Clear Sky Science · ja
軽量構造物の機械的性能向上を目指したAA8011アルミニウム合金の高出力ダイオードレーザービーム溶接
より軽い製品のための強い接合
自動車のボディパネルから食品用包装まで、薄いアルミ板は製品を軽くし、燃費を向上させ、リサイクルを容易にします。しかし、これらの板を確実に接合するのは意外に難しい課題です。従来の溶接は金属を歪ませたり、強度を低下させたり、微小欠陥を生じさせることがあります。本研究は新しい手法である高出力ダイオードレーザービーム溶接(HPDLBW)を用い、広く使われるアルミ合金AA8011でよりクリーンで強い継ぎ手を作れるか、また最適なプロセスの調整方法を検討しています。
アルミ溶接が難しい理由
AA8011アルミは軽量で耐食性があり、薄板やフォイルに成形しやすいことから人気があります。しかし同じ性質が溶接を難しくしています。アルミは熱伝導が高く、表面にしつこい酸化膜を形成し、強い加熱を受けると気孔、歪み、割れが発生しやすいです。TIGやMIGといった一般的な方法は金属を過加熱しがちで、固相接合の高度なプロセスは複雑な治具を必要とし、自動化生産ラインに必ずしも適していません。したがって、薄板に対して迅速に処理でき、熱ダメージや欠陥を最小限に抑えられる接合方法が求められます。
精密な熱源としての集光レーザ
研究者らは2mm厚のAA8011板に対して高出力ダイオードレーザービーム溶接を試験しました。この構成では、集光したレーザスポットが継ぎ手に沿って移動し、狭い溶融帯を形成してそれが固化して溶接部になります。レーザ出力、溶接速度、ビーム直径といった主要な設定を数点調整するだけで、溶け込み深さや継ぎ手の健全性に大きな影響を与えられます。効率的に条件を探索するために、TaguchiのL9計画法を用い、慎重に選ばれた9試験で多くの組合せをカバーしました。各溶接について硬さ、引張強さ、衝撃靱性を測定し、微視的な結晶粒構造や気孔、脆性粒子などの欠陥を観察しました。 
最適設定の探索
数学的モデルを用いて、溶接設定と継ぎ手の機械的挙動との関連を示しました。レーザ出力と走行速度が金属に入る熱量を主に支配することが示され、速度が遅い、あるいは出力が高いとより多くの熱が入り、溶け込みが深く溶融池が大きくなる一方、速度が速すぎると浅く不完全な溶接となるリスクがあります。ビーム径は熱の拡がり方を形作る要素です。応答曲面モデル(プロセスの“地図”)を当てはめて、過熱を避けつつ強度と靱性を最大化する組合せを探索しました。最適な条件は出力3.3 kW、速度17 mm/s、ビーム直径3.5 mmでした。この条件下で溶接は約69 N/mm²の引張強さ、約110 Jの衝撃エネルギー、硬さは約33 HVに達し、他の試験条件より優れた性能を示しました。
金属内部で何が起きているか
顕微鏡観察は、最適化された溶接部がなぜ良好に働くかを明らかにしました。最適条件では、融着域に数マイクロメートル程度の微細で等軸状のアルミ粒子が存在し、周辺の熱影響部でも粗化が限られていました。シリコン、鉄、銅、マグネシウムなどの合金元素の分布は比較的均一で、脆い相や気孔もわずかな量にとどまっていました。それに対し熱量が過剰な条件では粗大で不均一な組織と局所的な脆性のリスクが増大しました。研究者らは結晶粒径と強度を直接結び付け、粒の微細化が既知の粒子強化則に沿って降伏強さを高めることを示しました。衝撃試験と破面観察は、最適化された溶接が破壊前により多くのエネルギーを吸収し、より延性のあるダメージトレラントな破壊様式を示すことを裏付けました。 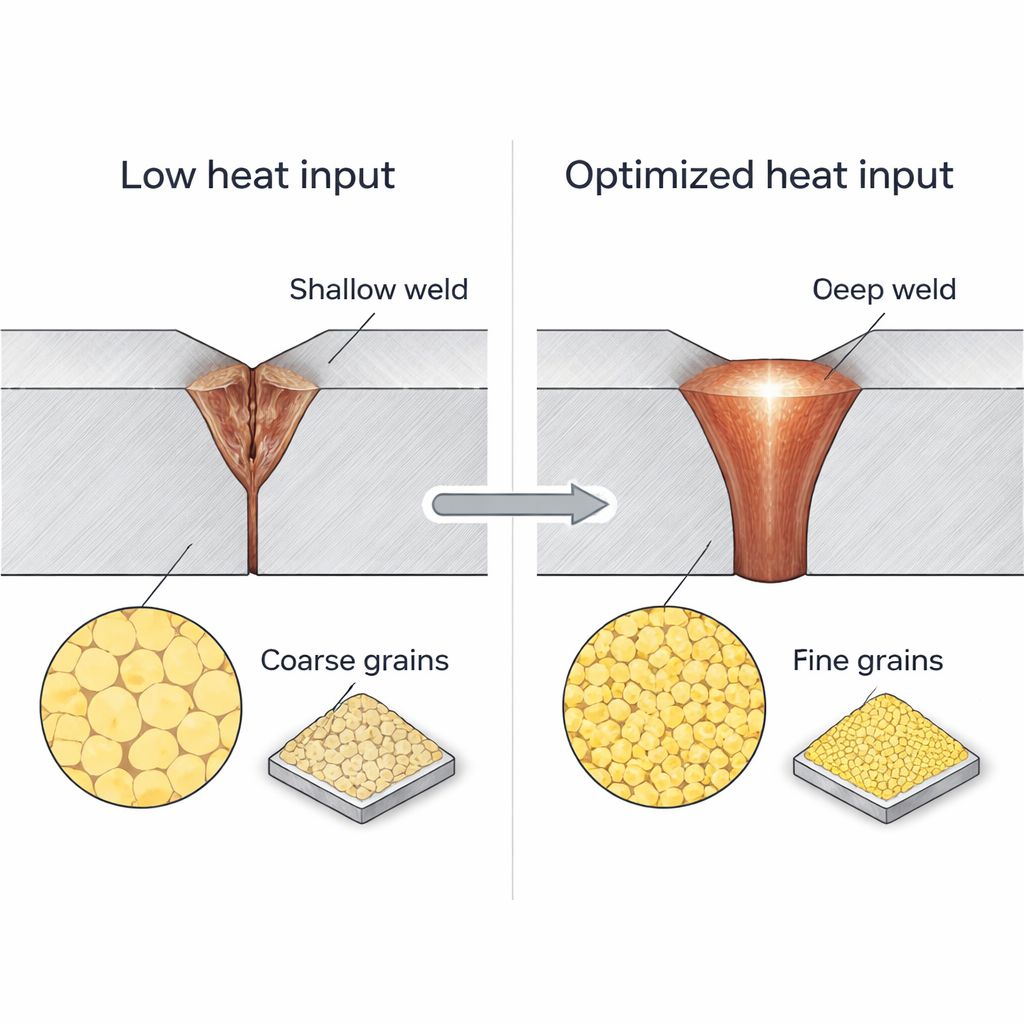
日常技術への含意
非専門家向けの主なメッセージは、レーザの出力、速度、スポットサイズを慎重に制御することで、従来法よりもダメージを抑えつつ予測可能な強度で薄いアルミ板を接合できるという点です。本研究はデータに基づくレシピと予測モデルを提供しており、エンジニアはこれを用いて実際の製造ラインでAA8011のダイオードレーザ溶接を設定できます。例えば電気自動車のバッテリーハウジング、空調部品、包装などへの応用が考えられます。金属を完全に溶かすのに十分な熱を与えつつ、歪みや脆性相を避けるほど低く保つことで、高出力ダイオードレーザ溶接は軽量で効率的な製品を製造するためのスケーラブルで自動化対応可能な技術として有望です。
引用: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
キーワード: レーザ溶接, アルミニウム合金, 軽量構造, 微細組織, 機械的特性