Clear Sky Science · nl
Geïntegreerde beoordeling van gereedschapsverslijting, spanvorming, oppervlakte-integriteit en energieverbruik bij duurzaam frezen van Inconel 718
Waarom koeling belangrijk is bij het bewerken van hardnekkige metalen
Van straalmotoren tot energiecentrales: veel kritieke onderdelen worden gefabriceerd uit een extreem taai metaal genaamd Inconel 718. De sterkte ervan bij zeer hoge temperaturen maakt het ideaal voor zware omstandigheden, maar zorgt er ook voor dat het berucht moeilijk en kostbaar te bewerken is. Deze studie stelt een praktische vraag voor zowel de industrie als het milieu: kunnen we dit lastige metaal zo verspanen dat er minder energie wordt verbruikt, gereedschappen minder snel verslijten en toch een glad en betrouwbaar oppervlak overblijft — terwijl ook de hoeveelheid snijvloeistof die schadelijk kan zijn voor werknemers en het milieu wordt verminderd?

Een hardnekkig metaal voor extreme toepassingen
Inconel 718 is een nikkelgebaseerde superlegering die zijn sterkte behoudt van zeer lage temperaturen tot bijna 1000 °C. Daarmee is het perfect voor vliegtuigmotoren, leidingen onder hoge druk en defensietoepassingen, waar falen geen optie is. Maar juist die voordelen veroorzaken problemen in de werkplaats. Bij het verspanen krijgt het snijgereedschap enorme krachten en warmte te verduren die meer dan 1100 °C kunnen bereiken. Het metaal voert warmte slecht af en heeft de neiging aan het gereedschap te kleven, waardoor gereedschappen snel verslijten, oppervlakken ruw worden en productiekosten stijgen. Tegelijkertijd kunnen traditionele vloeibare koelmiddelen, gebruikt om die hitte te beteugelen, gezondheids- en milieurisico’s opleveren bij grootschalig gebruik.
Vier manieren om het snijgebied te koelen en te smeren
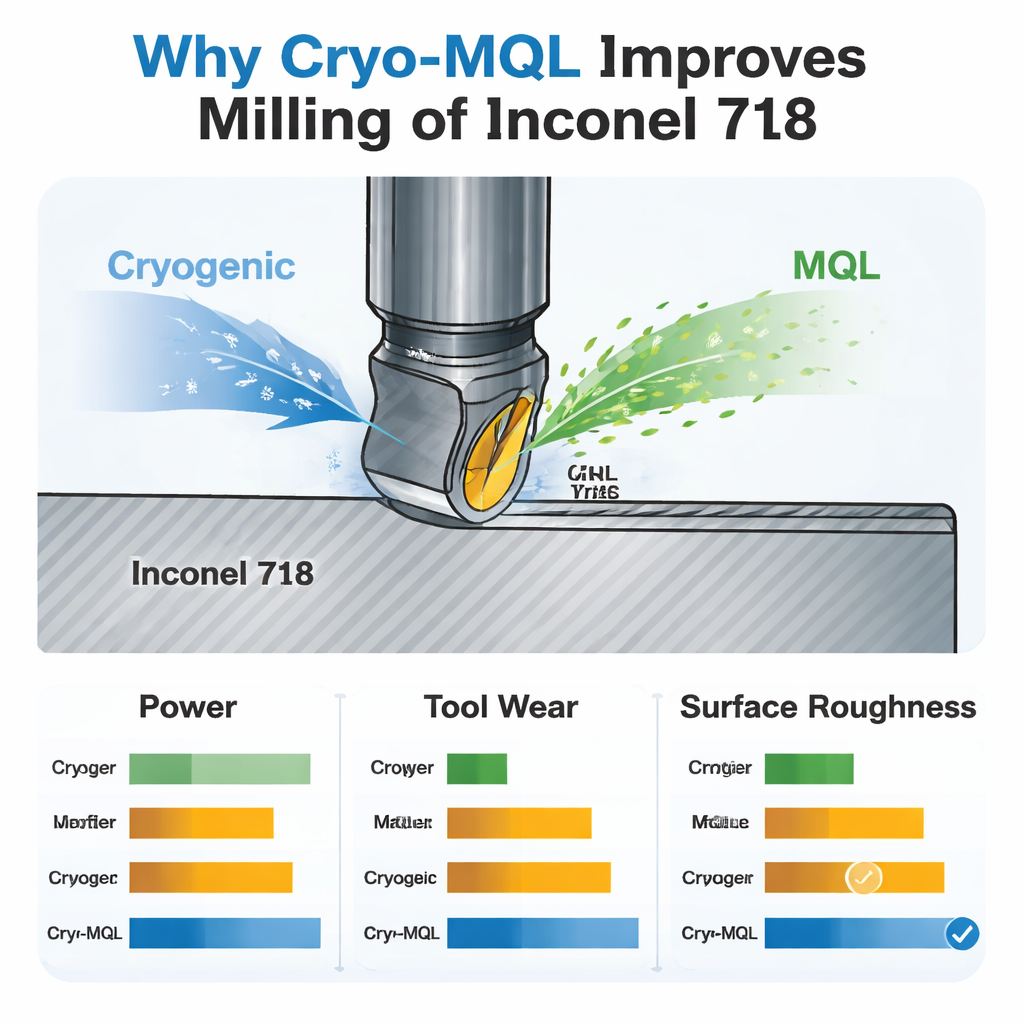
De onderzoekers vergeleken vier verschillende methoden om het snijgebied te koelen en te smeren tijdens het frezen van Inconel 718 op een CNC-machine. Bij droog snijden wordt helemaal geen vloeistof gebruikt. Minimum Quantity Lubrication (MQL) vernevelt slechts een fijne olienevel en gebruikt daardoor veel minder vloeistof dan conventionele onderdompeling. Cryogene koeling levert een zeer koude gas- of vloeistofstroom, zoals vloeibare stikstof, om het snijgebied te koelen. Ten slotte combineert een hybride aanpak, Cryo-MQL, zowel de koude straal als de olienevel. Met deze vier methoden voerde het team proeven uit bij drie snijsnelheden, terwijl de voedingssnelheid en snedediepte constant werden gehouden. Ze maten hoeveel elektrische energie de machine verbruikte, hoe snel de gereedschappen versleten, hoe glad de afgewerkte oppervlakken waren en hoe de kleine gekrulde spanen van vorm veranderden.
Energiegebruik, oppervlaktesoepelheid en gereedschapslevensduur
De resultaten tonen aan dat de keuze van koelmethode sterk van invloed is op het verspaningsgedrag. Droog snijden verbruikte altijd het meeste vermogen en veroorzaakte de ernstigste gereedschapsverslijting, inclusief afbrokkeling aan de snijkant en diepe schade op het gereedschapsoppervlak. MQL verminderde wrijving en liet gereedschappen langer meegaan dan bij droog snijden, maar de beperkte koelcapaciteit werd bij hogere snelheden een nadeel. Pure cryogene koeling beschermde de oppervlakteruwheid goed bij lage snelheden en verlaagde de gereedschapstemperaturen bij hoge snelheden, maar kon ook plotselinge temperatuurschokken veroorzaken die kleine kraters in het gereedschap achterlieten. De hybride Cryo-MQL-aanpak bood consequent de beste balans: bij lage snelheden verminderde het het energieverbruik met ongeveer 10 procent vergeleken met droog snijden, en bij alle snelheden hield het de gereedschapsverslijting op de laagste niveaus door zowel het gereedschap te koelen als een stabiele smeerfilm tussen gereedschap en spaander te vormen.
Wat de kleine spanen onthullen
De studie onderzocht ook de vorm en breuk van de spanen, die als vingerafdrukken laten zien wat er in het snijgebied gebeurt. Naarmate de snijsnelheid toenam, neigden spanen ertoe zaagtandpatronen te vormen, een teken dat het materiaal zich in korte uitbarstingen vervormt langs smalle zones van intense schuifspanning en hitte. Onder droge en eenvoudige MQL-condities werden deze spanen vaak sterk getand en onregelmatig, wat duidt op onstabiel snijden en hoge thermische belastingen. Cryogene koeling maakte de zaagtanden scherper doordat het metaal bij lage temperaturen brosser werd. Onder Cryo-MQL werden de spanen echter over het algemeen regelmatiger en beter beheersbaar, wat wijst op een stabielere balans tussen temperatuur, wrijving en materiaalkracht. Dit spaangedrag weerspiegelde de metingen van gereedschapsverslijting en energieverbruik en versterkte de conclusie dat de hybride methode het snijproces temt.
Betekenis voor schonere, goedkopere verspaning
Voor fabrieken die Inconel 718 moeten bewerken, wijzen deze bevindingen op een praktisch pad voorwaarts. Het inzetten van gereedschappen onder hybride Cryo-MQL-condities kan de energievraag verlagen, de gereedschapslevensduur verlengen en een goede oppervlaktekwaliteit behouden, terwijl slechts een kleine hoeveelheid smeermiddel wordt gebruikt. Dat betekent minder gereedschapswissels, minder afval en een verminderde afhankelijkheid van grote hoeveelheden conventionele snijvloeistoffen. Simpel gezegd: het combineren van zeer koude koeling met een fijne olienevel stelt fabrikanten in staat dit hardnekkige metaal zachter en efficiënter te bewerken, wat zowel kostenbesparing als schonere, duurzamere productie ondersteunt.
Bronvermelding: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Trefwoorden: Bewerking van Inconel 718, cryogene koeling, minimumhoeveelheid smering, gereedschapsverslijting, duurzame productie