Clear Sky Science · nl
Effecten van cryogene koeling op snijtemperatuur en oppervlakte-ruwheid bij het draaien van aluminiumlegering AA7075
Waarom koeling belangrijk is bij metaalbewerking
Of het nu om een auto, vliegtuig of zelfs een fiets gaat, veel metalen onderdelen worden gevormd door materiaal weg te snijden op draaibanken en frezen. Dit snijden genereert veel hitte en kan kleine richels en onregelmatigheden op het oppervlak achterlaten, wat de levensduur van het onderdeel kan verkorten. In deze studie wordt onderzocht hoe het toepassen van extreme koude, geleverd door vloeibare stikstof, het snijproces van een hoogvaste aluminiumlegering die veel in de luchtvaart en auto-industrie wordt gebruikt, kan koelen en hoe die koeling zowel de temperatuur als de gladheid van het afgewerkte oppervlak beïnvloedt.
Een sterke maar gevoelige aluminiumsoort
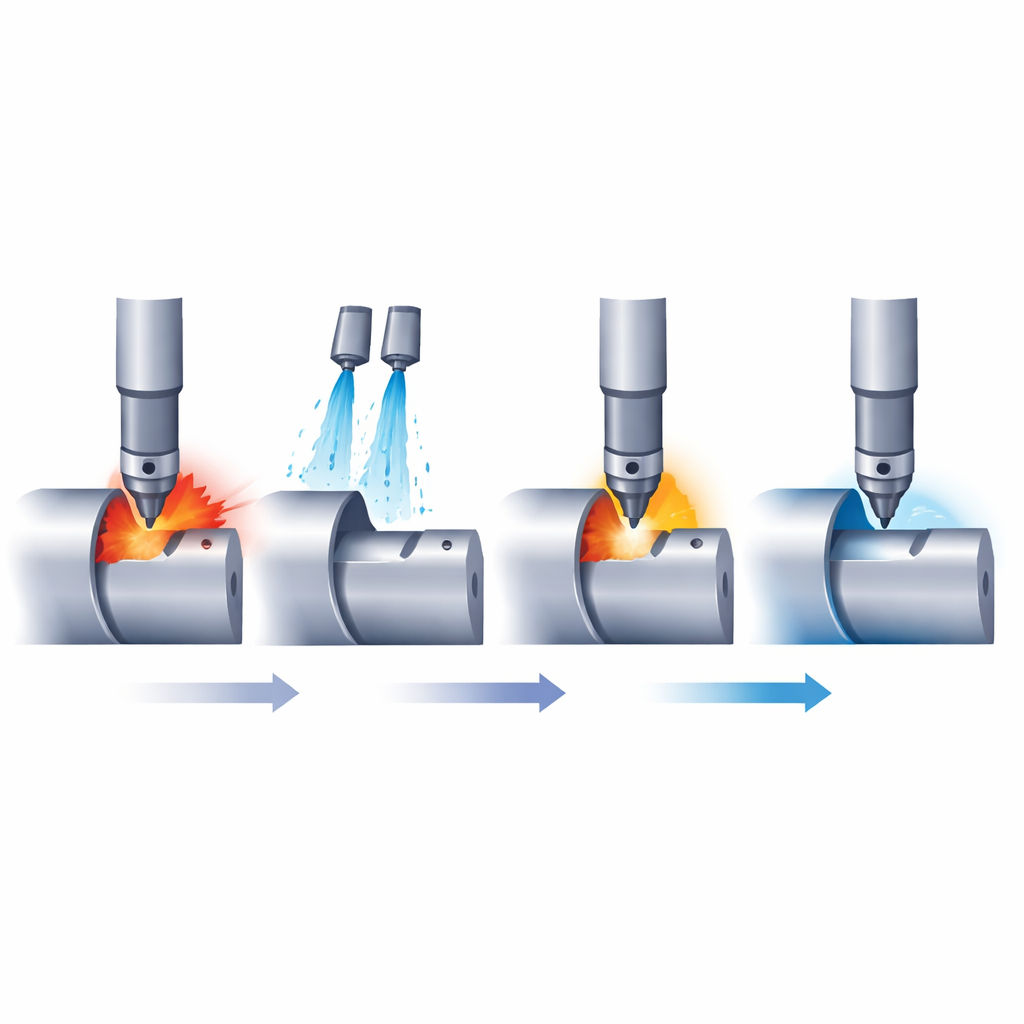
De onderzoekers concentreerden zich op de aluminiumlegering AA7075, een materiaal dat in de lucht- en auto-industrie wordt gewaardeerd omdat het sterk en licht is. Juist die eigenschappen maken het belangrijk dat het oppervlak van elk onderdeel in topconditie is, want ruwheid en verborgen schade kunnen over tijd tot scheuren en vermoeiing leiden. Bij het snijden op een draaibank bepalen drie hoofdinstellingen hoe het proces verloopt: hoe snel het werkstuk draait (snijsnelheid), hoe snel het gereedschap langs het werkstuk beweegt (voedingssnelheid) en hoe diep het gereedschap in het metaal snijdt (snedediepte). Samen bepalen deze instellingen hoeveel warmte wordt gegenereerd en hoe glad het oppervlak wordt. Het team wilde begrijpen hoe deze instellingen samenwerken onder normale “droge” snijcondities en onder “cryogene” snijcondities, waarbij vloeibare stikstof precies op het contactpunt tussen gereedschap en werkstuk wordt gespoten.
Hoe de experimenten werden uitgevoerd
Om dit te bestuderen draaiden de auteurs kleine AA7075-cilinders op een conventionele draaibank met een harde volhardmetalen (tungsten carbide) snijplaat. Ze stelden zeven verschillende combinaties van snijsnelheid, voedingssnelheid en snedediepte samen en herhaalden die combinaties tweemaal: eenmaal bij droge lucht en eenmaal met koeling met vloeibare stikstof. Een warmtebeeldcamera observeerde de snijzone vanaf een vaste afstand om de maximumtemperatuur tijdens elke snede vast te leggen. Na elke bewerking mat een handzame ruwheidsmeter het oppervlak op drie punten en rapporteerde een gemiddelde ruwheidswaarde. Deze reeks metingen stelde het team in staat op gecontroleerde wijze te vergelijken hoe elke parameter en elke koelmethode zowel de hitte in de snijzone als de textuur van het afgewerkte oppervlak beïnvloedden.
Wat er gebeurt met warmte en oppervlaktegladheid
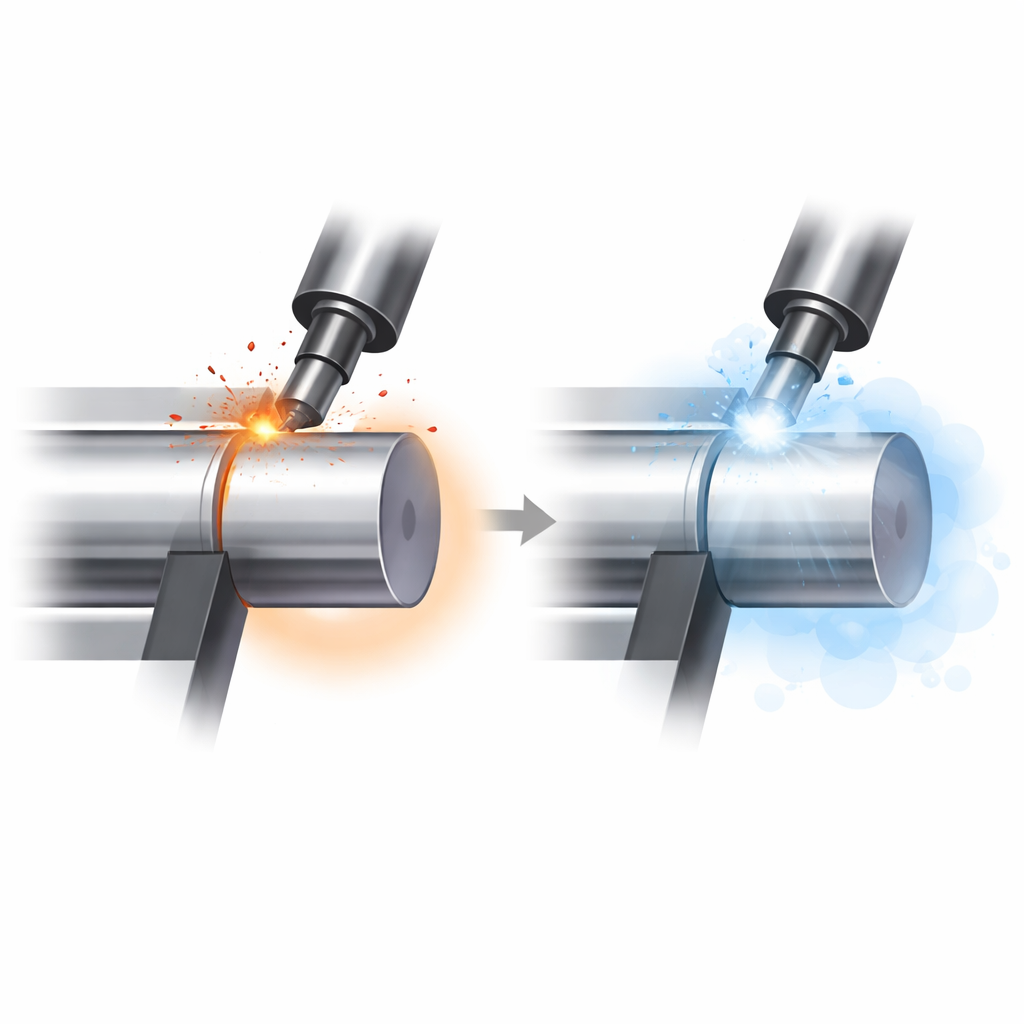
De resultaten toonden een duidelijk contrast tussen droog en cryogeen snijden. Onder droge omstandigheden zorgden hogere snijsnelheden en vooral grotere snededieptes voor een scherpe temperatuurstijging, in sommige gevallen boven 130 °C. Voedingssnelheid en snedediepte hadden ook de neiging de oppervlakteruwheid te vergroten, wat betekent dat de afgewerkte onderdelen meer uitgesproken microscopische pieken en dalen vertoonden. Ter vergelijking: wanneer vloeibare stikstof op het contact tussen gereedschap en werkstuk werd gespoten, daalde de temperatuur in de snijzone dramatisch, vaak met meer dan 50 °C, en bleef vrijwel constant zelfs wanneer snelheid, voeding of snedediepte werden veranderd. Deze koeling verbeterde in veel gevallen ook de oppervlaktekwaliteit, met name bij gematigde snelheden en lage voedingssnelheden, waar ruwheidswaarden duidelijk lager waren dan bij droog snijden.
Subtiele afwegingen bij extreme koude
De studie bracht ook complexer gedrag aan het licht bij bepaalde instellingen. Bij lage snijsnelheden onder cryogene koeling werd het oppervlak soms ruwere dan bij droog snijden. De auteurs suggereren dat zeer intense lokale bevriezing de manier waarop metaalspanen afbreken kan verstoren, waardoor ze onregelmatiger worden en het oppervlak meer kunnen beschadigen. Evenzo zorgden bij hoge voedingssnelheden en grotere snededieptes de combinatie van zwaar snijden en sterke koeling in cryogene modus voor toegenomen ruwheid, waarschijnlijk omdat dikkere spanen, grotere krachten en kouder, brosser materiaal leidden tot onstabiele spaanafvoer. Deze bevindingen laten zien dat hoewel koeling krachtig is, het niet automatisch bij elke instelling een gladder oppervlak garandeert; de snijparameters moeten nog steeds zorgvuldig worden gekozen.
Wat dit betekent voor onderdelen in de praktijk
Voor fabrikanten suggereert de studie dat het gebruik van vloeibare stikstof bij het draaien van AA7075-aluminium de snijtemperaturen aanzienlijk kan verlagen, verborgen schade in de oppervlaktelaag kan beperken en de gladheid kan verbeteren — factoren die samen de vermoeiingsduur en betrouwbaarheid van kritische componenten kunnen verlengen. Vloeibare stikstof heeft ook praktische voordelen: het verdampt tot onschadelijk stikstofgas, laat geen residu achter en vermijdt de afvalbehandelingsproblemen die bij traditionele vloeibare koelsmiddelen kunnen optreden. Het werk benadrukt echter ook dat cryogeen snijden geen universele oplossing is; de beste voordelen in zowel temperatuurregeling als oppervlaktekwaliteit worden bereikt door de koeling te combineren met goed gekozen snelheden, voedingen en snededieptes. Simpel gezegd, het artikel toont aan dat slim gebruik van extreme koude sterke, lichtgewicht aluminium onderdelen langer kan laten meegaan en veiliger kan laten presteren.
Bronvermelding: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Trefwoorden: cryogeen bewerken, koeling met vloeibare stikstof, oppervlakteruwheid, aluminiumlegering AA7075, draaiproces