Clear Sky Science · nl
Dunne-film DLP 3D-printen van multi-materiaal onderdelen met gesloten interne holtes
Lichtere 3D-printen maken met verborgen holle ruimtes
Veel van de meest interessante 3D-geprinte objecten — zoals kunstbotten, zachte robots en kleine vloeistofkanalen — hebben lege ruimtes nodig die verborgen in hun binnenwerk liggen. De populaire resin-printers van vandaag hebben moeite met zulke ontwerpen, omdat vloeibare hars in die afgesloten holten blijft zitten en moeilijk te verwijderen is. Dit artikel introduceert een nieuwe manier van 3D-printen met lichtgevoelige vloeistof genaamd “dunne-film DLP” die die binnenruimtes echt hol houdt en het tegelijk gemakkelijker maakt om meerdere materialen in één onderdeel te combineren.
Waarom vastzittende vloeistof een groot probleem is
De meeste desktop- en industriële resin-printers werken door een platform in een bak met vloeistof te laten zakken en vervolgens patronen van licht te schijnen om elke nieuwe laag uit te harden. Deze klassieke opstelling is uitstekend voor gladde oppervlakken en fijne details, maar heeft een verborgen nadeel: als het ontwerp afgesloten binnenholten bevat, vullen die zich met vloeibare hars die nergens kan ontsnappen. De extra vastzittende hars maakt het onderdeel zwaarder dan bedoeld, kan het mechanische gedrag vervormen en kan na verloop van tijd zelfs lekken of sijpelen. Ingenieurs hebben dit opgelost met afvoergaten of gedeeltelijke openingen, maar dat dwingt vaak tot compromissen in het oorspronkelijke ontwerp.
Een nieuwe manier om vloeistof aan te brengen
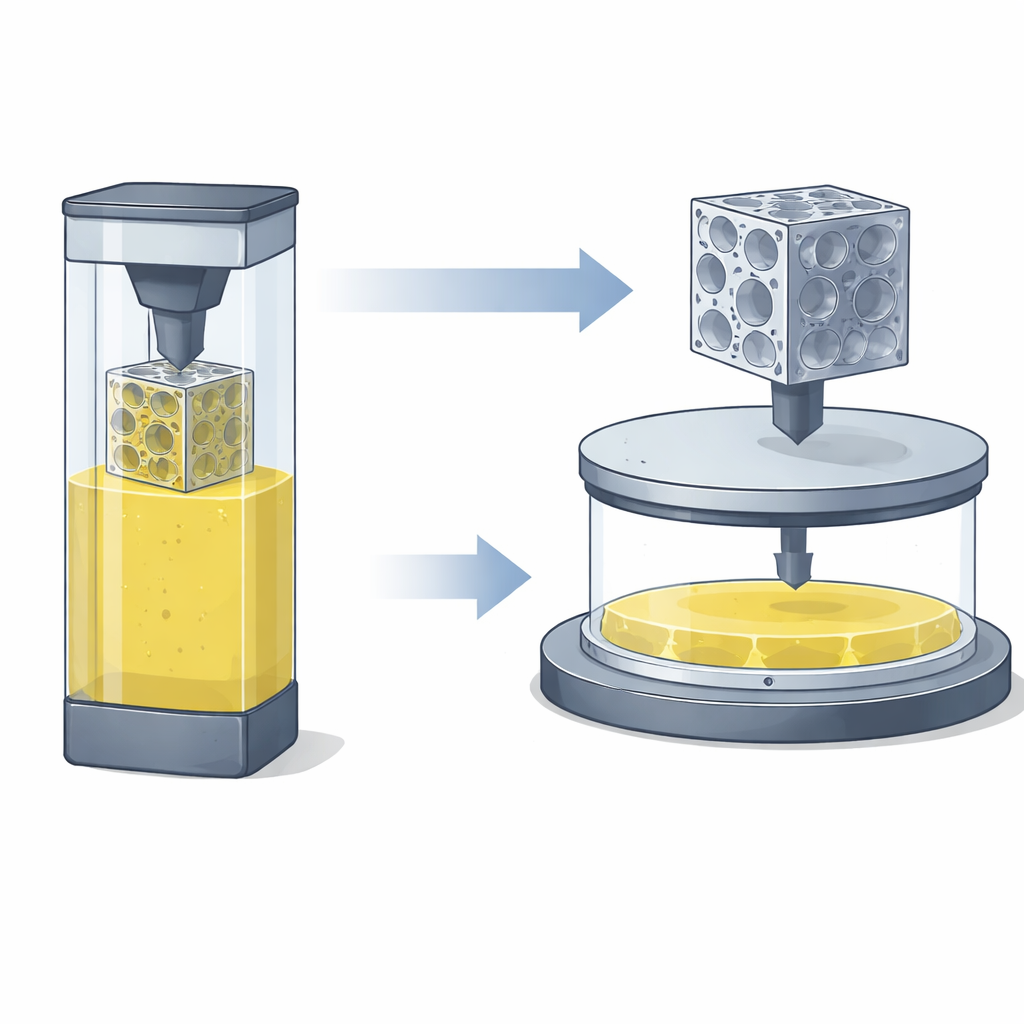
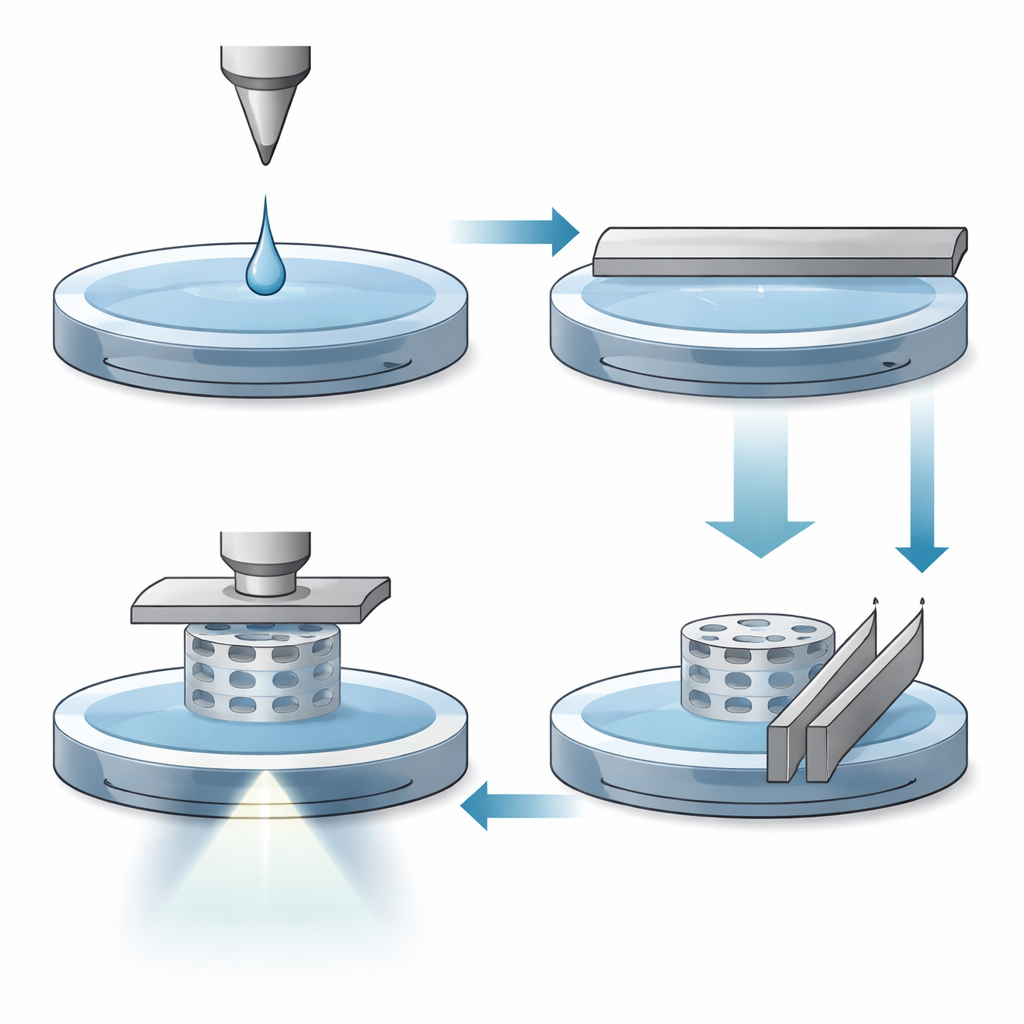
De dunne-film DLP-methode vermijdt de vat helemaal. In plaats van het groeiende onderdeel in een diepe pool hars te dompelen, brengt het systeem een zeer dunne, nauwkeurig gecontroleerde laag vloeistof aan op een doorzichtige plastic folie. Een roterend platform drukt het onderdeel vervolgens in deze dunne coating terwijl een digitale projector ultraviolet licht van onderen schijnt om alleen de benodigde gebieden voor die laag te uitharden. Omdat elke laag begint met slechts een kleine hoeveelheid hars op de film, blijft er zeer weinig vloeistof achter in afgesloten holten zodra de vaste laag loskomt. Een set zachte ruiten en, wanneer nodig, een korte dompeling in een mild oplosmiddel helpen eventuele resterende druppels te verwijderen voordat de volgende laag wordt gevormd.
Schone holle ruimtes en instelbare stijfheid
Met dit proces konden de onderzoekers sferen en andere holle vormen printen waarvan het uiteindelijke gewicht vrijwel precies overeenkwam met wat je zou voorspellen als hun binnenkant echt leeg was — minder dan één procent extra massa door residuele hars, vergeleken met meer dan het dubbele van het ideale gewicht bij conventioneel vat-printen. Röntgenscans van testblokken gevuld met interne belletjes lieten zien dat holtes zo klein als driekwart millimeter betrouwbaar konden worden gevormd wanneer een korte spoeling met oplosmiddel tussen lagen werd toegevoegd. Door deze kleine afgesloten belletjes in een regelmatig patroon in kleine kubussen te rangschikken, kon het team instellen hoe stijf of veerachtig elke kubus was, simpelweg door de belgrootte te veranderen. In sommige materialen bereikten ze tot een 25-voudige verandering in stijfheid zonder de buitenvorm ook maar te wijzigen.
Materialen mengen in één enkele print
Aangezien het systeem telkens slechts dunne vloeistoflagen hanteert, vermindert het ook het rommelige mengen dat gewoonlijk optreedt wanneer een printer wisselt tussen verschillende harsen. De auteurs gebruikten een multi-hars voorziening om onderdelen te printen die hard plastic, zachte rubberachtige materialen en een speciaal in water oplosbaar ondersteuningshars combineerden. Ze produceerden een rasterachtige “Hilbert-curve” volledig ondersteund door oplosbaar materiaal dat in gewoon water verdween, waardoor een schoon, vrijstaand structuur overbleef. Ze demonstreerden ook een kunstgebitmodel met stijve tanden, zachte tandvleesdelen en opofferende steunen, als één verenigd stuk geprint in plaats van later gemonteerd. In een ander voorbeeld werd geleidende hars als ingebouwde paden in een isolerend lichaam geprint om een nabijheidssensor te vormen die een metalen object tot vier centimeter afstand kon detecteren.
Waar dit naartoe kan leiden
De dunne-film DLP-aanpak toont aan dat resin 3D-printen niet beperkt hoeft te zijn door vastzittende vloeistof of onhandig verwijderen van steunen. Door zorgvuldig te doseren hoeveel hars in elke laag aanwezig is en het overtollige weg te vegen, maakt deze methode het mogelijk om lichtgewicht objecten met afgesloten holtes te bouwen, de stijfheid van binnenuit af te stemmen en functionele materialen zoals geleiders en zachte steunen in dezelfde print te verweven. Voor niet-experts is de conclusie eenvoudig: toekomstige 3D-geprinte apparaten — van medische implantaten tot zachte robots en ingebedde elektronica — kunnen lichter, slimmer en complexer van binnen zijn, zonder in te boeten aan de gladde, precieze oppervlakken waarvoor resin-printen bekendstaat.
Bronvermelding: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Trefwoorden: 3D-printen, digital light processing, dunne-film coating, fabricage met meerdere materialen, lichtgewicht structuren