Clear Sky Science · nl
Invloed van verspaningsparameters op de vermoeiingseigenschappen van gehard en getemperd 42CrMo-staal
Waarom de gladheid van metaal ertoe doet
Van windturbines tot hogesnelheidstreinen: veel kritische machines vertrouwen op stalen assen, bouten en tandwielen die miljoenen keren draaien of buigen tijdens hun levensduur. Deze onderdelen falen vaak niet door één spectaculaire overbelasting, maar geleidelijk, door kleine scheurtjes die bij elke spanningscyclus groeien. Deze studie bekijkt een veelgebruikt hogesterktestaal, bekend als 42CrMo, en stelt een praktische vraag met grote veiligheids- en kostengevolgen: hoe beïnvloedt de manier waarop we het metaal snijden en afwerken tijdens het verspanen de levensduur voordat deze onderdelen barsten en breken?
Hoe alledaags draaien verborgen zwaktes vormt
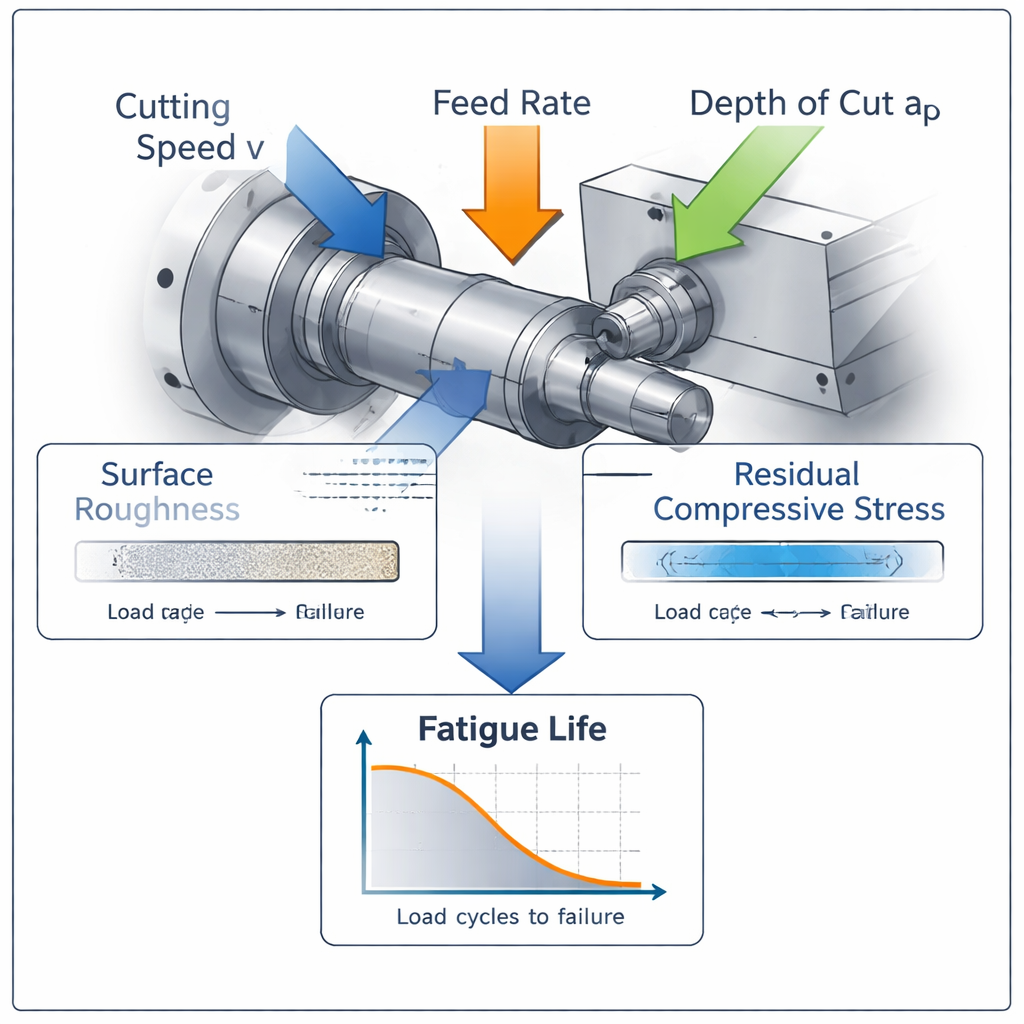
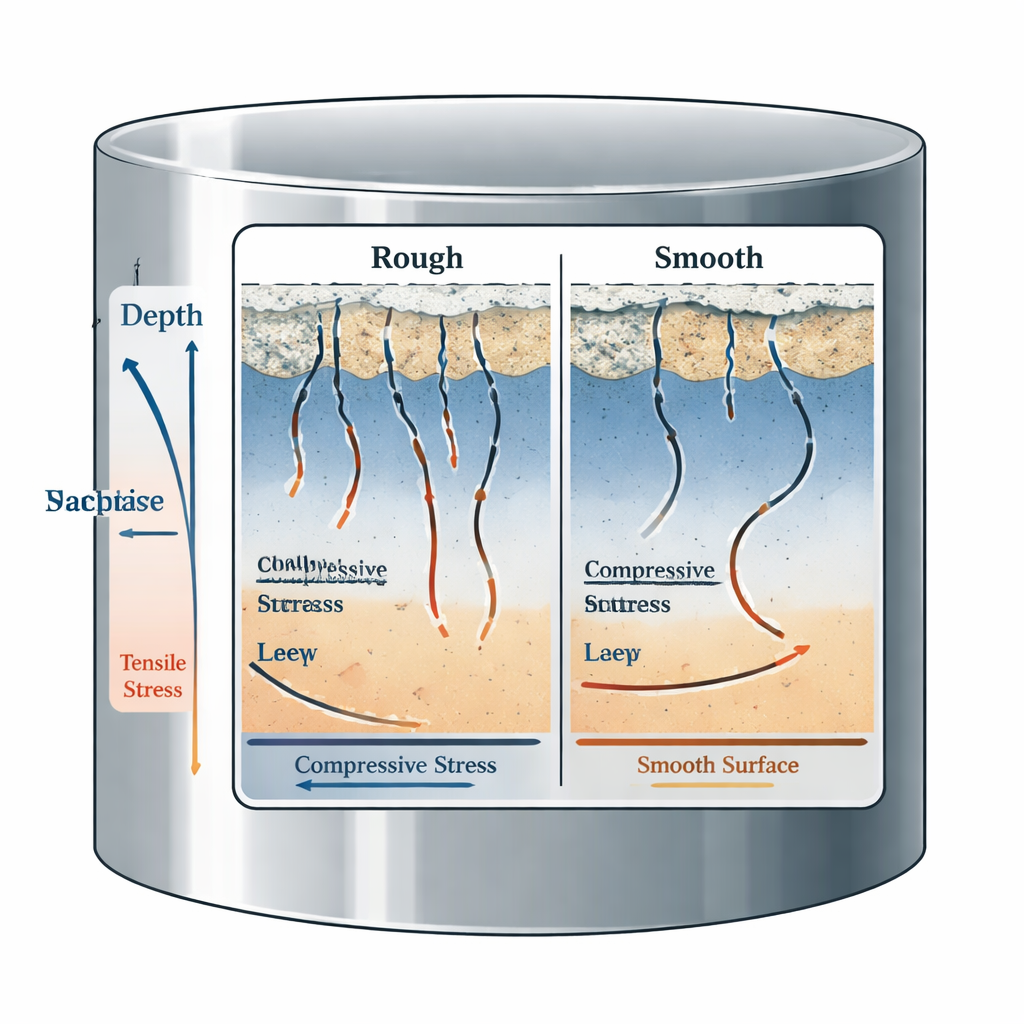
Voordat een stalen as in gebruik wordt genomen, wordt deze op een draaibank tot de eindvorm bewerkt. Daarbij kiezen fabrikanten drie belangrijke instellingen: hoe snel het gereedschap langs het werkstuk beweegt (voedingssnelheid), hoe snel het werkstuk draait (snijsnelheid) en hoe diep het gereedschap in het metaal snijdt (snedediepte). Deze keuzes beïnvloeden niet alleen de productiesnelheid; ze bepalen ook de oppervlakteafwerking en de interne spanningen die in de huid van het onderdeel vastliggen — kenmerken die samen de “oppervlakte-integriteit” vormen. Ruwere oppervlakken werken als kleine inkepingen waar scheuren kunnen beginnen, terwijl drukspanningen nabij het oppervlak als onzichtbare klemmen fungeren die die scheuren tegenhouden.
Staal testen onder realistische buigbelasting
De onderzoekers gebruikten gehard en getemperd 42CrMo-staal, een veelgebruikte keuze voor veeleisende componenten, en bewerkten proefstukken op een computergestuurde draaibank onder gecontroleerde natte (gesmeerde) snijomstandigheden. Ze varieerden snijsnelheid, voedingssnelheid en snedediepte één voor één en maten vervolgens twee cruciale uitkomsten: oppervlakte-ruwheid en de resterende drukspanningen in de buitenste laag, met een ruwheidsmeter en röntgentechnieken. Daarna kozen ze vier representatieve snijcombinaties en maakten speciale zandloper-vormige proefstukken, die vervolgens herhaaldelijk gebogen werden bij hoge spanningen totdat ze faalden. Zo kon het team bewerkingsomstandigheden direct koppelen aan vermoeiingslevensduur: het aantal cycli dat elk stuk kon weerstaan.
Wat een onderdeel langer laat meegaan
De experimenten toonden aan dat de voedingssnelheid sterk van invloed is op de ruwheid: een hogere voeding geeft meer uitgesproken gereedschapssporen en een ruwere afwerking. De snijsnelheid bleek daarentegen bijzonder belangrijk voor zowel ruwheid als het patroon van restspanningen. Binnen een matig bereik verminderde een hogere snijsnelheid, in combinatie met koelmiddel, trillingen en voorkwam aangroei op de snijkant, wat resulteerde in een gladder oppervlak en sterkere drukspanningen die dieper onder het oppervlak reikten. De snedediepte had een kleinere, meer subtiele invloed. Bij vergelijking van de vier geselecteerde snijinstellingen gaf de combinatie van relatief hoge snijsnelheid en lage voeding onderdelen met een zeer gunstig profiel: lage ruwheid, zeer hoge oppervlaktedrukspanningen en een diepe beschermende laag. Deze onderdelen gingen tot ongeveer 95.000 buigcycli mee — aanzienlijk meer dan onderdelen met ruwere oppervlakken of zwakkere drukspanningen.
De twee grote factoren afwegen: ruwheid en spanning
Om deze observaties in een praktisch ontwerphulpmiddel om te zetten, bouwden de auteurs een gecombineerde score die oppervlakte-ruwheid en resterende drukspanning mengt tot één “gewogen standaardwaarde.” Ze schaalden beide metingen naar een gemeenschappelijke 0–1 schaal en gaven vervolgens aan oppervlakte-ruwheid 35% invloed en aan resterende drukspanning 65%, conform hun vermoeden van het belang voor vermoeiingslevensduur. Deze score volgde nauwgezet hoe lang de proefstukken in de vermoeingstesten daadwerkelijk standhielden: monsters met de hoogste gewogen waarde vertoonden consequent de langste levensduur, en die met de laagste waarde faalden het snelst. Microscopische breukbeelden ondersteunden dit resultaat en toonden aan dat sterke drukspanningen en een diepe spanningsgradiënt de scheurgroei vertraagden, zelfs wanneer het oppervlak niet perfect glad was, terwijl een goede ruwheid op zichzelf de zwakke drukspanningen niet kon compenseren.
Wat dit betekent voor echte machines
Voor niet-specialisten is de boodschap helder: hoe je staal bewerkt kan even belangrijk zijn als welke staalsoort je kiest. Door bewerkingsinstellingen te kiezen die zowel een redelijk glad oppervlak als een sterke, diepe drukspanningslaag opleveren, kunnen fabrikanten de kleine scheuren die uiteindelijk tot falen leiden aanzienlijk vertragen. De gewogen scoringsmethode van de studie biedt ingenieurs een eenvoudige manier om deze twee effecten te balanceren bij het afstemmen van snijsnelheid, voedingssnelheid en snedediepte. In de praktijk betekent dit veiligere, duurzamere bouten, assen en tandwielen — zonder het materiaal te veranderen, eenvoudig door slimmer te verspanen.
Bronvermelding: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Trefwoorden: metaalmoeheid, bewerking, oppervlakteruwheid, restspanning, hogesterktestaal