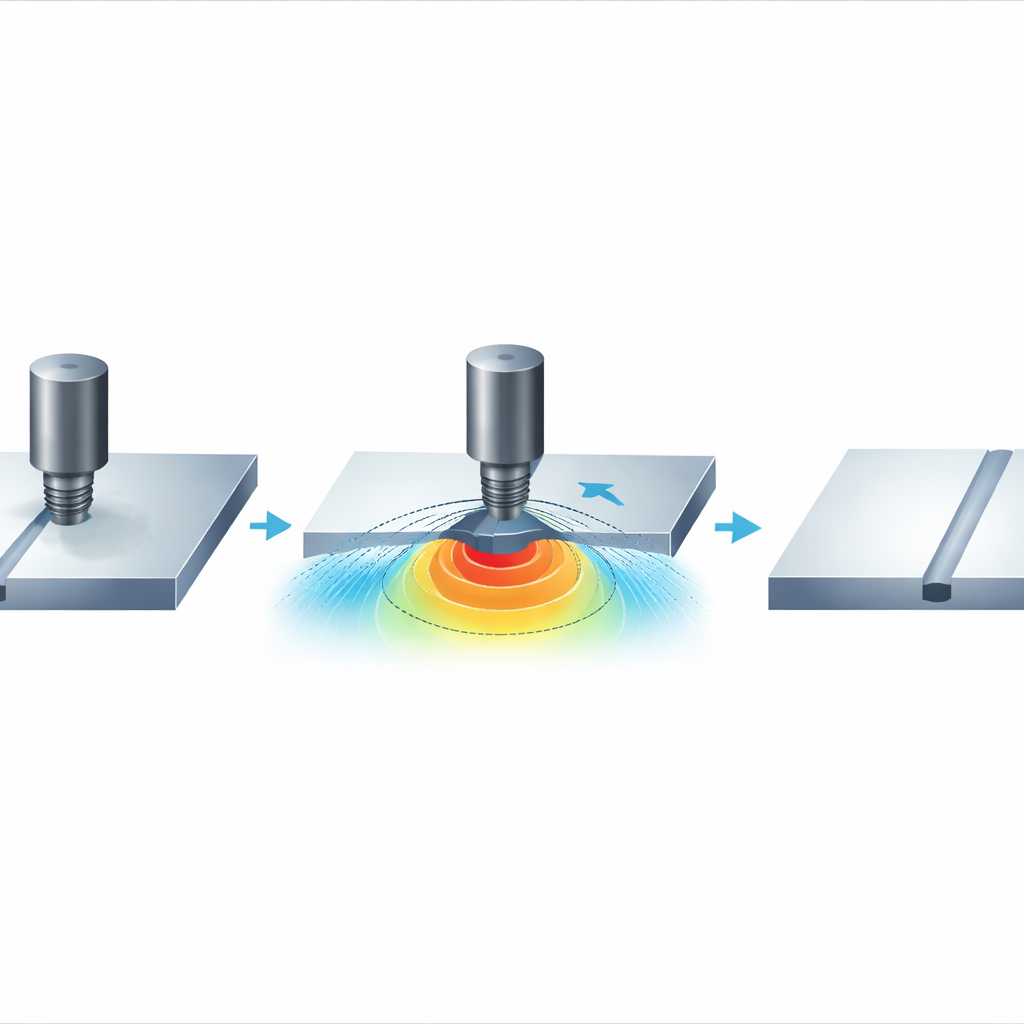
Jak działa to zgrzewanie w stanie stałym
W zgrzewaniu tarciowo-skrętnym obracające się narzędzie w kształcie krótkiego trzpienia z szerokim ramieniem jest wciskane w spoinę między dwiema płytami i przesuwane wzdłuż łączenia. Tarcie i plastyczne mieszanie generują ciepło i zmiękczają metal, dzięki czemu łączy się on bez przejścia w stan ciekły. Dla Al 6061 T6 „optymalny” zakres temperatur znajduje się poniżej punktu topnienia, ale dostatecznie wysoko, by umożliwić dobre wymieszanie. Jeśli temperatura szczytowa zbliży się do lub przekroczy około czterech piątych temperatury topnienia, cząstki utwardzające stopu mogą spęcznieć lub metal może zacząć się topić, co prowadzi do stref o obniżonej twardości i gorszych właściwości mechanicznych. Kontrola temperatury szczytowej jest zatem kluczowa dla bezpieczeństwa i trwałości.
Testowanie wielu parametrów naraz
Naukowcy skupili się na siedmiu „pokrętłach”, które mogą regulować spawacze: materiał narzędzia, średnica trzpienia, średnica ramienia, prędkość obrotowa, prędkość posuwu, siła osiowa naciskająca narzędzie oraz współczynnik tarcia między narzędziem a płytą. Zamiast przeprowadzać tysiące prób użyli projektu Taguchi — statystycznej skróconej metody, która wybiera starannie dobrany zestaw 32 kombinacji, aby ujawnić, które parametry mają największe znaczenie. Dla każdej kombinacji zbudowali trójwymiarowy model komputerowy w COMSOL, aby zasymulować generowanie ciepła przez obracające się narzędzie i sposób rozprzestrzeniania się tego ciepła przez płytę aluminiową i podporę. Następnie porównali podzbiór tych symulacji z eksperymentami na zmodyfikowanej frezarce, używając termopar do pomiaru temperatur w różnych punktach wokół złącza. Temperatura szczytowa w symulacjach i pomiarach zgadzała się w przybliżeniu w granicach 7%, co dało pewność, że model odzwierciedla rzeczywiste zachowanie termiczne.
Identyfikacja głównych winowajców przegrzewania
Mając dane ze symulacji, zespół zastosował narzędzia statystyczne, aby ustalić, które parametry procesu mają największy wpływ na temperaturę szczytową. W oparciu o analizę Taguchi i analizę wariancji (ANOVA) wyłonili się wyraźni liderzy: siła osiowa i prędkość obrotowa narzędzia. Wyższa prędkość obrotowa i większy nacisk generują znacznie więcej ciepła tarciowego i deformacji plastycznej, podnosząc temperatury szczytowe; w niektórych symulowanych przypadkach temperatura strefy zgrzein przekroczyła 600 °C, czyli wartość wyższą niż uznawany za bezpieczny zakres topnienia tego stopu. Zmiany średnicy trzpienia i ramienia miały efekt drugorzędny przez zmianę pola kontaktu, podczas gdy wybór materiału narzędzia i niewielkie wahania współczynnika tarcia miały stosunkowo mniejszy wpływ. Wyniki sugerują, że staranna kontrola prędkości i siły jest najskuteczniejszym sposobem na utrzymanie temperatur poniżej poziomów powodujących uszkodzenia.
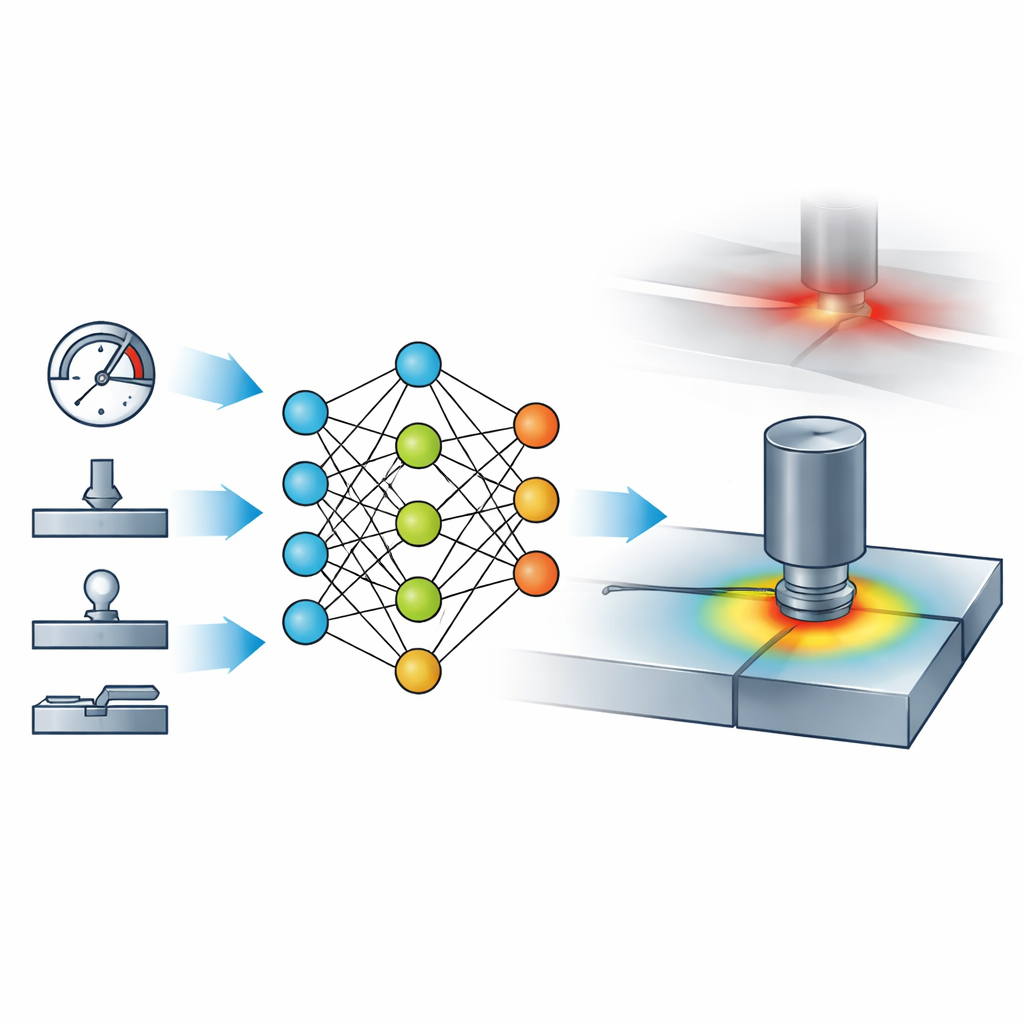
Pozwalając sieci neuronowej przewidywać ciepło
Aby wyjść poza statyczne reguły i przybliżenia, autorzy wytrenowali prostą sztuczną sieć neuronową, aby poznała związek między ustawieniami zgrzewania a temperaturą szczytową. Wykorzystali wyniki symulacji jako przykłady, podając sześć najbardziej istotnych wejść (wszystkie pokrętła z wyjątkiem materiału narzędzia) i ucząc sieć przewidywania maksymalnej temperatury. Dzieląc dane na zbiory treningowe, walidacyjne i testowe oraz stosując standardową metodę wstecznej propagacji, sieć nauczyła się odtwarzać wyniki symulacji z bardzo dużą dokładnością: jej prognozy różniły się od symulacji średnio o około 1%, co jest lepszym wynikiem niż 3–4% błędu otrzymanego przy użyciu regresji Taguchi i formuły opartej na ANOVA. Pokazuje to, że nawet przy stosunkowo małym zbiorze danych dobrze zaprojektowana sieć neuronowa potrafi uchwycić subtelne interakcje między parametrami, które prostsze modele pomijają.
Co to oznacza dla praktycznego zgrzewania
Badanie konkluduje, że połączenie symulacji metod elementów skończonych, projektów statystycznych i sieci neuronowych daje potężne narzędzie do uczynienia zgrzewania tarciowo-skrętnego bezpieczniejszym i bardziej wydajnym. Identyfikując siłę osiową i prędkość obrotową jako dominujące czynniki generujące ciepło oraz dostarczając szybki predyktor temperatury szczytowej, podejście może pomóc inżynierom w doborze ustawień, które unikają przegrzewania, a jednocześnie zapewniają solidne złącza. W praktyce oznacza to mniej wad, dłużej służące komponenty i mniej prób oraz błędów na halach produkcyjnych w przemyśle lotniczym, motoryzacyjnym i innych gałęziach wykorzystujących lekkie konstrukcje aluminiowe.
Cytowanie: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Słowa kluczowe: zgrzewanie tarciowo-skrętne, stopy aluminium, kontrola termiczna, optymalizacja procesu, modelowanie sieciami neuronowymi