Clear Sky Science · ja
Al–SiC金属マトリクス複合材料のEDMにおける銅電極と黒鉛電極の比較解析
ハイテク機械にとってなぜ重要か
風力タービンから宇宙船まで、多くの現代的な機械は高温や高応力に耐える軽量金属部品に依存しています。アルミニウム–シリコンカーバイド(Al–SiC)金属マトリクス複合材はこうした要求に適合しますが、従来の切削工具では加工が極めて困難です。本論文は、高度な放電プロセスである電気放電加工(EDM)がこれらの頑強な複合材料をより効率的に加工できるかを検討し、実用的な問として銅と黒鉛のどちらがより適した工具材料かを問いかけます。
刃ではなく火花で金属を成形する
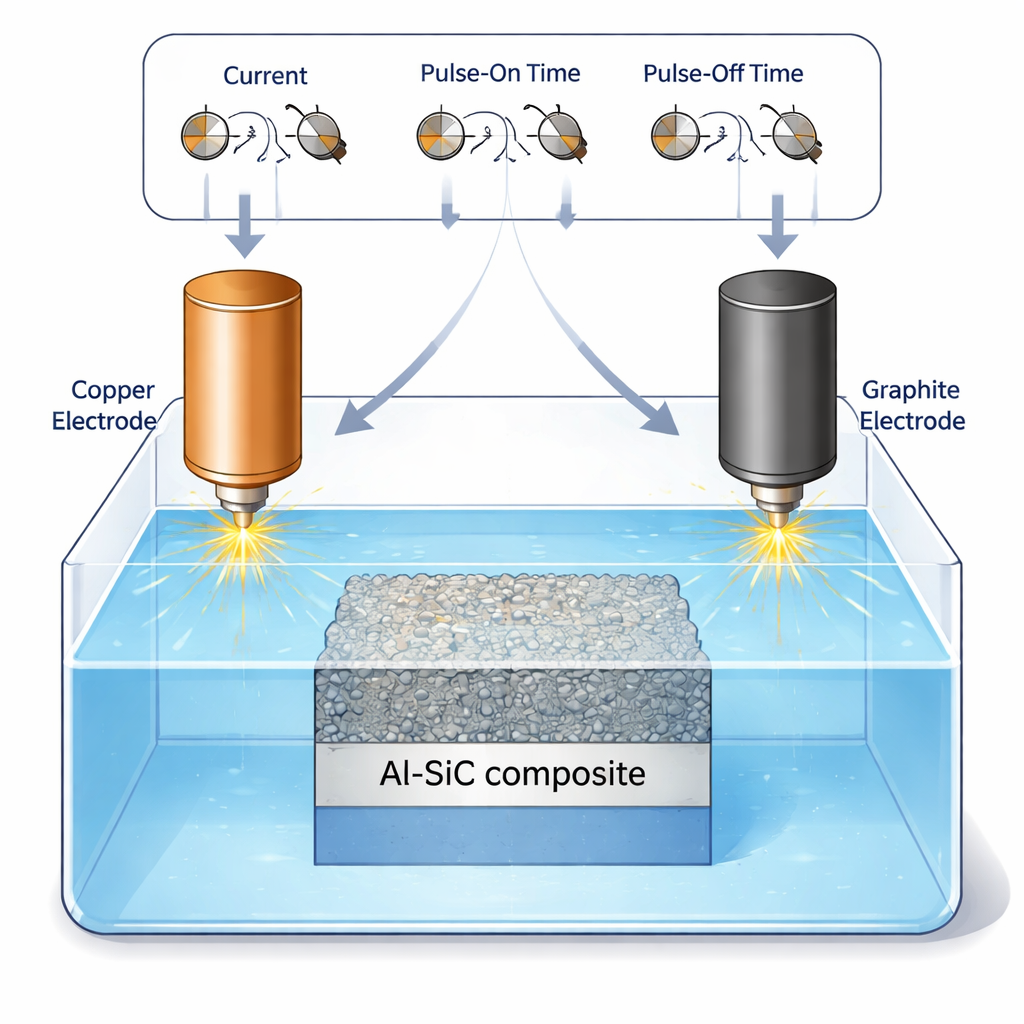
EDMはフライス加工や穴あけとは大きく異なります。放電加工(ダイシンク型)では、固体の工具電極と被加工物の双方を絶縁性の液体(通常はケロシン)に浸します。制御された電圧を印加し、工具と被加工物の間隔が極めて小さいときに、一連の微小な電気火花がギャップを飛び越えます。各火花は局所的に金属を数千度にまで加熱し、微小な材料を溶融・蒸発させます。これらの火花をスキャンとパルス制御で繰り返すことで、従来の工具ではすぐに摩耗してしまう材料にも精密な空洞や形状を加工できます。
Al–SiC複合材が有用であると同時に問題を抱える理由
Al–SiC複合材は、一般的なアルミニウム合金と硬質なシリコンカーバイド粒子を組み合わせています。アルミニウムは軽量で耐腐食性があり比較的鋳造しやすい一方で、セラミック粒子は硬度、耐摩耗性、強度を大幅に高めます。これらの性質により、Al–SiCは航空宇宙部品、高性能自動車、無人航空機など高速機構の可動部品に魅力的です。ただし、複合材を強化する研磨性粒子は切削工具を急速に損耗させるためコストが上がり、製造できる形状に制約が生じます。EDMは工具が表面に物理的に擦れ付くことなく材料を除去するため、この問題を回避できます。
銅と黒鉛の工具を比較試験する
研究者らは、一般的なEDM工具材料である高導電の銅と耐熱性に優れる黒鉛を比較しました。統計的に計画した実験(Box–Behnken設計)を用いて、主に三つの機械設定—電流、各火花パルスの長さ(パルスオン時間)、パルス間の休止時間(パルスオフ時間)—を変化させました。各組合せについて、Al–SiC被加工物からどれだけ早く材料が除去されるか(材料除去率:MRR)と、工具自体がどれだけ早く摩耗するか(工具摩耗率:TWR)を測定しました。標準的な統計手法で有意な傾向とランダムなばらつきを分離し、設定と加工結果を結ぶ数学的な式を構築しました。
火花が示した性能の特徴
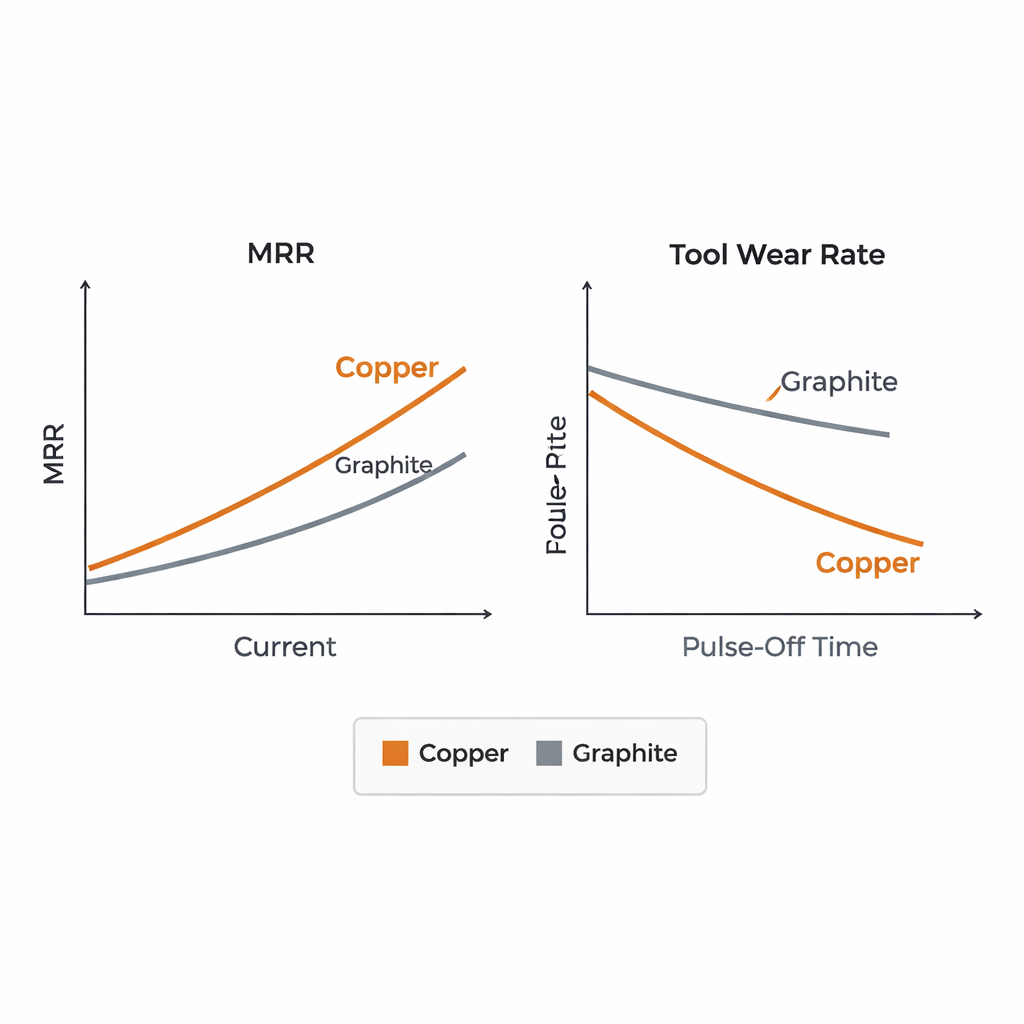
両方の工具材料において、高い電流と長いパルスオン時間はより強力な火花を生み、複合材の加工速度(MRR)を上げましたが、同時に工具摩耗も増加する傾向がありました。これに対して長いパルスオフ時間は火花の合間の休憩のように働き、工具を冷やし溶融した破片を洗い流すため、銅・黒鉛ともに工具摩耗を一貫して低減させました。両電極を直接比較すると、銅が明確に優れていました:材料除去率は最大で約18%高く、工具摩耗は約25%少なくなりました。微小構造の画像もこれらの数値を裏付け、加工後の銅工具表面は黒鉛に比べてより滑らかで損傷が少ないことが示されました。
銅が優れる理由
銅の優れた挙動は主にその熱および電気の高い伝導性に起因します。銅は各火花で生じる強烈な熱を素早く拡散させ、局所的な損傷を抑え火花の安定性を高めます。黒鉛は高温にも耐えますが熱を効率よく伝えないため、局所的な焼損やクレーター化がより顕著になります。Al–SiCのような熱に敏感な複合材ではこの差が重要です:銅はより速く安定した加工を可能にし、工具と被加工物の双方への余計な損傷を減らします。研究はまた高生産性の実用的な条件も示しており、銅工具では電流9 A、適度なパルスオン・パルスオフ時間の組合せで最も高い材料除去が得られました。
実際の製造への含意
エンジニアや製造業者にとって、結論は明快です。Al–SiC金属マトリクス複合材のEDM加工では、銅電極が概して優れた選択肢であり、黒鉛よりも速い加工と長い工具寿命を提供します。電流やパルスのタイミングを慎重に調整し、火花間の十分な休止を確保して熱蓄積を抑えることで、現場は複雑な複合部品をより効率的に、廃棄を減らして加工できます。この指針は実験室の知見と工場の実務をつなぎ、要求の厳しい技術分野での先進的な軽量材料の普及を支えます。
引用: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
キーワード: 電気放電加工, アルミニウムシリコンカーバイド複合材, 銅電極, 黒鉛電極, 工具摩耗