Clear Sky Science · nl
Modelleer- en experimentele studie van snijkrachten van een bolneusfrees met variabele spoed bij vijfassig frezen
Waarom soepeler metaal snijden ertoe doet
Van straalmotoren tot ruimtevaartuigen: veel moderne machines zijn afhankelijk van metalen onderdelen met vloeiende, gebogen vormen en dunne wanden. Deze onderdelen moeten uit taaie legeringen worden gesneden, maar elke kleine trilling of overmatige kracht tijdens het bewerken kan sporen achterlaten, het materiaal verzwakken of de levensduur verkorten. Deze studie pakt een praktisch vraagstuk aan dat centraal staat in geavanceerde productie: hoe kunnen we de krachten op een speciaal type snijgereedschap — een bolneusfrees met variabele spoed — voorspellen, zodat deze complexe onderdelen sneller, nauwkeuriger en met minder risico op schadelijke chatter kunnen worden bewerkt?
Een nieuwe blik op een bekend snijgereedschap
Bolneusfrezen zijn veelgebruikte gereedschappen waarvan de afgeronde punten vloeiende oppervlakken kunnen volgen die platte gereedschappen moeilijk bereiken. Maar die ronde vorm maakt hun gedrag ook lastig te voorspellen. De snijsnelheid verandert van nul bij de punt tot een maximum aan de zijkanten, en in meerassige machines kantelt en draait het gereedschap voortdurend. Bovendien richt deze studie zich op ‘variabele spoed’-gereedschappen, waarbij de afstand tussen aangrenzende snijkanten opzettelijk ongelijk is. Deze onregelmatige verdeling helpt trillingen te doorbreken, maar maakt ook complexer hoe krachten zich tijdens het snijden opbouwen. Om hiermee om te gaan bouwen de auteurs een gedetailleerd wiskundig model dat de geometrie en beweging van zo’n gereedschap koppelt aan de krachten die het in reëel frezen genereert.
Het onzichtbare contact tussen gereedschap en metaal in kaart brengen
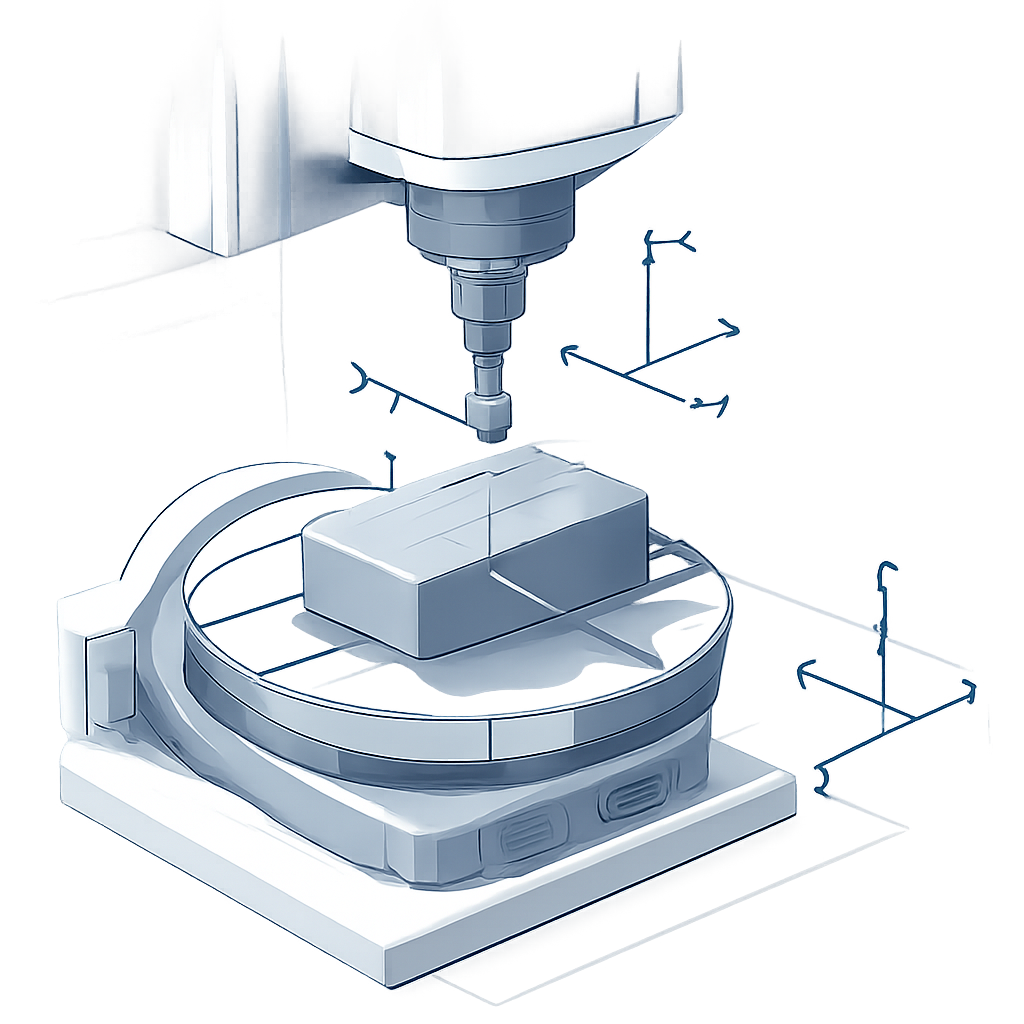
Centraal in het werk staat een zorgvuldige beschrijving van hoe de snijkant daadwerkelijk het metaal raakt. De auteurs definiëren verschillende coördinatenstelsels: één verbonden aan de machine, één aan het werkstuk, één aan het gereedschap en één die de voerrichting volgt. Met deze referentiekaders beschrijven ze precies waar elk klein segment van de snijkant zich op ieder moment in de ruimte bevindt. In plaats van te proberen een volledig driedimensionale, bewegende contactzone direct te volgen — wat extreem complex zou zijn — projecteren ze het aangrijpingsgebied op een vlak dat loodrecht op de as van het gereedschap staat. Deze slimme vereenvoudiging stelt hen in staat voor elk microscopisch stukje van de snijkant de hoeken te bepalen waarop het het materiaal binnentreedt en verlaat en hoe diep het insnijdt.
Krachten opbouwen uit kleine stukjes
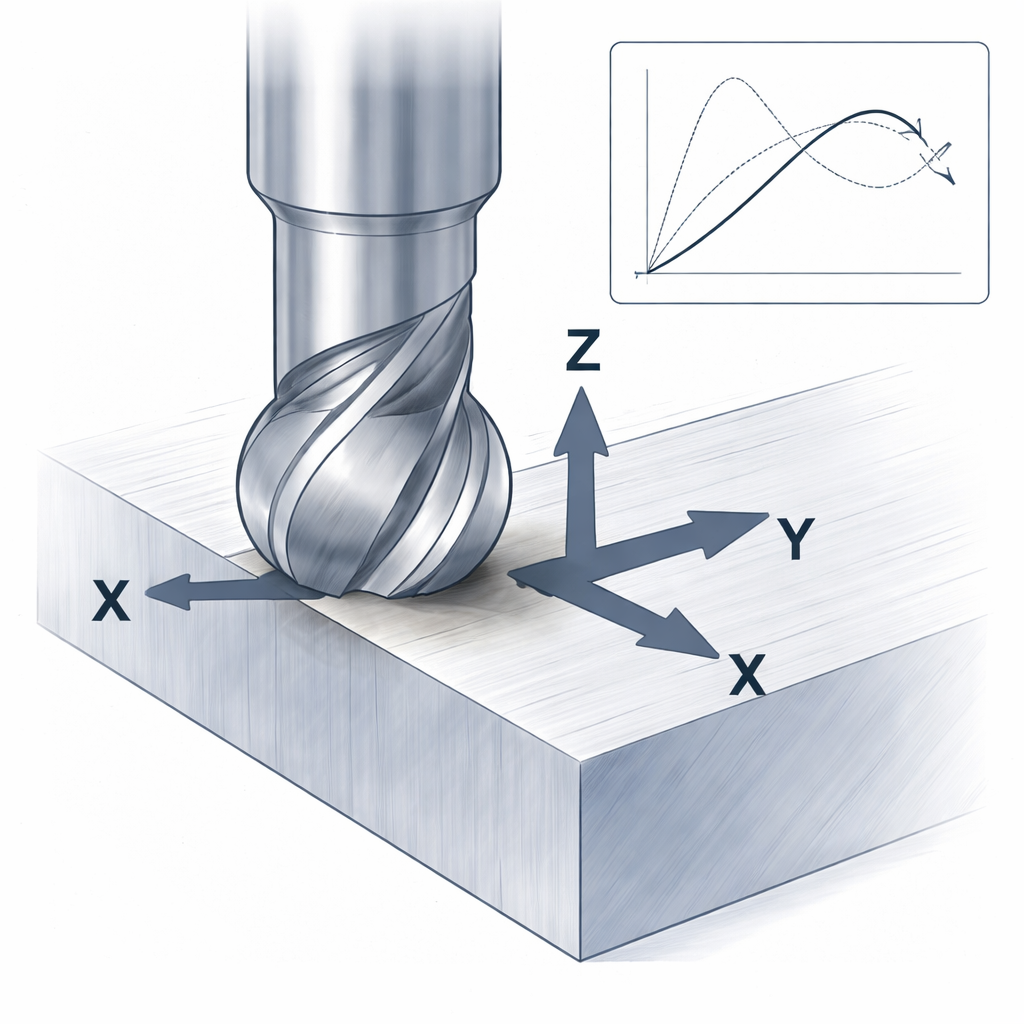
Zodra het contact bekend is, behandelt de studie de snijkant als een stapel zeer kleine elementen langs de as van het gereedschap. Voor elk element berekent het model hoe dik de spanen zullen zijn en hoe lang dat stukje snijkant is. De lokale snijkracht wordt vervolgens opgesplitst in twee delen: één van het schuiven (shearing) van het metaal en één van een kleinere ‘ploeg’-werking doordat de rand schuurt en duwt. Deze elementaire krachten worden uitgedrukt langs drie richtingen — tangentiëel, radiaal en axiaal — en vervolgens omgezet naar de X-, Y- en Z-richtingen van het gereedschap en opgeteld over de hele snijkant. Omdat gereedschappen met variabele spoed niet op elk tandje dezelfde voedingscondities hebben, past het model ook de spaandikte per tand aan, waarmee wordt vastgelegd hoe onregelmatige tussenruimtes het krachtpatroon herschikken en helpen trillingen te dempen.
Van vergelijkingen naar echte titaniumspanen
Een model is pas nuttig als het overeenkomt met de werkelijkheid, dus het team voerde gecontroleerde freesproeven uit op platen van een titaniumlegering — een materiaal dat veel in de luchtvaart wordt gebruikt vanwege zijn sterkte en hittebestendigheid. Met een vier-tands variabele-spoed bolneusfrees op een vijfassige machine maten ze krachten in drie richtingen met een precieze krachtensensor terwijl ze de snedediepte en voeding per tand varieerden. In plaats van de gebruikelijke volgroefbewerkingen gebruikten ze ondiepe passen die lijken op echte afwerkoperaties, waarbij vaak maar één tand tegelijk snijdt. Uit deze metingen haalden ze gemiddelde krachten voor elke individuele tand en gebruikten die om de onbekende snijkrachtcoëfficiënten in hun vergelijkingen te kalibreren, zodat het model zich aan het werkelijke gedrag van gereedschap en materiaal kon aanpassen.
Hoe goed de voorspellingen standhouden
Met de gekalibreerde coëfficiënten voerden de auteurs simulaties uit onder dezelfde snijcondities als de experimenten en vergeleken voorspelde en gemeten krachten direct met elkaar. De golfvormen, pieken en dalen in alle drie de richtingen kwamen sterk overeen, en een gedetailleerde foutanalyse toonde aan dat de afwijking maximaal 6,74 procent was. Dit nauwkeurigheidsniveau is voldoende voor praktische taken zoals het kiezen van veilige snijparameters, het vermijden van chatter en het optimaliseren van gereedschapsontwerp. De studie toont ook hoe het veranderen van de kantelhoeken van het gereedschap het contactgebied hertekent en verschuift waar langs de bolneus de belasting wordt gedragen, wat procesplanners een intuitiever beeld geeft.
Wat dit betekent voor toekomstig frezen
Voor niet-specialisten is de conclusie dat dit werk een op wetenschap gebaseerde manier biedt om te voorspellen wat een complex snijgereedschap zal doen voordat er daadwerkelijk metaal wordt gesneden. Door geometrisch inzicht, de fysica van spanenvorming en gerichte experimenten te combineren, hebben de auteurs een krachtenmodel ontwikkeld dat is toegesneden op bolneusfrezen met variabele spoed in meerassige afwerking. Dit kan fabrikanten helpen machines zwaarder te belasten zonder concessies te doen aan oppervlaktekwaliteit, de opzet door proef en fout te verkorten en gereedschappen en gereedschapspaden te ontwerpen die trillingen onder controle houden. Op de lange termijn ondersteunen dergelijke modellen een betrouwbaardere productie van lichte, hoogpresterende onderdelen die in vliegtuigen, turbines en andere veeleisende technologieën worden toegepast.
Bronvermelding: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Trefwoorden: vijfassig frezen, frezen met variabele spoed, bolneusfrezen, modellering van snijkrachten, titanium bewerking