Clear Sky Science · nl
Optimalisatie en voorspelling van piektemperatuur bij wrijvingsroerlassen van Al 6061 T6 met behulp van statistische en machine learning-technieken
Waarom het koel houden van lasnaden ertoe doet
Van vliegtuigen tot elektrische auto’s: veel machines vertrouwen op aluminium onderdelen die verbonden moeten worden zonder hun sterkte te verminderen. Wrijvingsroerlassen is een populaire methode omdat het stukken samenroert zonder het metaal volledig te laten smelten. Maar als het proces te warm wordt, kan het aluminium verzachten, sterkte verliezen of zelfs smelten. Dit artikel onderzoekt hoe de hoogste temperaturen tijdens het lassen van een veelgebruikte legering, Al 6061 T6, kunnen worden voorspeld en beheerst met computermodellen, statistiek en machine learning, zodat fabrikanten sterke, consistente verbindingen krijgen zonder thermische schade.
Hoe deze vaste-stof lasverbinding werkt
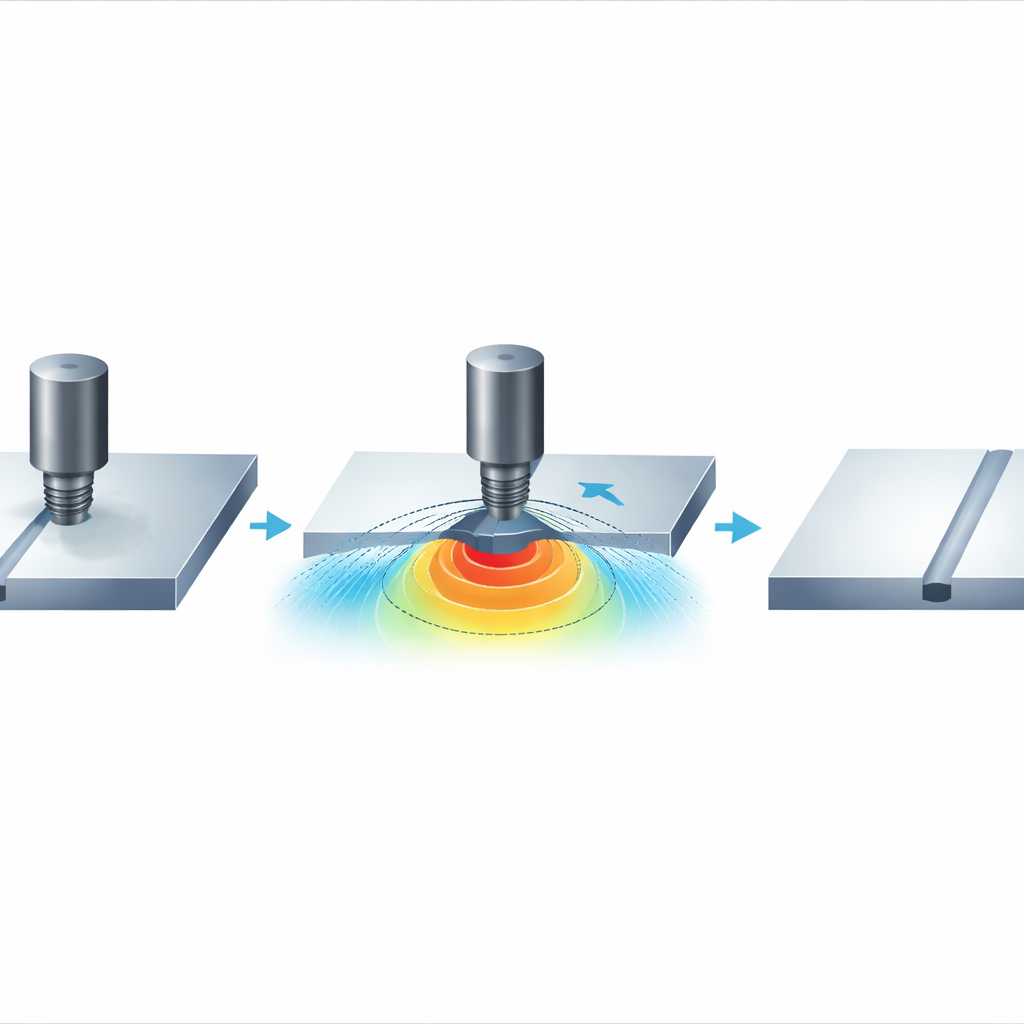
Bij wrijvingsroerlassen wordt een roterend gereedschap, gevormd als een korte pin met een brede schouder, in de voeg tussen twee platen gedrukt en langs de naad bewogen. Wrijving en plastische roering verwarmen en verzachten het metaal zodat het mengt en gesmeed wordt zonder vloeibaar te worden. Voor Al 6061 T6 ligt dit temperatuur-“gouden midden” onder het smeltpunt maar hoog genoeg voor goede menging. Als de piektemperatuur in de buurt komt van of hoger wordt dan ongeveer vier vijfde van het smeltpunt, kunnen de hardingsdeeltjes in de legering grof worden of kan het metaal beginnen te smelten, wat leidt tot zachtere zones en slechtere mechanische eigenschappen. Het beheersen van de piektemperatuur is daarom essentieel voor zowel veiligheid als duurzaamheid.
Veel knoppen tegelijk testen
De onderzoekers concentreerden zich op zeven knoppen die lassers kunnen instellen: gereedschapsmateriaal, pin-diameter, schouderdiameter, rotatiesnelheid, voortloopsnelheid, axiale kracht waarmee het gereedschap naar beneden wordt gedrukt en de wrijving tussen gereedschap en plaat. In plaats van duizenden proeven uit te voeren, gebruikten ze een Taguchi-opzet, een statistische verkorting die een zorgvuldig gekozen set van 32 combinaties selecteert om te onthullen welke knoppen het belangrijkst zijn. Voor elke combinatie bouwden ze een driedimensionaal computermodel in COMSOL om de warmteproductie door het roterende gereedschap en de verspreiding van die warmte door de aluminium plaat en de ondersteuning te simuleren. Een subset van deze simulaties werd vergeleken met experimenten op een aangepaste freesmachine, waarbij thermokoppels temperaturen op verschillende punten rond de las maten. De gesimuleerde en gemeten piektemperaturen kwamen binnen ongeveer 7% overeen, wat vertrouwen gaf dat het model het echte thermische gedrag goed vastlegde.
De belangrijkste boosdoeners achter oververhitting vinden
Met de simulatiedata in de hand paste het team statistische hulpmiddelen toe om uit te zoeken welke procesparameters het grootste effect op de piektemperatuur hadden. Met Taguchi-analyse en variantieanalyse (ANOVA) kwamen duidelijke koplopers naar voren: axiale kracht en rotatiesnelheid van het gereedschap. Hogere rotatiesnelheid en grotere neerwaartse kracht genereren veel meer wrijvingswarmte en plastische vervorming, waardoor de piektemperaturen stijgen; in sommige simulaties overschreed de laszonetemperatuur 600 °C, hoger dan de voor deze legering als veilig beschouwde smelttemperatuur. Veranderingen in pin- en schoudergrootte hadden een secundair effect doordat ze het contactgebied veranderen, terwijl de keuze van gereedschapsmateriaal en kleine variaties in de wrijvingscoëfficiënt relatief weinig invloed hadden. Deze resultaten suggereren dat zorgvuldige beheersing van snelheid en kracht de meest effectieve manier is om lasnaden onder schadelijke temperaturen te houden.
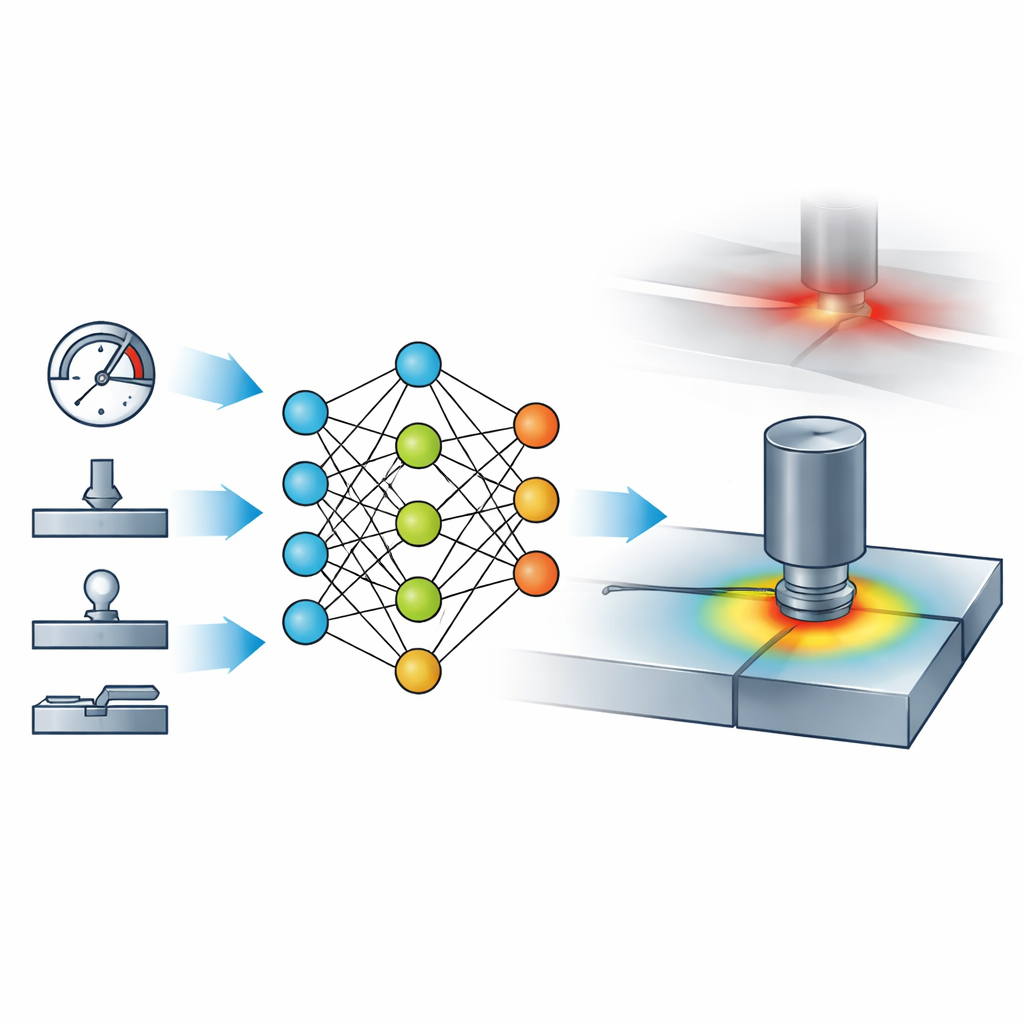
Een neuraal netwerk de warmte laten voorspellen
Om verder te gaan dan statische vuistregels trainden de auteurs een eenvoudig kunstmatig neuraal netwerk om de relatie tussen lasinstellingen en piektemperatuur te leren. Ze gebruikten de simulatieresultaten als voorbeelden, voerden de zes meest relevante inputs in (alle knoppen behalve gereedschapsmateriaal) en trainden het netwerk om de voorspelde maximale temperatuur als output te geven. Door de data te splitsen in trainings-, validatie- en testsets en een standaard backpropagation-methode te gebruiken, leerde het netwerk de simulatieresultaten met zeer hoge nauwkeurigheid te reproduceren: zijn voorspellingen verschilden gemiddeld ongeveer 1% van de simulatie, beter dan de 3–4% fouten van de Taguchi-regressie en ANOVA-gebaseerde formule. Dit toont aan dat zelfs met een relatief kleine dataset een goed ontworpen neuraal netwerk subtiele interacties tussen parameters kan vastleggen die eenvoudigere modellen missen.
Wat dit betekent voor lassen in de praktijk
De studie concludeert dat het combineren van eindige-element-simulaties, statistisch ontwerp en neurale netwerken een krachtig hulpmiddel biedt om wrijvingsroerlassen zowel veiliger als efficiënter te maken. Door axiale kracht en rotatiesnelheid als de dominante warmtedrijvers te identificeren en door een snelle voorspeller voor piektemperatuur te bieden, kan de aanpak ingenieurs helpen instellingen te kiezen die oververhitting vermijden en toch degelijke verbindingen opleveren. Praktisch gezien betekent dit minder fouten, duurzamere componenten en minder proef-en-fout op fabrieksvloeren in de luchtvaart, auto-industrie en andere sectoren die afhankelijk zijn van lichtgewicht aluminiumstructuren.
Bronvermelding: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Trefwoorden: wrijvingsroerlassen, aluminiumlegeringen, thermische beheersing, procesoptimalisatie, neurale netwerkmodellering