Clear Sky Science · nl
Toepassing van een IEW-CRITIC-CoCoSo-methode gebaseerd op interval-waarde T-sferische fuzzy voor optimalisatie van procesparameters van 3D-geprinte gerecyclede polypropyleencomposieten
Van pandemisch afval naar bruikbare onderdelen
Miljarden wegwerpmaskers en andere textielproducten op basis van polypropyleen zijn sinds de COVID-19-pandemie als afval opgestapeld. Deze studie onderzoekt hoe dat afval kan worden omgezet in sterke, betrouwbare 3D-geprinte onderdelen en hoe een printer zodanig kan worden ingesteld dat gerecycled plastic kan concurreren met nieuw materiaal. Met een nieuw soort slimme besluitvormingswiskunde tonen de auteurs aan hoe ze de mechanische prestaties van glasvezelversterkt gerecycled polypropyleen maximaal kunnen benutten, waarmee de keten van kunststoffen wordt gesloten en 3D-printen praktisch bruikbaar blijft voor technische toepassingen.
Waarom gerecycled plastic slimme instellingen nodig heeft
Gerecycled polypropyleen afkomstig van afval van meltblown-stoffen, zoals lagen uit maskers, is aantrekkelijk omdat het goedkoop, licht en al wijdverspreid is. Maar gebruikt in standaard fused deposition modeling (FDM)-3D-printers lijdt het onder zwakke hechting tussen lagen en onstabiele vormen. Het toevoegen van korte glasvezels verbetert sterkte en stijfheid, wat een composiet oplevert die GF/RPP wordt genoemd. Toch hangt de uiteindelijke kwaliteit sterk af van de printerinstellingen: nozzle-temperatuur, laagdikte, hoe dicht het binnenste van het onderdeel is (infill-dichtheid) en de richtingen van de geprinte lijnen hebben allemaal verschillende invloed op sterkte, stijfheid en rekbaarheid. Het vinden van één parametercombinatie die alle drie eigenschappen tegelijk in balans brengt is verre van voor de hand liggend.
Ontwerpen van het materiaal en de testen
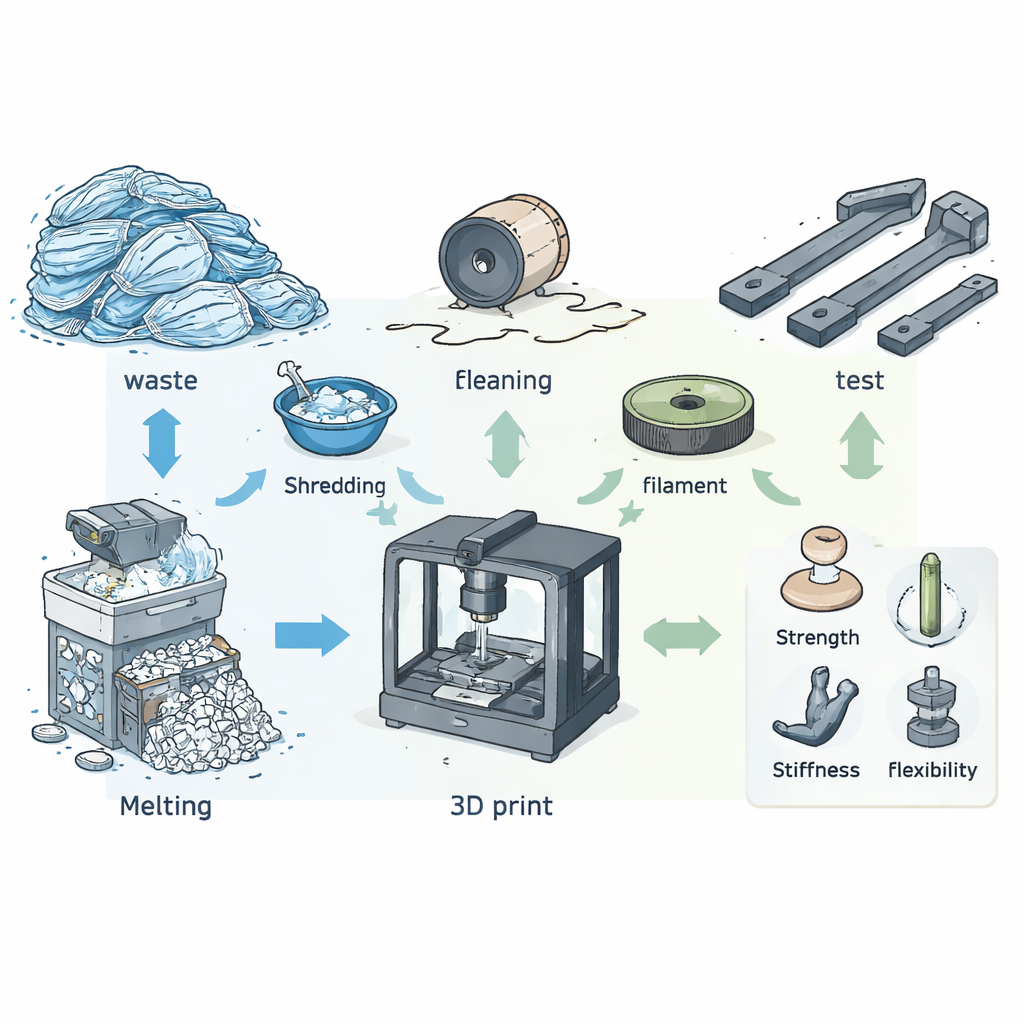
De onderzoekers begonnen met het omzetten van afval-meltblown polypropyleen naar pellets en vervolgens naar filament geladen met 30% glasvezel naar gewicht. Ze bevestigden dat dit composiet goed smelt en vloeit onder zijn degradatietemperatuur, waardoor het geschikt is voor extrusie-gebaseerd 3D-printen. Met een commerciële FDM-printer printten ze standaard proefstukken in de vorm van dog-bone onder negen verschillende combinaties van temperatuur (220, 240, 260 °C), laagdikte (0,1, 0,2, 0,3 mm) en infill-dichtheid (60, 80, 100%), en herhaalden die reeks bij drie rasterhoeken (0°, 45°, 90°). Elk monster werd onder trekbelasting getest om treksterkte, stijfheid (trekmodulus) en rek bij breuk te meten, waarmee werd vastgelegd hoe sterk, rigide en taai de onderdelen waren.
Nieuwe wiskunde om conflicterende doelen te balanceren
Aangezien sommige instellingen die de sterkte verhogen de rekbaarheid kunnen verminderen, gebruikte het team een multi-attribute decision-making (MADM)-kader om alle resultaten te wegen en te combineren. Ze werkten in een “fuzzy” context, waar elke meting niet als één scherpe waarde wordt behandeld maar als een bereik met graden van geloof, aarzeling en ongeloof — wat beter past bij ruwe experimenten. Hun interval-waarde T-sferische fuzzy-operator stelt hen in staat data van verschillende rasterhoeken en mechanische eigenschappen samen te voegen terwijl de invloed van afwijkende uitschieters wordt verminderd. Om te bepalen hoe belangrijk elke eigenschap moet zijn, combineerden ze deskundig oordeel met een objectieve maat voor hoeveel elke eigenschap varieert en in conflict is met de anderen. Tenslotte gebruikten ze een rangschikkingsprocedure genaamd CoCoSo om de negen parametercombinaties te scoren en te ordenen, met als doel het beste algehele mechanische gedrag in plaats van alleen het hoogste enkele getal.
Hoe de optimale printinstellingen eruitzien
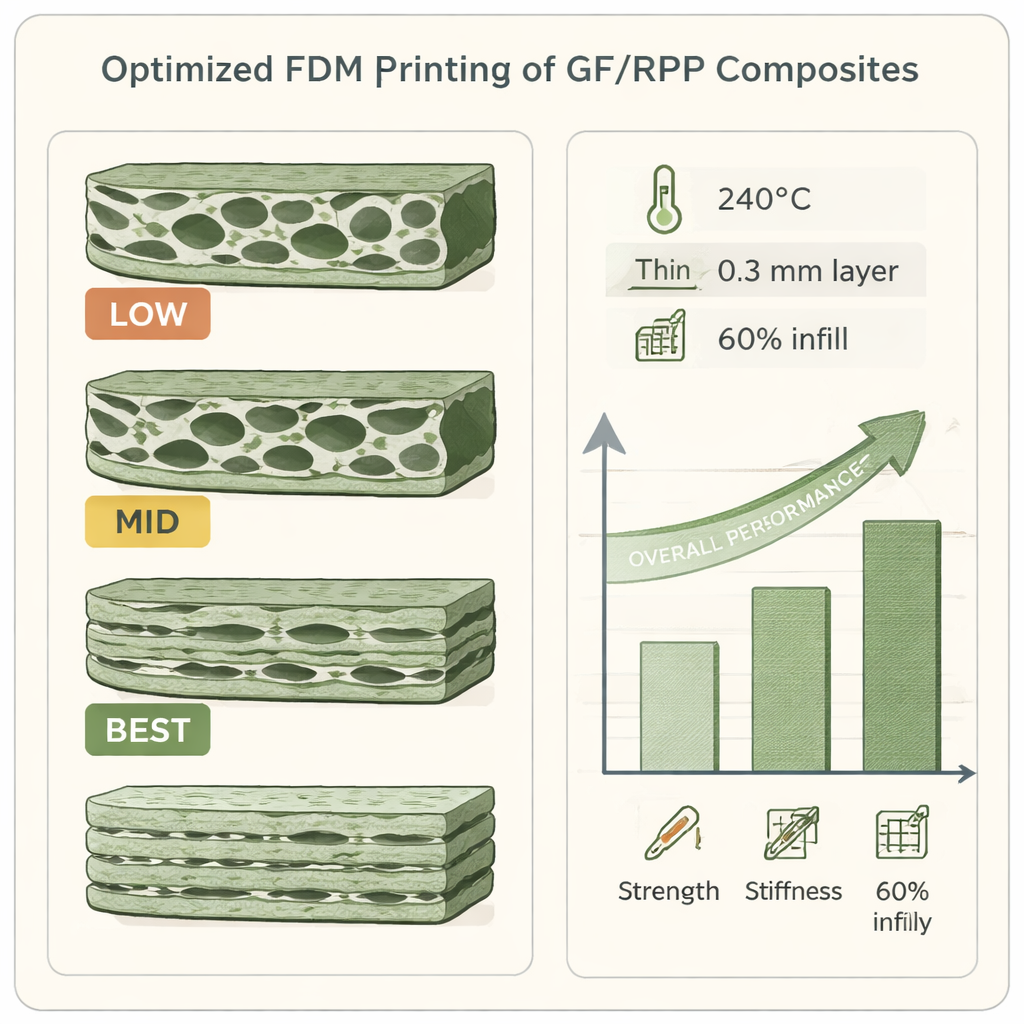
De gecombineerde analyse wees duidelijk één winnende samenstelling aan: een printtemperatuur van 240 °C, een laagdikte van 0,3 mm en 60% infill-dichtheid. Deze combinatie, aangeduid als schema M6, leverde ongeveer 10,7% betere algehele mechanische prestaties dan de andere geteste instellingen. Bij 240 °C smelt het materiaal voldoende om lagen goed te laten versmelten zonder te verbranden; dikkere lagen vergroten het contactoppervlak tussen lagen en verminderen interne holtes; en een matige infill-dichtheid biedt goede ondersteuning zonder te veel interne spanningen te introduceren. Microscopie van gebroken proefstukken ondersteunde de cijfers: optimaal geprinte onderdelen toonden dichte, goed gefuseerde lagen en glasvezels die goed in het plastic waren verankerd, terwijl slechtere instellingen gaten, uitgetrokken vezels en grote holtes lieten zien die het onderdeel verzwakken.
Wat dit betekent voor groener 3D-printen
In eenvoudige bewoordingen laat de studie zien dat met de juiste instellingen gerecycled maskermateriaal dat met glasvezels is versterkt, een betrouwbare grondstof kan worden voor 3D-printen van structurele onderdelen. In plaats van één eigenschap tegelijk te optimaliseren, helpt het fuzzy besluitvormingskader van de auteurs fabrikanten bij het afstemmen van printers voor een gebalanceerde mix van sterkte, stijfheid en flexibiliteit onder onzekerheid. Buiten dit specifieke composiet kan dezelfde wiskundige toolkit de parameterselectie voor andere gerecyclede kunststoffen en geavanceerde materialen sturen, waardoor het eenvoudiger wordt groenere, hoogpresterende 3D-geprinte producten te ontwerpen.
Bronvermelding: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Trefwoorden: 3D-printen, gerecycled polypropyleen, glasvezelcomposieten, procesoptimalisatie, fuzzy besluitvorming