Clear Sky Science · nl
Testen van frees met conformele koelkanalen vervaardigd met selective laser melting-technologie
Koelere gereedschappen voor soepelere bewerking
Moderne fabrieken vertrouwen op metaalbewerkingsgereedschappen die enorme krachten en intense hitte moeten weerstaan. Deze studie laat zien hoe 3D-printen een slimmer freeshulpstuk kan maken met kleine gebogen kanalen erin die koelmiddel direct naar de snijkant geleiden. Door het gereedschap van binnenuit opnieuw te ontwerpen en het gebruikte metaal zorgvuldig te testen, creëerden de auteurs een frees die haar wisselplaatjes koeler houdt en die langer meegaat dan een standaard gereedschap.
Waarom gereedschapstemperatuur belangrijk is
Telkens wanneer een roterende frees staal of aluminium bewerkt, warmt de contactzone tussen de wisselplaat en het werkstuk snel op. Als deze warmte niet wordt afgevoerd, verzacht de snijkant, slijt die sneller en kan zelfs afbrokkelen of breken. Conventionele freeslichamen hebben recht geboord gaten die koelmiddel ergens in de buurt van de wisselplaat brengen, maar niet precies waar het het meest nodig is. Naarmate bewerksnelheden en productiviteitsvereisten toenemen, wordt deze oudere benadering van koeling een beperkende factor die de gereedschapslevensduur verkort en de kosten verhoogt.
Een nieuw soort frees bouwen
Het team gebruikte metaal-3D-printen, specifiek selective laser melting, om het lichaam van een 25-millimeter frees te maken uit een hoogwaardig maragingstaal dat bekendstaat als M300. Voordat ze dit materiaal in een veeleisend gereedschap vertrouwden, printten en warmtebehandelden ze testmonsters en onderzochten vervolgens hun interne structuur en maten ze sterkte en hardheid. Microscopen toonden een dicht staal met slechts kleine poriën en veel nanoschaaldeeltjes gevormd tijdens de warmtebehandeling, wat de hardheid en weerstand tegen vervorming aanzienlijk verhoogde. Deze controles bevestigden dat het geprinte staal de zware belastingen tijdens het bewerken veilig aankon.
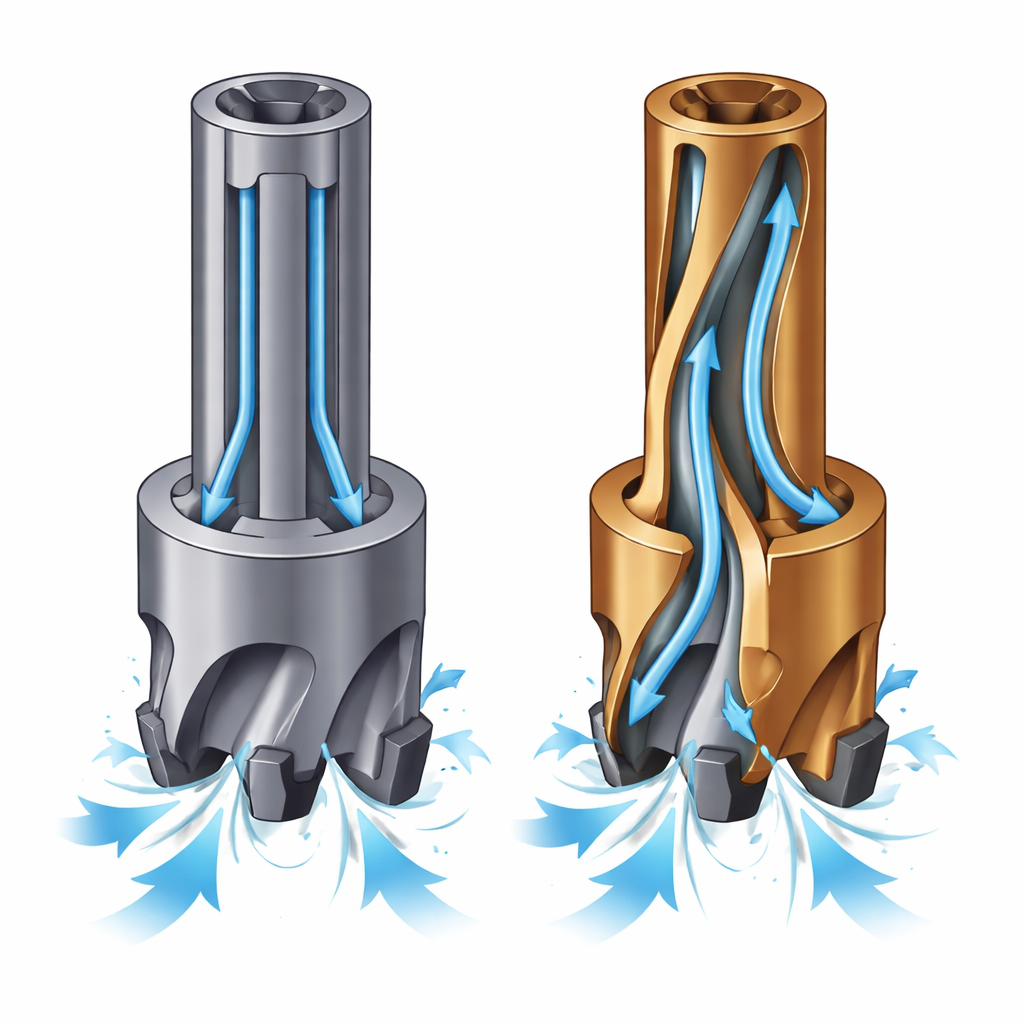
Koelkanalen vormgeven dicht langs de snijkant
Met het materiaal gekwalificeerd, ontwierpen de auteurs een nieuw freeslichaam waarvan de verborgen kanalen buigen en kronkelen zodat koelmiddel precies achter de snijkant van elk wisselplaatje uitkomt. Computersimulaties werden gebruikt om te verzekeren dat deze kanalen en de algehele vorm het gereedschap niet zouden verzwakken onder belasting. Eindige-elementenanalyse toonde aan dat spanningen in het 3D-geprinte ontwerp ruim binnen de sterkte van het staal bleven en zelfs lager waren dan in een conventioneel gereedschap, deels omdat de nieuwe geometrie scherpe hoeken vermijdde die spanningen concentreren. Na het printen werden alleen de essentiële contactvlakken en schroefdraad nauwkeurig gefreesd zodat standaard commerciële wisselplaatjes precies konden worden gemonteerd.

Het geprinte gereedschap op de proef stellen
De onderzoekers vergeleken vervolgens de 3D-geprinte frees met een traditioneel massief lichaam in een reeks echte beproevingen. Ze voerden vlaksnijden, sleuf- en schouderfrezen uit op aluminium en constructiestaal, en deden later langdurige duurzaamheidstests op gereedschapsstaal, zowel in de zachte toestand als nadat het gehard was. Ze maten snijkrachten met een dynamometer en oppervlakte-ruwheid met hoogwaardige optische apparatuur, en volgden hoe snel de wisselplaatjes versleten onder zowel droog snijden als interne koeling. In bijna alle bewerkingen vergde het geprinte gereedschap lagere snijkrachten, wat betekent dat het gemakkelijker sneed. De oppervlaktekwaliteit was soms iets slechter voor het geprinte lichaam, een resultaat dat ze toeschreven aan een lichte onbalans doordat niet alle buitenoppervlakken volledig waren afgewerkt.
Koelmiddelgerichte ontwerpverandering verlengt gereedschapsleven
Het duidelijkste voordeel van de conforme koelkanalen kwam naar voren in de duurzaamheidstests. Wanneer koelmiddel door het gereedschap werd gevoed, gingen wisselplaatjes in het 3D-geprinte lichaam ongeveer 20 procent langer mee dan die in de conventionele frees, dankzij directere koeling van de snijkant en betere spanenafvoer. Bij droog snijden, zonder koelmiddel, presteerden beide gereedschappen vergelijkbaar, wat bevestigde dat de belangrijkste winst voortkwam uit het verbeterde koelpad en niet uit een ander ontwerpaspect. Al met al tonen de resultaten aan dat metaal-3D-printen compacte, sterke gereedschaplichamen kan leveren met ingebouwde gebogen kanalen die traditionele boren niet kunnen realiseren, en daarmee de weg vrijmaakt voor duurzamere, efficiëntere frezen, vooral voor moeilijk bewerkbare materialen.
Bronvermelding: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Trefwoorden: 3D-geprinte snijgereedschappen, conforme koelkanalen, maragingstaal M300, duurzaamheid van frezen, selective laser melting