Clear Sky Science · nl
Hogevermogen diode-laserstraallassen van aluminiumlegering AA8011 voor verbeterde mechanische prestaties in lichtgewicht constructies
Sterkere verbindingen voor lichtere producten
Van carrosseriepanelen tot voedselverpakkingen: dunne aluminiumplaten maken producten lichter, zuiniger en makkelijker recyclebaar. Maar het betrouwbaar verbinden van deze platen is verrassend lastig: traditionele lasmethoden kunnen het metaal vervormen, verzwakken of kleine defecten veroorzaken. Deze studie onderzoekt een nieuwere aanpak — hogevermogen diode-laserstraallassen — om te bepalen of het schonere, sterkere verbindingen kan maken in een veelgebruikte aluminiumlegering genaamd AA8011, en hoe het proces af te stemmen is voor de beste prestaties.
Waarom het lassen van aluminium zo lastig is
AA8011-aluminium is populair omdat het licht, corrosiebestendig en gemakkelijk te vormen is tot dunne platen en folies. Toch zijn juist die platen moeilijk te lassen. Aluminium voert warmte zeer snel, vormt een hardnekkig oxide op het oppervlak en geeft de neiging tot poriën, vervorming en scheuren bij blootstelling aan intense hitte. Gangbare methoden zoals TIG en MIG kunnen het metaal oververhitten, terwijl geavanceerdere vaste-toestandprocessen complexe gereedschappen vereisen en niet altijd geschikt zijn voor geautomatiseerde productielijnen. Fabrikanten hebben dus een verbindingsmethode nodig die snel op dunne platen werkt met minimale hitteschade en defecten.
Een gefocuste laser als precieze warmtebron
De onderzoekers testten hogevermogen diode-laserstraallassen (HPDLBW) op 2 millimeter dikke AA8011-platen. In deze opstelling beweegt een geconcentreerde laserpunt langs de voeg en smelt een smalle baan metaal die stolt tot de las. Door slechts een paar sleutelinstellingen aan te passen — laservermogen, las-/reissnelheid en straaldiameter — konden ze sterk beïnvloeden hoe diep de las indrong en hoe goed de verbinding werd. Om dit efficiënt te onderzoeken gebruikten ze een Taguchi L9-ontwerp, een gestructureerde manier om veel combinaties met slechts negen zorgvuldig gekozen testen te bestrijken. Voor elke las maten ze hardheid, treksterkte en slagvastheid, en onderzochten ze de microscopische korrelstructuur en defecten zoals poriën of bros intermetallisch materiaal. 
Het vinden van de sweet spot in de instellingen
Met wiskundige modellen koppelde het team de lasinstellingen aan het mechanische gedrag van de verbinding. Ze toonden aan dat laservermogen en reissnelheid grotendeels bepalen hoeveel warmte in het metaal terechtkomt: tragere snelheden of hoger vermogen betekenen meer warmte, diepere smelting en een groter vloeibaar bad, terwijl hogere snelheden het risico op ondiepe, onvolledige lassen verhogen. De straalgrootte helpt bepalen hoe die warmte wordt verdeeld. Door een response surface-model te gebruiken — een gebogen “kaart” van het proces — zochten ze naar een combinatie die sterkte en taaiheid maximaliseert zonder het plaatmateriaal te oververhitten. Het beste recept was een vermogen van 3,3 kW, een snelheid van 17 mm/s en een straaldiameter van 3,5 mm. Onder deze omstandigheden bereikten de lassen ongeveer 69 N/mm² treksterkte, circa 110 J slagenergie en een hardheid rond 33 HV, waarmee ze beter presteerden dan andere geteste instellingen.
Wat er binnenin het metaal gebeurt
Microscopische studies lieten zien waarom de geoptimaliseerde lassen beter presteerden. Bij de beste instellingen bevatte de fusiezone fijne, equiaxe aluminiumkorrels van slechts enkele micrometers, en toonde de omliggende warmteaangedane zone beperkte grofkorreligheid. De verdeling van legeringselementen zoals silicium, ijzer, koper en magnesium was redelijk homogeen en slechts geringe hoeveelheden bros intermetallisch materiaal en poriën waren aanwezig. Daarentegen gaven omstandigheden met te veel warmte grovere, ongelijkmatige structuren en een hoger risico op lokale brosheid. De onderzoekers koppelden korrelgrootte ook direct aan sterkte: kleinere korrels verhoogden de vloeigrens volgens het bekende korrelverstevigingsgedrag. Slagproeven en fractuuropervlaktebeelden toonden verder aan dat de geoptimaliseerde lassen meer energie absorbeerden vóór breuk en op een ductielere, schade-tolerantere manier faalden. 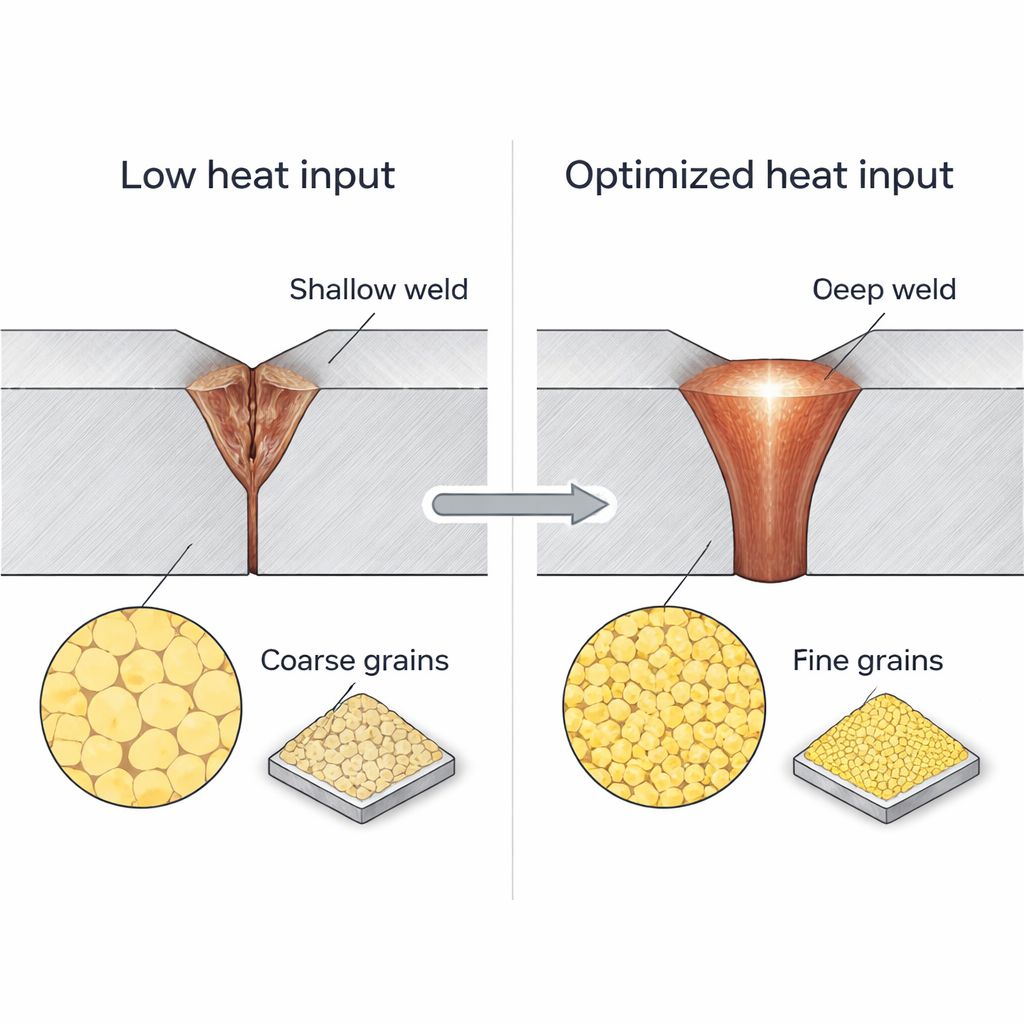
Gevolgen voor alledaagse technologie
Voor een niet‑specialistisch publiek is de kernboodschap dat zorgvuldige controle van het laservermogen, de snelheid en de spotgrootte dunne aluminiumplaten kan verbinden met minder schade en voorspelbaardere sterkte dan veel traditionele methoden. Deze studie biedt een datagedreven recept en een voorspellend model dat ingenieurs kunnen gebruiken om diode-laserlassen voor AA8011 in echte productielijnen op te zetten — bijvoorbeeld in behuizingen van batterijen voor elektrische voertuigen, HVAC-componenten of verpakkingen. Door de warmte-inbreng net hoog genoeg te houden om het metaal volledig te laten versmelten, maar laag genoeg om vervorming en bros fasevorming te vermijden, blijkt hogevermogen diode-laserlassen een schaalbare, automatiseringsvriendelijke technologie voor het bouwen van lichtere, efficiëntere producten.
Bronvermelding: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Trefwoorden: laserlassen, aluminiumlegering, lichtgewicht constructies, microstructuur, mechanische eigenschappen