Clear Sky Science · nl
Optimalisatie van wrijvingsroerlassen voor verschillende aluminiumlegeringen AA2014 en AA5052
Sterkere lichtgewicht metalen voor auto’s en vliegtuigen
Van elektrische auto’s tot vliegtuigen en schepen willen fabrikanten metalen onderdelen die zowel licht als sterk zijn. Aluminium voldoet goed aan deze eis, maar het verbinden van verschillende aluminiumsoorten zonder verzwakking blijkt verrassend lastig. Deze studie laat zien hoe ingenieurs een vastestaatproces genaamd wrijvingsroerlassen (friction stir welding) kunnen verfijnen zodat twee zeer verschillende aluminiumlegeringen, AA2014 en AA5052, een sterke, betrouwbare verbinding vormen die geschikt is voor veeleisende constructies.
Hoe een draaiend gereedschap metaal verbindt zonder het te smelten
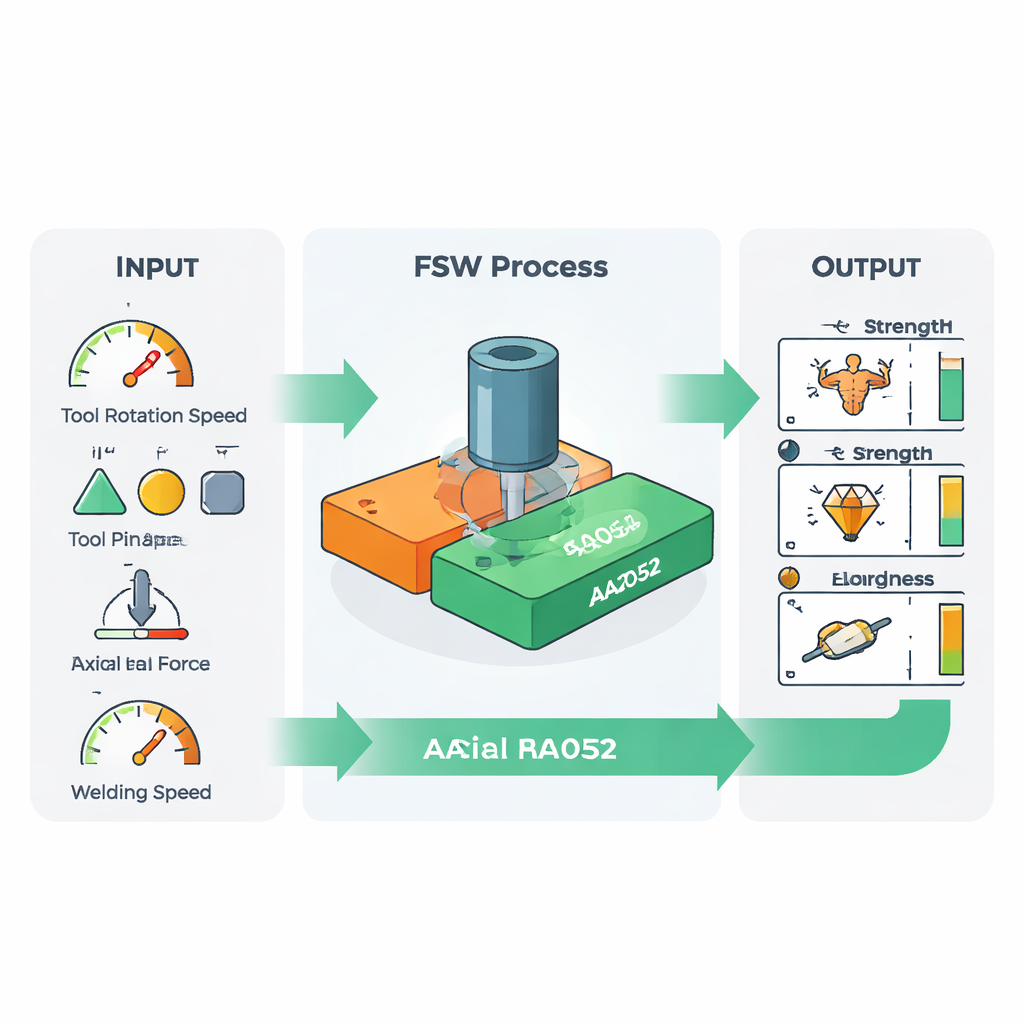
Wrijvingsroerlassen werkt meer als kneden dan als traditioneel smelten en samenvoegen. Een hard roterend gereedschap wordt in de naad tussen twee metalen platen gedrukt en langs de verbinding bewogen. De wrijving maakt het metaal zacht, maar smelt het niet, zodat het geroerd en gesmeed kan worden tot een solide binding. Dit voorkomt veel van de problemen van gangbare lasmethoden, zoals poriën, scheuren en vervorming. In deze studie richtten de auteurs zich op vier cruciale instellingen: hoe snel het gereedschap draait, de vorm van de pin (driehoek, cirkel of vierkant), de axiale druk en de voortgangssnelheid langs de naad. Ze wilden onderzoeken hoe deze knoppen de uiteindelijke sterkte, rekbaarheid en hardheid van de las tussen een hoogsterkte, warmtebehandelbare legering (AA2014) en een meer corrosiebestendige legering (AA5052) beïnvloeden.
Met slimme statistiek de beste instellingen vinden
Het testen van elke mogelijke combinatie van laseigenschappen zou traag en duur zijn. In plaats daarvan gebruikte het team een statistische strategie genaamd response surface methodology gecombineerd met een Box–Behnken-ontwerp. Dit leidde tot 29 zorgvuldig gekozen experimenten die efficiënt in kaart brachten hoe de vier procesvariabelen vier belangrijke uitkomsten beïnvloeden: uiteindelijke treksterkte (hoeveel belasting de verbinding kan dragen voordat deze breekt), vloeigrens (wanneer het permanent begint te vervormen), rek (hoeveel het kan uitrekken) en microhardheid (weerstand tegen indrukking). Vervolgens gebruikten ze een "desirability"-functie om naar één compromisset parameters te zoeken die sterkte en hardheid hoog houdt zonder te veel taaiheid op te offeren.
Hoe de geoptimaliseerde las er van binnen uitziet
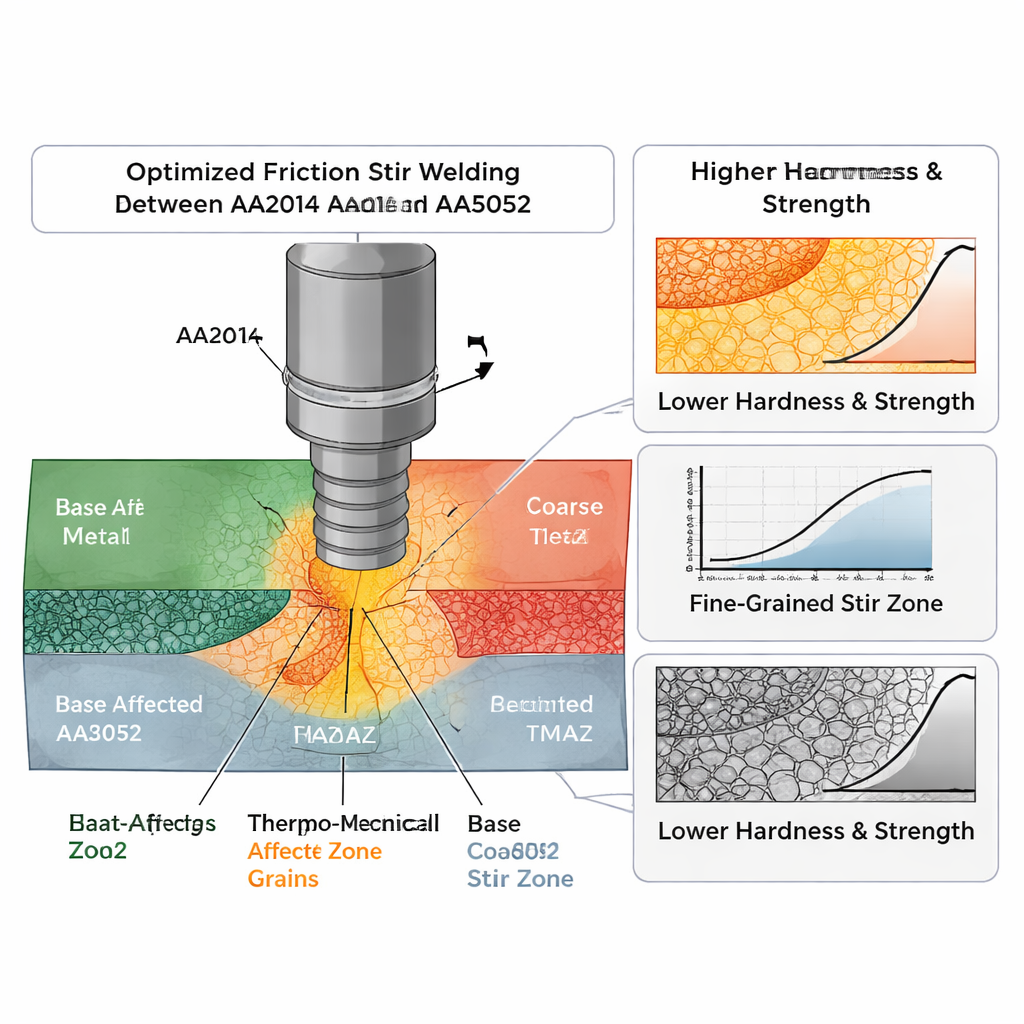
Het beste compromis dat ze vonden gebruikte een matig hoge gereedschapsdraaisnelheid (ongeveer 1880 omwentelingen per minuut), een pin met vierkante vorm, een relatief hoge axiale belasting van 10 kN en een middel-hoog laseffect met een voortgangssnelheid van ongeveer 17,6 mm per minuut. Onder deze omstandigheden bereikte de verbinding ongeveer 258 MPa treksterkte en 197 MPa vloeigrens, met een hardheid net boven 100 op de Vickers-schaal en een rek van ongeveer 4,4%. Zorgvuldige microscopische studies onthulden waarom: in de centrale 'stir zone' zijn de aluminiumkorrels zeer fijn en bijna gelijkasig, en zijn kleine versterkende deeltjes gelijkmatig verspreid. Deze fijne, uniforme structuur is kenmerkend voor volledige dynamische recrystallisatie — het metaal is tijdens het roeren op microscopisch niveau effectief opnieuw gevormd.
Wat er gebeurt als de instellingen niet goed zijn
Om de nadelen van slechte instellingen te tonen, vergeleken de onderzoekers een ondergeoptimaliseerde las die werd gemaakt bij lagere gereedschapssnelheid met een cirkelvormige pin en lagere axiale druk. Die verbinding toonde grovere korrels, samengeklonterde harde deeltjes en zelfs tunnelachtige holtes waar materiaal er niet in slaagde achter het gereedschap op te vullen. Niet verrassend waren de sterkte en hardheid lager, en brakvlakken van trekproeven toonden grotere, ongelijkmatige putjes en tekenen van vroegtijdig falen. Ter vergelijking brak de geoptimaliseerde las met veel kleine, uniforme putjes — bewijs van een meer ductiele, energieabsorberende breuk die direct verband houdt met de verfijnde, defectvrije microstructuur en een gunstiger hardheidsprofiel over de las.
Waarom dit belangrijk is voor echte structuren
Voor ontwerpers van auto’s, vliegtuigen en schepen is de boodschap duidelijk: wrijvingsroerlassen kan betrouwbare verbindingen maken tussen verschillende aluminiumlegeringen, maar alleen als het proces zorgvuldig wordt afgestemd. Door geplande experimenten te combineren met statistische modellering identificeert deze studie een specifiek recept van gereedschapssnelheid, vorm, druk en voortgangssnelheid dat een sterke, harde maar nog steeds redelijk taaie verbinding tussen AA2014 en AA5052 oplevert. De geoptimaliseerde las voorkomt interne defecten en bereikt een gebalanceerde set eigenschappen zonder nabehandeling door warmtetherapie, en biedt zo een praktische route naar lichtere, efficiëntere constructies die beter gebruikmaken van gemengde legeringsontwerpen.
Bronvermelding: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Trefwoorden: wrijvingsroerlassen, aluminiumlegeringen, lasoptimalisatie, lichtgewicht constructies, microstructuur