Clear Sky Science · ja
商業純アルミニウムの冷間鍛造に関する実験および数値解析
廃棄を減らして金属部品を成形する
自動車のアクスルから航空機の付属品まで、多くの日用品は金属の塊を押しつぶして形作ることから始まります。この「鍛造」と呼ばれる工程は、その後に多量の切削が必要になると無駄が生じます。本研究は、アルミニウム部品を最終寸法に近い形で鍛造できるように設計することで、廃棄物、エネルギー使用量、コストを削減する方法を探っています。
最終形状に近づける
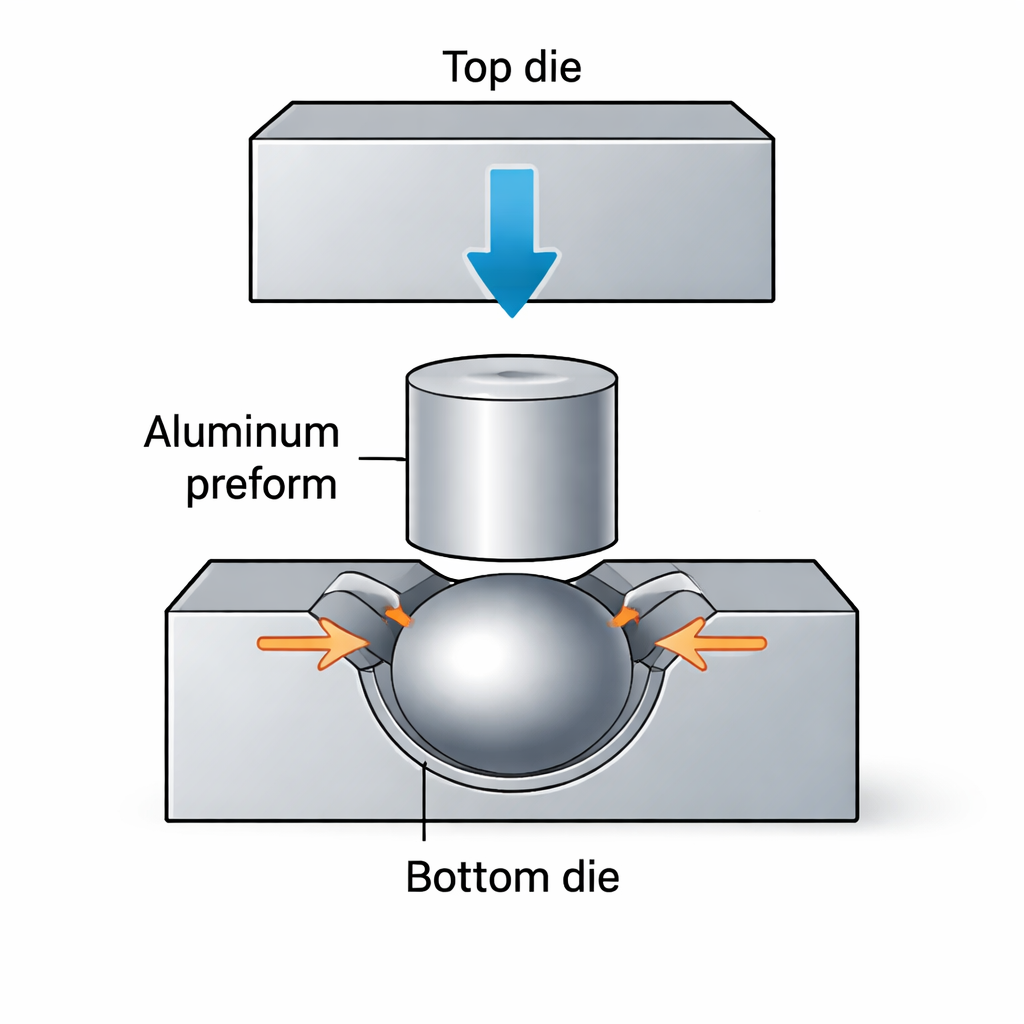
研究は「ニアネットシェイプ」鍛造に焦点を当てています。これはプレスから出てきた金属部品がほぼそのまま使用できる状態であることを意味します。著者らは車両、航空機、海事用具で一般的な軽量金属である商業純アルミニウムを対象としました。目標部品は直径40ミリメートルの金属球体で、鋼製ツールの閉じた金型内にある球状の空洞に成形されます。工場での試行錯誤の代わりに、彼らはコンピュータシミュレーションを用いて、球状空洞をきれいに満たし、後で切り落とす必要のある薄い余剰金属(フラッシュ)を発生させないような初期の金属形状(プリフォーム)を設計しました。
異なる始形状の試験
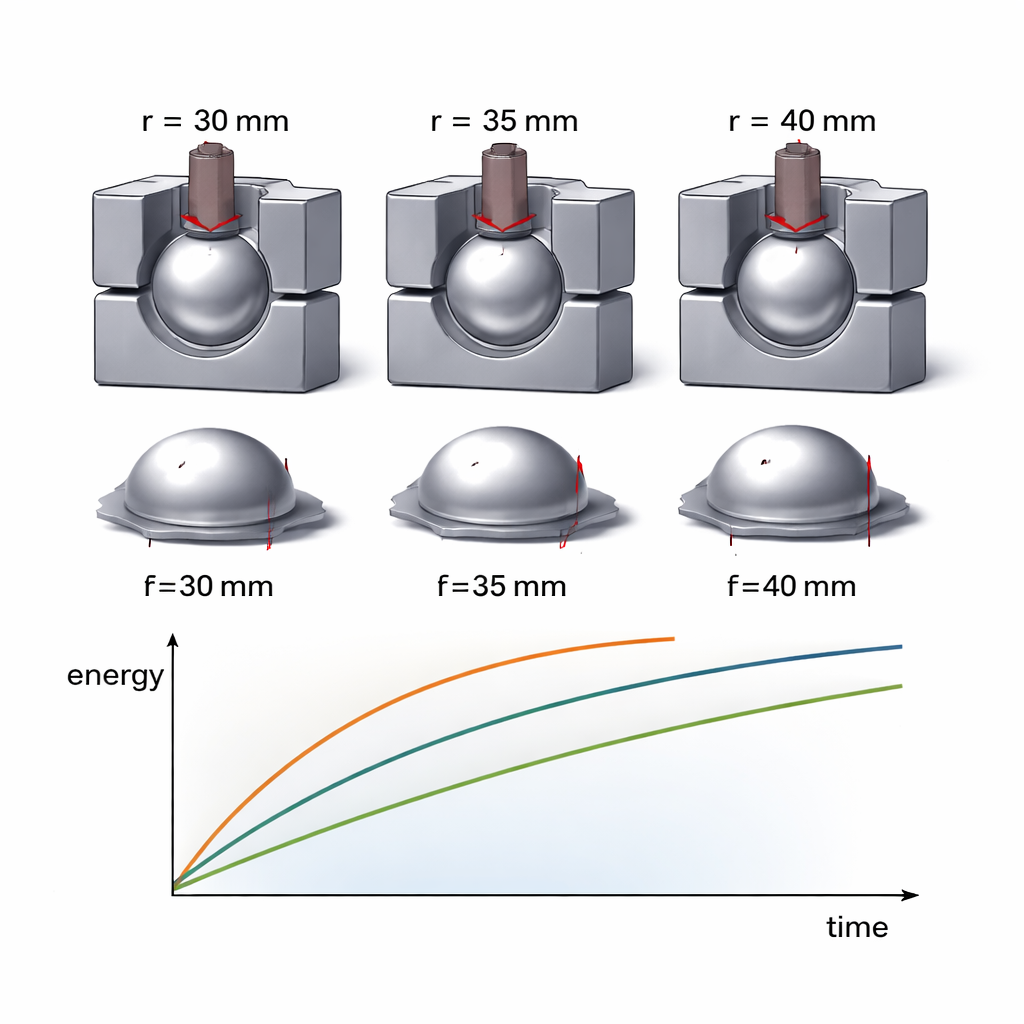
チームは同じアルミニウム量を用いる複数のプリフォーム設計を比較しました。まず、単純な長方形と円柱ブロックを検討しました。シミュレーションにより、長方形ブロックは素材が金型の角に押し込まれ、重いフラッシュと不均一な最終形状を生むことが迅速に示されました。単純な円柱はより良好でしたが、それでも滑らかな球体ではなく平坦な箇所が残りました。結果を改善するため、研究者らは円柱の端部を丸めました。次に、端部の曲率を変えた3つのバージョン(球半径に相当する40、35、30ミリメートル)を、体積を一定に保ちながらテストしました。有限要素ソフトウェアを使い、上ダイが下降するにつれて金属が外側や空洞へどのように流れるかを追跡しました。
金属の流れとエネルギーの追跡
計算モデルは、鍛造中にアルミニウムがまず外側へ容易に広がり、その後空洞が満たされ内部の逆応力が増加するにつれて抵抗が増すことを明らかにしました。すべてのプリフォームで、押し続けるのに必要なエネルギーは時間とともに着実に上昇しましたが、これは主に金属と金型間の摩擦と、押し締められることで材料が硬化するためです。丸めた円柱のうち、端部半径が最も小さい30ミリメートルのものが球状空洞を最も滑らかに満たし、必要なエネルギーも最小でした。接触面積が限定されて摩擦が減り、狭い隅へ押し込む必要のある体積が少なかったため、成形効率が向上しました。
シミュレーションと現実の照合
シミュレーションが実世界の挙動と一致するかを確認するため、研究者らは室温で100トンの試験機と焼入れされた鋼製ダイを用いて冷間鍛造試験を実施しました。アルミニウムのビレットを最も性能の良かったプリフォーム寸法に機械加工し、球状空洞へ鍛造しました。鍛造品はほぼ球形で、フラッシュがなく表面もきれいに仕上がり、プリフォーム設計が妥当であることが確認されました。しかし、実際のプロセスではシミュレーション予測より約13%多くのエネルギーを要し、最終的な球はモデルが示したよりもわずかに楕円形でした。これらの差異は主に、現実の金属での摩擦や硬化がソフトウェアで仮定した簡略化設定より強かったことに起因すると特定されました。
製造における重要性
結論として、本研究は詳細なコンピュータシミュレーションに導かれた慎重なプリフォーム設計が、メーカーにとって最終形状に近いアルミニウム部品を鍛造し、エネルギー消費とスクラップを減らすのに役立つことを示しています。シミュレーションは摩擦や材料挙動のすべての詳細を捉えるわけではありませんが、プリフォーム設計を導くのに十分な精度を示し、多くの高コストな試行を避けることができました。読者への主要なポイントは、賢い仮想試験が金属成形をよりクリーンに、安価に、精密にする可能性があり、自動車や航空機など要求の厳しい用途での部品生産をより効率的にする道を開くということです。
引用: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
キーワード: 冷間鍛造, アルミニウム, ニアネットシェイプ, 有限要素解析, ダイ設計