Clear Sky Science · nl
Data-driven optimalisatie van bewerkingsparameters voor Hastelloy C276 met PSO- en TLBO-kaders
Waarom dit taaie metaal ertoe doet
Van straalmotoren tot chemische reactors: veel kritieke systemen vertrouwen op metalen die extreme hitte en agressieve chemicaliën kunnen weerstaan. Hastelloy C276 is een van deze “super” legeringen, maar door zijn taaiheid is het berucht moeilijk en duur om tot precieze onderdelen te bewerken. Deze studie onderzoekt hoe je dit hardnekkige metaal schoner, goedkoper en duurzamer kunt verspanen door geavanceerde koelmethoden te combineren met slimme computeroptimalisatie.
Vier manieren om het snijproces koel te houden
De onderzoekers concentreerden zich op een freesproces, waarbij een draaiend gereedschap een vlak oppervlak uit een blok Hastelloy C276 snijdt. Ze vergeleken vier verschillende manieren om de snijzone te koelen en te smeren: helemaal geen vloeistof (droog bewerken), een fijne olieverstuiving met minimale hoeveelheid vloeistof (minimumhoeveelheid smering, of MQL), diezelfde verstuiving verrijkt met kleine keramische deeltjes (nano-MQL), en een straal van zeer koude kooldioxide (cryogene CO₂). Met een gestructureerde set van 16 zorgvuldig geplande proeven varieerden ze de snijsnelheid en de materiaaldoorvoer per omwenteling. Voor elke proef maten ze vier praktische uitkomsten die op de werkvloer tellen: de gladheid van het afgewerkte oppervlak, de kracht die nodig is om te snijden, hoe snel het gereedschap verslijt, en hoe heet de snijzone wordt. 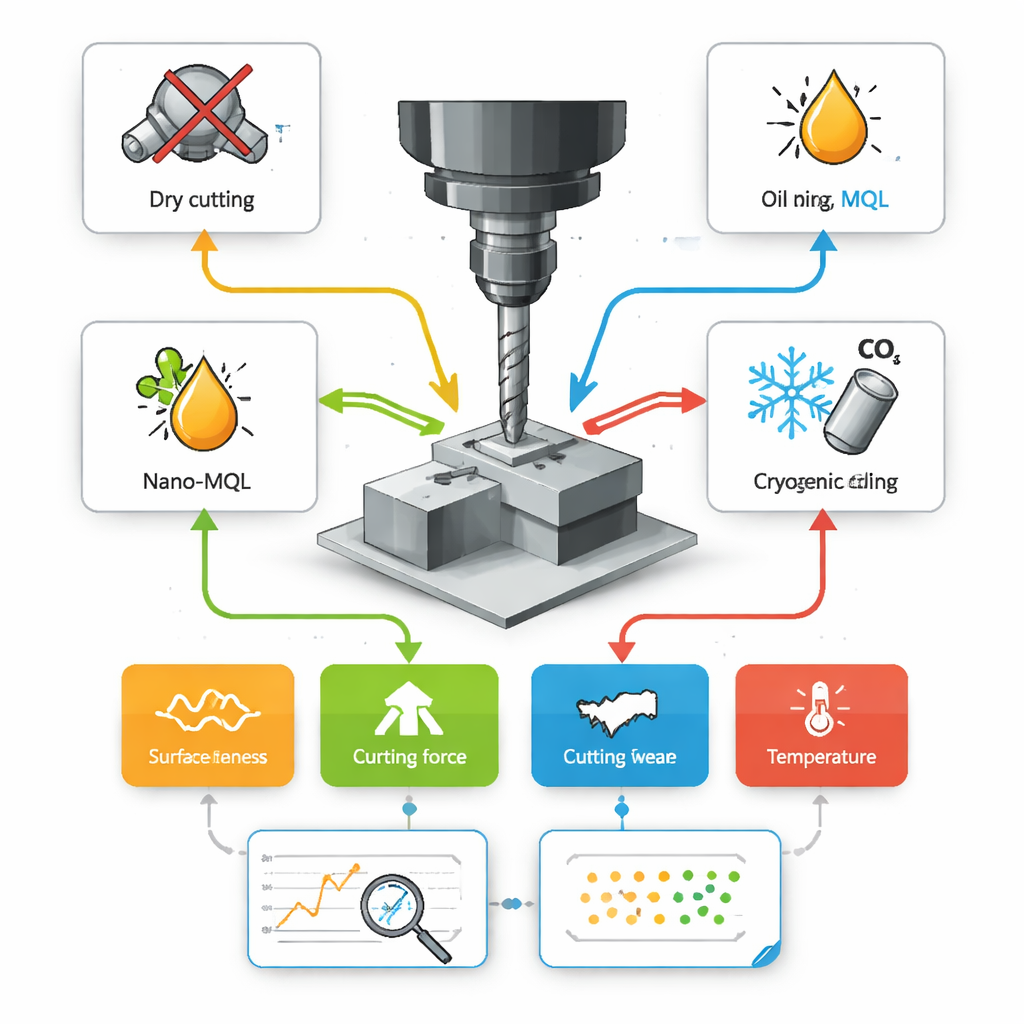
Wat er met het gereedschap en het oppervlak gebeurt
Zoals verwacht leidde het zwaarder belasten van het proces met hogere snelheden en grotere voedingen vaak tot hogere snijkrachten, hogere temperaturen en sneller gereedschapsslijtage. Microscopische beelden toonden dat kleine fragmenten van de legering aan de snijkant vastplakten en vervolgens afscheurden, een proces dat adhesieve slijtage wordt genoemd, terwijl harde deeltjes in de legering het gereedschap als schuurpapier krasten en abrassieve slijtage veroorzaakten. Deze beschadigingsvormen traden onder alle omstandigheden op, maar waren veel minder ernstig bij gebruik van cryogene CO₂-koeling. De koude CO₂-sneeuw die op de gereedschap–spaneninterface neerkwam, trok snel warmte weg en verminderde de neiging van het metaal om aan het gereedschap te lassen. Dit vertraagde niet alleen de gereedschapsslijtage maar hielp ook een scherper snijvlak te behouden, wat op zijn beurt een gladder oppervlak op het onderdeel opleverde.
Hoe koelingskeuzes krachten en hitte veranderen
De studie toonde aan dat droog bewerken de slechtste resultaten gaf: ruwe oppervlakken, hoge snijkrachten en zeer hete gereedschappen. MQL en nano-MQL verbeterden de smering en gaven matige verminderingen in wrijving en temperatuur, maar werden beperkt door hoe goed de oliedruppels de krappe ruimte konden bereiken waar gereedschap en spaanders elkaar ontmoeten. De cryogene CO₂-optie stak er met kop en schouders bovenuit. In vergelijking met droog bewerken verminderde het de oppervlakte-ruwheid en de snijkracht met ongeveer 30–40% en verlaagde het de temperaturen en gereedschapsslijtage aanzienlijk. De verklaring ligt in de manier waarop hogedruk-CO₂ door een kleine nozzle uitzet en verandert in een spray van koude “sneeuw” met hoge koelcapaciteit. Deze sneeuw blijft kortstondig in de snijzone hangen en trekt grote hoeveelheden warmte weg zonder olieachtige resten op het onderdeel achter te laten.
De algoritmen laten de beste instellingen kiezen
Het kiezen van de juiste combinatie van snijsnelheid, voersnelheid en koelmethode is een evenwichtsoefening: de ene instelling kan een glad oppervlak geven maar gereedschap snel doen slijten, terwijl een andere instelling gereedschap spaart maar de productie vertraagt. Om deze afwegingen te navigeren gebruikte het team twee door de natuur geïnspireerde computeralgoritmen. Het ene, Particle Swarm Optimization (PSO), bootst een zwerm vogels na die naar voedsel zoekt; het andere, Teaching–Learning-Based Optimization (TLBO), imiteert hoe een klas studenten leert van zowel een leraar als van elkaar. De onderzoekers lieten beide algoritmen snijcondities vinden die gezamenlijk oppervlakte-ruwheid, snijkracht, gereedschapsslijtage en temperatuur minimaliseerden. Over veel gesimuleerde proeven kwam PSO vaker zeer dicht bij de beste mogelijke oplossing, terwijl TLBO sneller tot goede antwoorden kwam met minder rekeninspanning. In beide gevallen omvatte het aanbevolen “sweet spot”-gebied matige snijcondities in combinatie met cryogene CO₂-koeling, en experimenten bevestigden dat de voorspellingen accuraat waren. 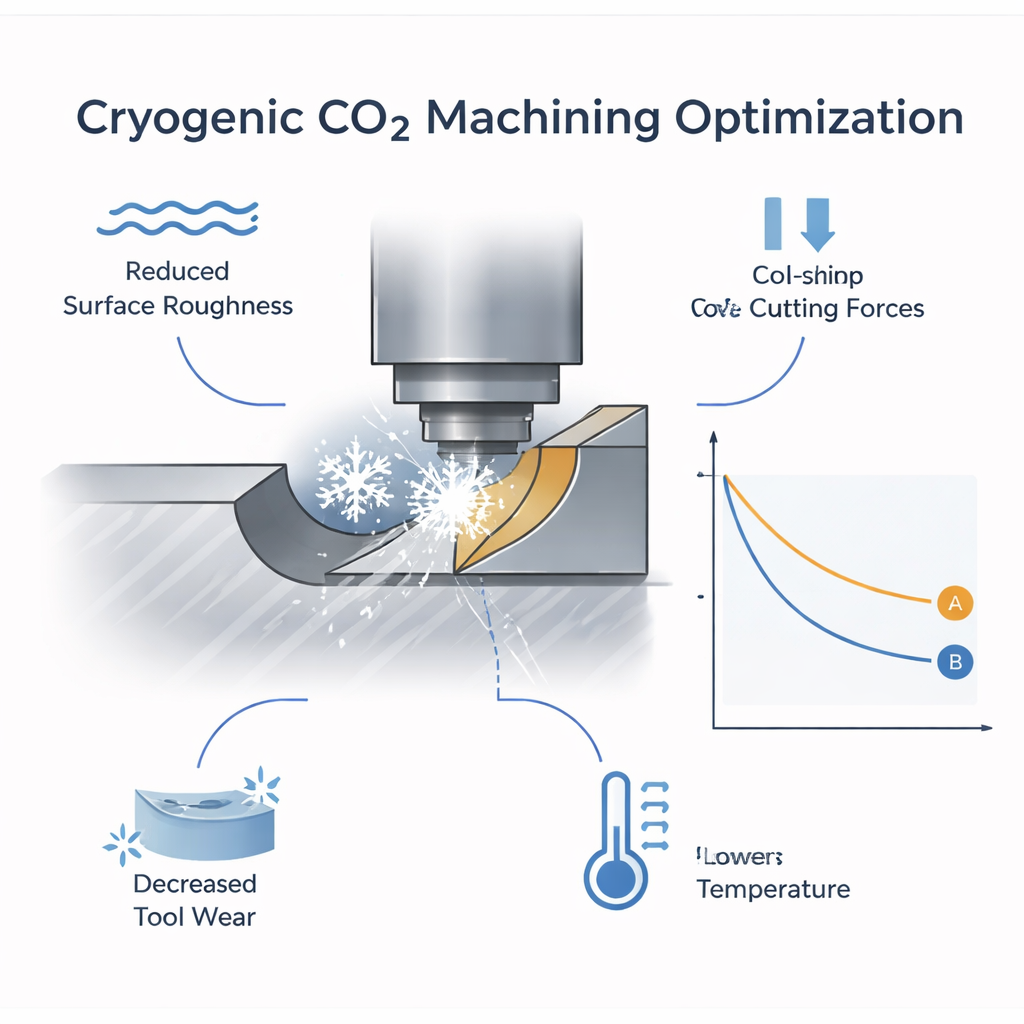
Wat dit betekent voor de maakindustrie in de praktijk
Voor fabrieken die Hastelloy C276 bewerken bieden deze bevindingen een dubbele winst: betere onderdeelkwaliteit en langere gereedschapscyclus, bereikt op een schonere manier. Cryogene CO₂-koeling, aangestuurd door data-gedreven optimalisatie, maakt het mogelijk dat bedrijven minder traditionele op olie gebaseerde koelmiddelen gebruiken — die rommelig zijn om te hanteren en af te voeren — terwijl gereedschap en oppervlakdes nog steeds worden beschermd. In eenvoudige bewoordingen laat het werk zien dat het koppelen van een zeer koude, droge CO₂-‘spray’ aan slimme algoritmen een moeilijke, kostbare verspaantaak kan veranderen in een beter voorspelbaar, efficiënter en milieuvriendelijker proces.
Bronvermelding: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Trefwoorden: Hastelloy-bewerking, cryogene CO2-koeling, minimumhoeveelheid smering, gereedschapsslijtage vermindering, evolutionaire optimalisatie