Clear Sky Science · nl
Polymeer-additive-manufacturing-gereedschappen voor plaatbewerking: een gecombineerde simulatie- en experimentele studie
Waarom plastic gereedschap voor metaal voor u van belang kan zijn
Moderne producten, van auto’s tot keukenapparatuur, vertrouwen op metalen platen die worden gesneden en gevormd tot onderdelen. Traditioneel worden de zware gereedschappen die deze platen persen en buigen van staal gemaakt, wat duur is en langzaam te bewerken. Deze studie verkent een alternatief: sterke plastic gereedschappen gemaakt met 3D-printers om echte stalen en aluminium plaatdelen te vormen. Als zulke gereedschappen voldoende nauwkeurig en duurzaam blijken voor kleine productieruns, kunnen fabrikanten nieuwe ontwerpen sneller, goedkoper en met minder afval prototypen — voordelen die uiteindelijk doorwerken naar consumenten in de vorm van goedkopere, meer op maat gemaakte producten. 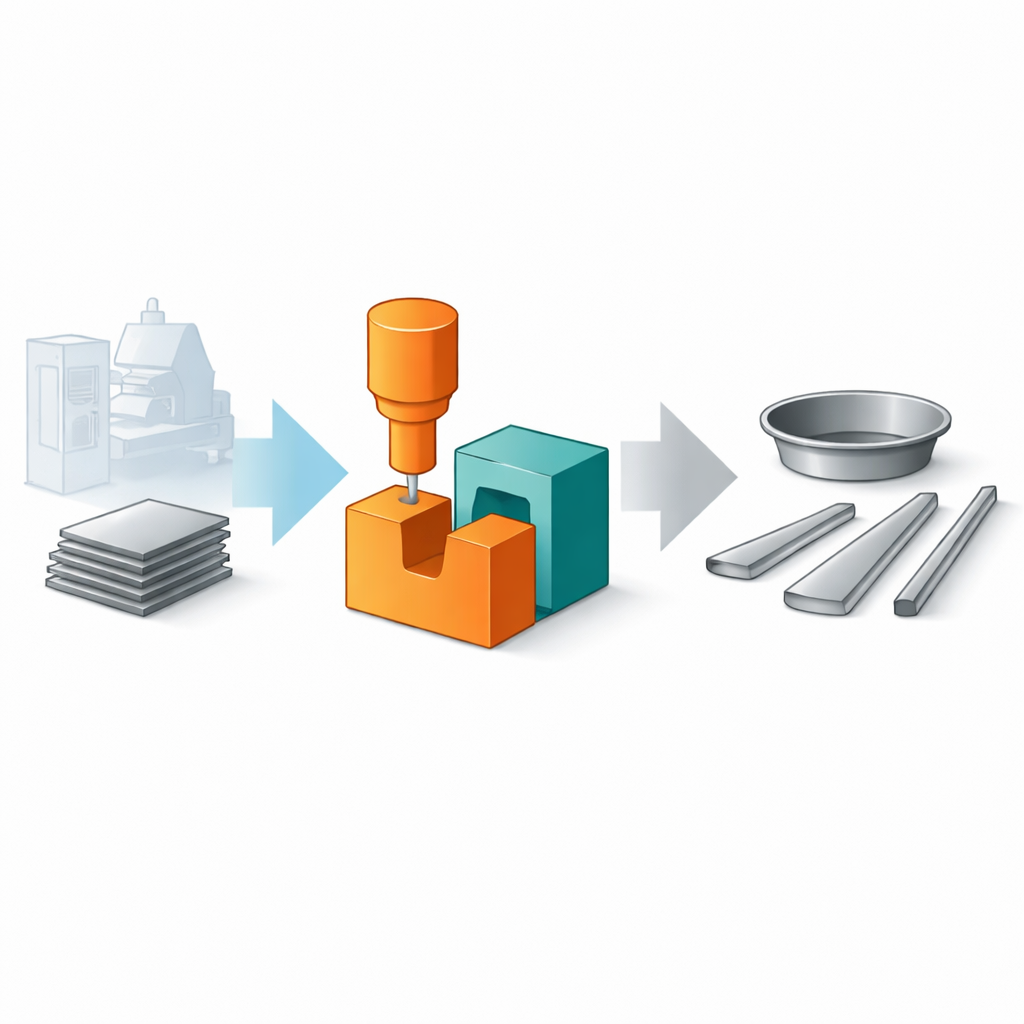
Van digitaal ontwerp naar kunststof vormgereedschap
De onderzoekers concentreerden zich op twee veelvoorkomende vormstappen: het trekken van een ondiepe beker en het buigen van een strook metaal in een V-vorm. In plaats van conventioneel stalen gereedschap 3D-printten ze ponsen en matrijzen uit twee engineeringkunststoffen. Voor het trekken van bekers gebruikten ze een sterke variant van polylactide (PLA Pro); voor V-buigen printten ze gereedschap van ABS, een kunststof die vaak in duurzame consumentengoederen voorkomt. Met industriële fused deposition modeling-printers stemden ze instellingen zoals laagdikte, vullingpatroon en temperatuur zorgvuldig af zodat de geprinte gereedschappen stijf, dimensioneel stabiel en sterk genoeg zouden zijn om herhaalde belastingen in een pers te weerstaan.
Metaalvormen testen in de virtuele wereld
Voordat ze naar de werkplaats gingen, bouwde het team gedetailleerde computermodellen van beide processen. Ze gebruikten eindige-elementenanalyse om te voorspellen hoe twee veelgebruikte plaatmaterialen — roestvrij staal SS304 en aluminiumlegering AA6061 — zouden vervormen, dunner worden of falen onder verschillende ponsstralen, plaatdiktes en krachten. De simulaties controleerden ook hoeveel spanning en doorbuiging de kunststof gereedschappen zelf zouden ervaren. Voor het trekken van bekers lieten digitale proeven zien dat een ponsradius van 6 mm en een plaatdikte van 1 mm een goede balans gaven: het metaal stroomde soepel in de matrijs, het dunner worden bleef onder algemeen aanvaarde veiligheidslimieten, en de kunststof pons en matrijs bleven ruimschoots binnen hun sterktegrenzen.
3D-geprinte gereedschappen in de praktijk
Met deze geoptimaliseerde instellingen voerde het team systematische proeven uit op hydraulische persen. PLA Pro-gereedschappen werden gebruikt om bekers te trekken uit 1 mm dikke staal- en aluminiumschijven, zowel met als zonder een blankholder-ring om plooien te beheersen. Parallel daaraan bogen ABS V-matrijzen en ponsen stroken van dezelfde metalen tot hoeken van 30°, 45° en 60°. Over tientallen monsters maten ze krachten, eindvormen, wanddikte en veelvoorkomende vormgebreken zoals plooien, scheuren of rafelen. Ze vergeleken deze metingen vervolgens met de computervoorspellingen en keken hoe nauw de echte kracht–verplaatsingscurves en gevormde vormen overeenkwamen met hun virtuele tegenhangers. 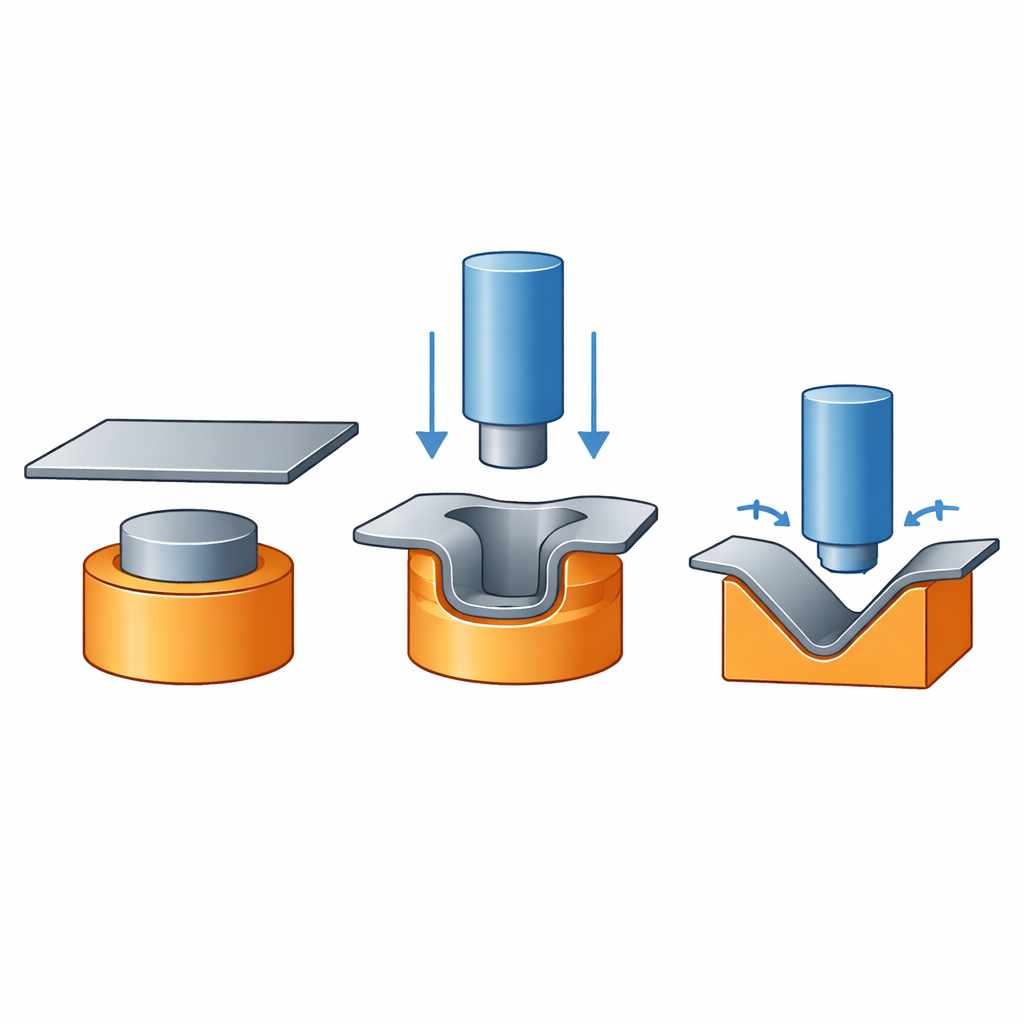
Hoe hielden kunststofgereedschappen zich staande?
De resultaten waren bemoedigend. Bij het trekken van bekers konden beide metalen worden gevormd zonder zichtbare scheuren of ernstige oppervlaktefouten, en het maximale dunner worden in de wanden bleef binnen de algemeen geaccepteerde veilige marge. Roestvrij staal vereiste hogere krachten maar toonde een meer uniforme dikte en een grotere veiligheidsmarge vóór falen, terwijl aluminium minder kracht nodig had maar sterker uitdunde waar de pons de plaat kromde. Bij V-buigen produceerden de kunststofgereedschappen hoeken en buiglengtes die slechts enkele honderdsten procent afweken van theorie en simulatie — klein genoeg om in de meeste prototype- of kleine-seriescenario’s verwaarloosbaar te zijn. Slijtage aan de 3D-geprinte gereedschappen was bescheiden: de ABS-matrijzen toonden slechts lichte polijsting en glijsporen na batches van buigingen, en de PLA-bekergereedschappen degradeerden voornamelijk na intensiever gebruik, wat de auteurs koppelden aan grenswaarden voor gereedschaplevensduur in plaats van aan eenmalige falen.
Tijd en kosten besparen zonder aan nauwkeurigheid in te boeten
Omdat kunststof lichter en makkelijker te vormen is dan staal, onderzocht het team ook de kosten. Voor de bekergereedschappen waren 3D-geprinte PLA Pro-sets iets goedkoper dan hun stalen tegenhangers en aanzienlijk sneller te produceren, vooral wanneer het bewerken en oppervlakteafwerking voor metalen matrijzen werd meegewogen. Bij V-buigen waren ABS-gereedschappen ruwweg de helft van de kosten van stalen gereedschappen voor batches tot ongeveer 60 onderdelen; daarboven maakte de langere levensduur van stalen gereedschap ze economischer. Over het geheel genomen toont het werk aan dat hoewel 3D-geprinte polymeergereedschappen het geharde staal in massaproductie niet zullen vervangen, ze een aantrekkelijk alternatief bieden voor vroege prototypes, experimentele studies en korte series. In praktische termen betekent dat fabrikanten sneller meer ontwerpen kunnen itereren met minder afval — en zo eerder betere, meer op maat gemaakte producten op de markt kunnen brengen.
Bronvermelding: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
Trefwoorden: additive manufacturing, 3D-geprinte gereedschappen, plaatbewerking, rapid prototyping, polymeer matrijzen en ponsen