Clear Sky Science · ja
Inconel 718の持続可能なフライス加工における工具摩耗、切りくず形態、表面健全性およびエネルギー消費の統合的評価
硬い金属を切るときに冷却が重要な理由
ジェットエンジンから発電所まで、多くの重要部品はInconel 718と呼ばれる非常に硬い金属から切削・成形されています。高温下での強度に優れるため過酷な環境に適していますが、その特性が加工を極めて困難かつ高コストにします。本研究は、産業と環境の観点から実用的な問いを立てます:この難削材を、エネルギー消費を抑え、工具の摩耗を減らし、それでいて滑らかで信頼できる表面を得られるように加工できるか—しかも作業者や環境に影響を与える切削液の使用量を減らしながら?

過酷な環境で使われる頑固な金属
Inconel 718はニッケル基のスーパーアロイで、極低温からほぼ1000 °Cに近い高温まで強度を保ちます。そのため航空機エンジン、高圧配管、防衛用途など、故障が許されない用途に最適です。しかしこうした利点が加工現場では問題を引き起こします。切削時、工具は非常に大きな力と1100 °Cを超えることもある熱にさらされます。この金属は熱を逃がしにくく工具に付着しやすいため、工具の摩耗が速く、表面が粗くなり、生産コストが上昇します。同時に、この熱を抑えるために使われる従来の液体冷却剤は大量使用すると健康や環境への懸念を生じさせます。
切削部を冷やし潤滑する4つの方法
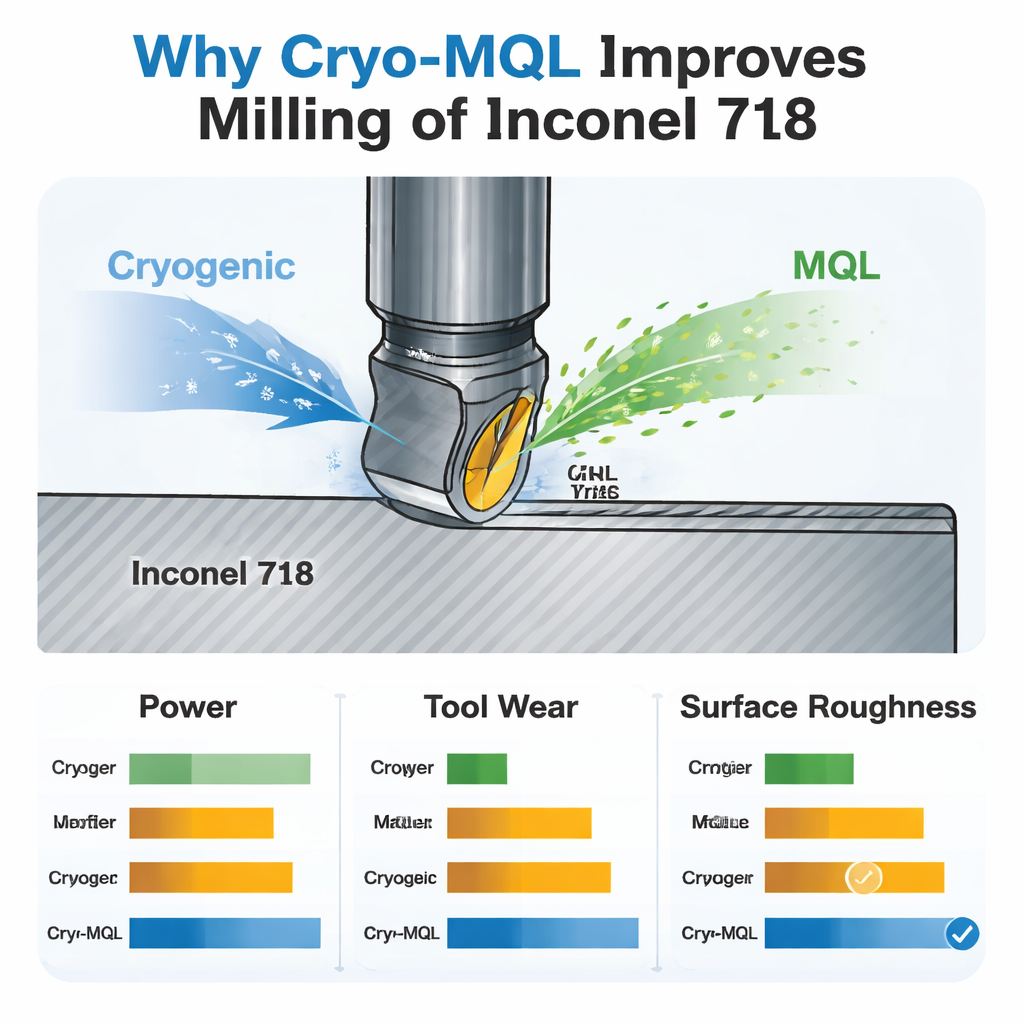
研究者らはCNCフライス加工でInconel 718の切削領域を冷却・潤滑する4種類の方法を比較しました。ドライ切削は全く流体を用いません。最小流量潤滑(MQL)は微細な油ミストのみを噴霧し、従来のフラッディングに比べてはるかに少ない流体量で済ませます。クライオ冷却は液体窒素などの非常に低温の気体や液体を切削領域に供給して冷却します。最後にCryo-MQLと呼ばれるハイブリッド方式は、冷気のジェットと油ミストを組み合わせます。これら4方式について、送り速度と切込み深さを一定に保ちながら3つの切削速度で試験を実施しました。機械の消費電力、工具の摩耗速度、仕上がり面の平滑さ、および金属の小さく巻いた切りくずの形状変化を測定しました。
エネルギー使用、表面の平滑性、工具寿命
結果は冷却方式の選択が加工挙動に強く影響することを示しました。ドライ切削は常に最も多くの電力を消費し、工具の摩耗も最も深刻で、切れ刃の欠損や工具正面の深い損傷が発生しました。MQLは摩擦を低減しドライより工具寿命を延ばしましたが、高速域では冷却能力の限界が欠点となりました。純粋なクライオ冷却は低速では表面平滑性をよく保ち、高速では工具温度を下げる効果がありましたが、急激な温度変化により工具に小さなクレーター(窪み)を残すこともありました。ハイブリッドのCryo-MQLは一貫して最良のバランスを示しました:低速ではドライ切削と比べて消費電力を約10%削減し、すべての速度域で工具摩耗を最も低く抑えました。これは工具を冷却すると同時に工具と切りくずの間に安定した潤滑膜を提供したためです。
小さな切りくずが示すこと
本研究はまた切りくずの形状と破断の様相を調べました。切りくずは切削域で何が起きているかの指紋のように機能します。切削速度が上がると切りくずはノコギリ状を形成する傾向があり、これは材料が狭い変形帯で激しいせん断と高温のもとで破断的に変形していることを示します。ドライおよび単純なMQL条件下では、これらの切りくずはしばしば非常に鋸歯状・不規則になり、不安定な切削と高い熱負荷を示しました。クライオ冷却では冷却により材料がより脆くなり鋸歯はより鋭くなりました。しかしCryo-MQLでは切りくずは一般により規則的で制御しやすくなり、温度、摩擦、材料の軟らかさの間でより安定したバランスが取れていることを示しました。この切りくず挙動は工具摩耗や電力使用の測定結果と一致しており、ハイブリッド方式が切削プロセスを抑制するという結論を補強します。
よりクリーンで安価な加工への示唆
Inconel 718を加工しなければならない工場にとって、これらの知見は実用的な進路を示唆します。ハイブリッドCryo-MQL条件で工具を運用することで、エネルギー需要を下げ、工具寿命を延ばし、良好な表面品質を維持でき、しかも少量の潤滑剤しか使用しません。これは工具交換の回数減、スクラップの減少、従来型切削液の大量使用への依存低下を意味します。簡単に言えば、非常に低温の冷却と微細な油ミストを組み合わせることで、この手ごわい金属をより穏やかで効率的に切削でき、コスト削減とよりクリーンで持続可能な生産の両方を支援します。
引用: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
キーワード: Inconel 718の機械加工, 低温(クライオジェニック)冷却, 最小流量潤滑(MQL), 工具摩耗, 持続可能な製造