Clear Sky Science · nl
Optimalisatie van procesparameters voor alumina-keramische onderdelen vervaardigd met fused deposition modelling
Waarom sterkere 3D-geprinte onderdelen ertoe doen
Naarmate 3D-printen zich ontwikkelt van hobbyistengerei tot echte industriële componenten, willen fabrikanten onderdelen die niet alleen makkelijk te vormen zijn maar ook sterk, hittebestendig en duurzaam. Keramische materialen, zoals alumina, zijn al essentieel in motoren, elektronica en medische instrumenten, maar ze zijn berucht moeilijk te bewerken. Deze studie onderzoekt hoe men op betrouwbare wijze alumina-onderdelen kan 3D-printen met een gangbare desktopprinter en beschrijft een stapsgewijs recept dat anderen kunnen volgen en vergelijken — vergelijkbaar met een gestandaardiseerde bakmethode voor veeleisende ingrediënten.
Een plasticprinter ombouwen tot keramisch gereedschap
De onderzoekers werken met fused deposition modelling (FDM), dezelfde basistechnologie die veel consumentenprinters gebruiken: een plastic filament wordt gesmolten en in dunne banen neergelegd. In plaats van gewoon plastic voeren ze de printer met een composietfilament dat alumina-poeder mengt met een verwijderbare polymeerbinder. Na het printen moet het plastic worden gewassen en uitgebrand, zodat een dicht keramisch onderdeel overblijft. Omdat kleine variaties in temperatuur, snelheid of laagdikte het geprinte object kunnen doen vervormen, barsten of detail verliezen, is het hoofddoel van het team een gestructureerde procedure op te bouwen die betrouwbare instellingen voor dit lastige materiaal vindt en documenteert hoe de onderdelen zich gedragen.
Een tweefasenrecept voor betere prints
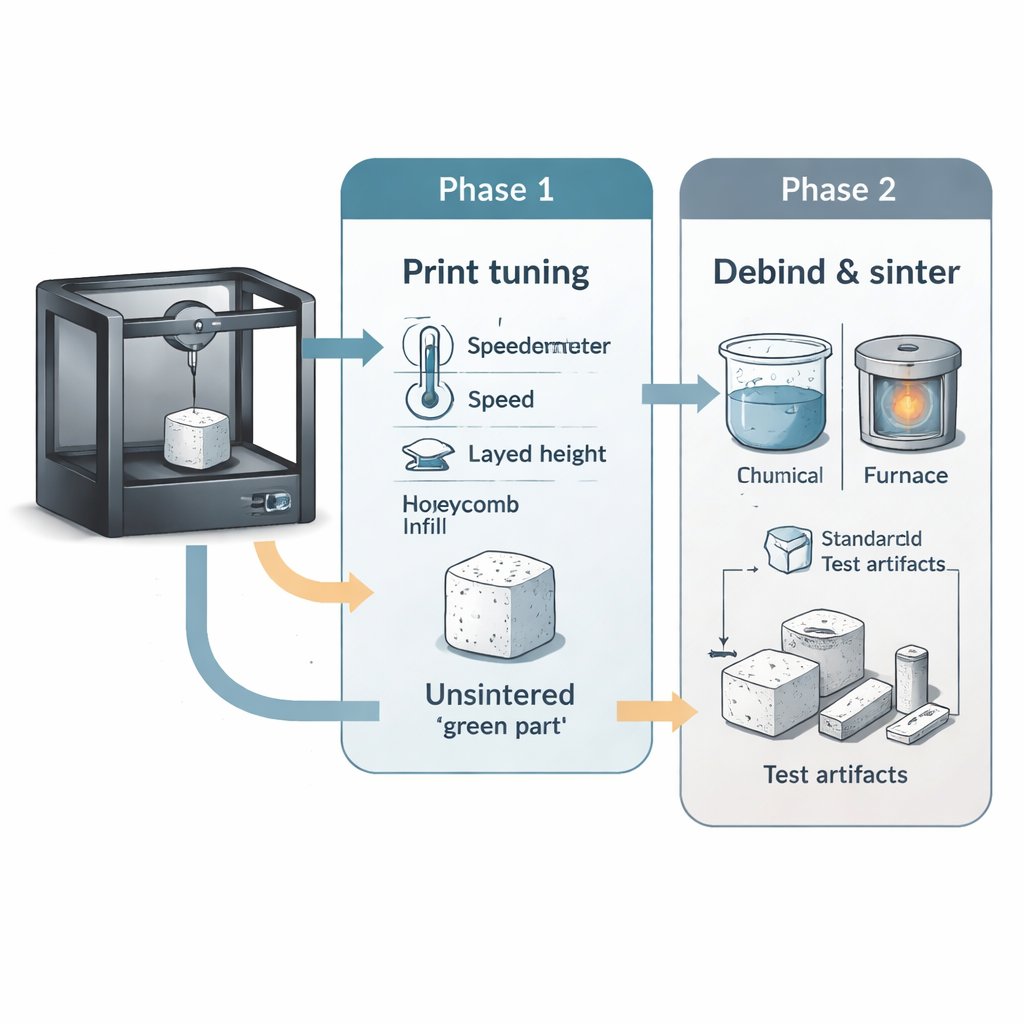
De optimalisatie is in twee fasen verdeeld. In de eerste fase richt het team zich uitsluitend op de printfase, werkend met zogenoemde “green” onderdelen die nog niet chemisch of thermisch zijn behandeld. Ze printen eenvoudige testvormen en passen nozzletemperatuur, bedtemperatuur, printsnelheid, laaghoogte, wanddikte en infill-patroon aan in meerdere iteraties. Het verlagen van de printsnelheid tot ver onder wat voor gewone kunststoffen wordt gebruikt en het kiezen van een gematigde laaghoogte (0,15 mm) blijken cruciaal voor consistente wanden en vlakke bodems. Ook stellen ze nauwkeurig in hoe ver de nozzle boven het buildplate staat om gaten of afgeplatte lagen in het onderste oppervlak te vermijden.
Onderdelen afstemmen op krimp en hitte
In de tweede fase ondergaan de geprinte stukken het volledige keramische traject: eerst een chemisch bad in aceton om een deel van de binder op te lossen, gevolgd door een lange, zorgvuldig gecontroleerde hittebehandeling in een oven om de rest te verwijderen en de alumina te sinteren bij ongeveer 1550 °C. Deze stappen zorgen ervoor dat de onderdelen in elke richting ongeveer een vijfde krimpen en kunnen vervorming of scheuren veroorzaken. Om hiermee om te gaan varieert het team systematisch ontwerpschaalfactoren, het aantal vaste onderste en bovenste lagen, het aantal wandlijnen, en de interne infill-dichtheid en -patronen. Daaruit leiden ze een reeks schaalswaarden en structurele instellingen af die onderdelen opleveren die dik en robuust genoeg zijn om de nabehandeling te doorstaan zonder in te storten, maar niet zo dicht dat oplosmiddelen of gassen vast komen te zitten.
Het proces op de proef stellen
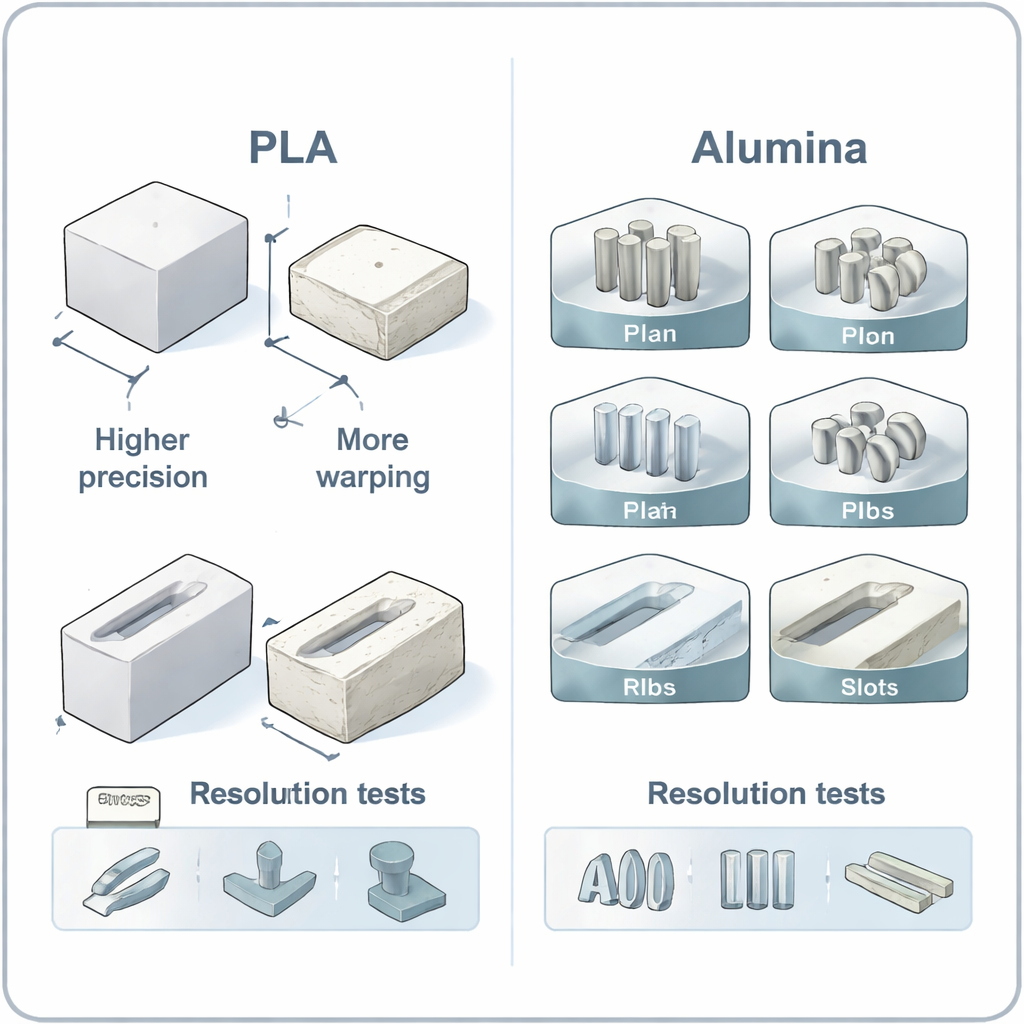
Om te beoordelen hoe goed hun geoptimaliseerde instellingen werken, printen de auteurs gestandaardiseerde “testartefacten” zoals gedefinieerd in een internationale ISO-norm. Deze vormen testen drie praktische eigenschappen: algemene dimensionale nauwkeurigheid, de kleinste details die de printer nog kan vormen (resolutie), en oppervlakteafwerking, ook op hellende uitsprongen. Ze maken volledige sets zowel van alumina als van het bekende plastic PLA, met de best bekende instellingen voor elk materiaal. Zorgvuldige metingen tonen aan dat alumina-onderdelen over het algemeen sterker krimpen en meer draaien, vooral na de hoge-temperatuur ovenfase, wat de nauwkeurigheid langs alle drie de assen schaadt. Fijne pinnen en kleine gaten die in PLA printbaar zijn, kunnen bij alumina vervormen, verdwijnen tijdens de oplos- en hittebehandelingen, of dichtslibben.
Wat dit betekent voor gebruik in de praktijk
Voor niet‑specialisten is de belangrijkste conclusie dat het inderdaad mogelijk is om functionele alumina-keramische onderdelen te produceren met een FDM-achtige 3D-printer, maar dat ze nog niet kunnen tippen aan de precisie en oppervlaktegladheid van goed-geprinte kunststofdelen. Het werk biedt een helder, reproduceerbaar pad voor het afstellen van temperaturen, snelheden, wand- en infill-instellingen en schaalcorrecties, en toont waar de huidige beperkingen liggen: vervorming tijdens verwarming, verlies van zeer kleine details, en ruwere oppervlakken bij steile overhangen. Door deze optimalisatiestroom te formaliseren en te wijzen op de zwakke plekken in de ontbind- en sinterfasen, geeft de studie industrie en onderzoekers een concreet vertrekpunt om goedkope printers om te vormen tot productievere keramische fabricagetools.
Bronvermelding: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Trefwoorden: keramisch 3D-printen, fused deposition modeling, alumina, procesoptimalisatie, additive manufacturing