Clear Sky Science · ja
溶融堆積モデリングで製造されたアルミナ系セラミック部品の工程パラメータ最適化
より強い3Dプリント部品が重要な理由
3Dプリントが趣味のガジェットから実際の産業部品へと移行するにつれて、製造者は形を作りやすいだけでなく、強靭で耐熱性があり寿命の長い部品を求めています。アルミナのようなセラミックはエンジン、電子機器、医療機器で既に多く使われていますが、加工が非常に難しいことで知られています。本研究は、一般的なデスクトップ型プリンタを用いてアルミナ部品を確実に3Dプリントする方法を検討し、他者が従って比較できるような段階的な手順を提示します。要求の厳しい素材のための標準化された焼き菓子のレシピのような位置づけです。
プラスチックプリンタをセラミック加工機に変える
研究者たちは、多くのコンシューマープリンタで使われる、プラスチックフィラメントを溶かして細い線として積層する溶融堆積モデリング(FDM)を用いて作業します。単なるプラスチックの代わりに、アルミナ粉末と可溶性のポリマーバインダーを混合した複合フィラメントをプリンタに供給します。印刷後にプラスチックを洗浄・焼却して除去すると、緻密なセラミック片が残ります。温度、速度、層厚のわずかな変化が造形物の反り、ひび割れ、ディテールの劣化を招くため、チームの主目的はこの扱いにくい材料のために信頼できる設定を見つけ、部品の振る舞いを文書化する体系的な手順を構築することです。
より良い造形のための二段階レシピ
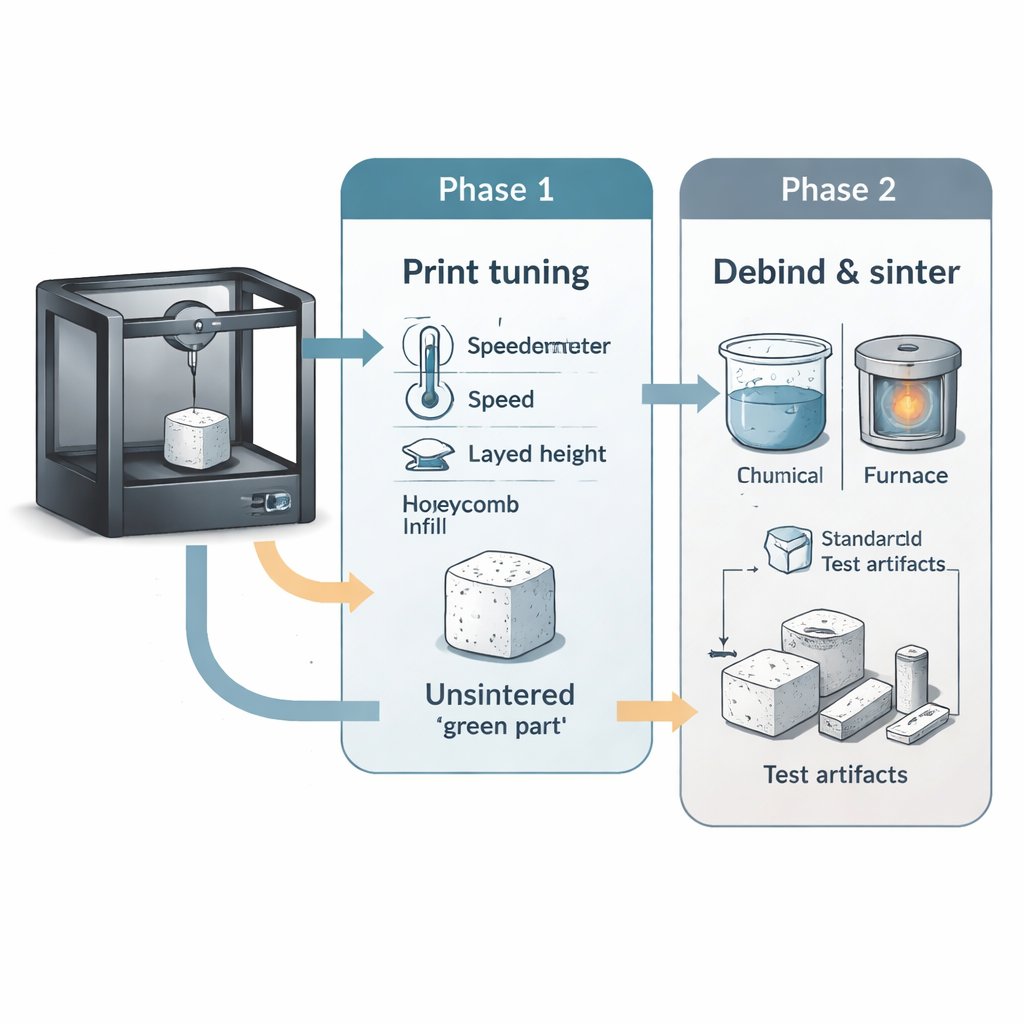
最適化は二つの段階に分けられます。第1段階では印刷工程にのみ集中し、化学処理や熱処理を受けていないいわゆる「グリーン」部品を扱います。単純な試験形状を印刷し、ノズル温度、ビルドプレート温度、印刷速度、層高、外壁厚さ、インフィルパターンを複数回にわたって調整します。一般的なプラスチック用の速度よりかなり遅く印刷し、適度な層高(0.15 mm)を選ぶことが、均一な壁と平坦な底面を得るために重要であることがわかりました。底面での隙間や潰れた層を避けるために、ノズルとビルドプレートとの高さ(Zオフセット)も丁寧に調整します。
収縮と熱に合わせた部品調整
第2段階では、印刷された部品を完全なセラミック工程にかけます:まずアセトン浴でバインダーの一部を溶解除去し、その後炉で残りを除去して約1550°Cでアルミナを焼結するという、長く精密に制御された熱処理です。これらの工程により各方向でおよそ5分の1程度の収縮が生じ、反りや亀裂が入り得ます。これに対処するため、チームは設計のスケール係数、底面と上面のソリッドレイヤー数、外周線数、内部のインフィル密度やパターンを系統的に変化させます。そこから、後処理に耐える十分な厚みと強度を持ちつつ、溶媒やガスが閉じ込められない程度の密度を保つスケール値と構造設定のセットを導き出します。
プロセスの実地検証
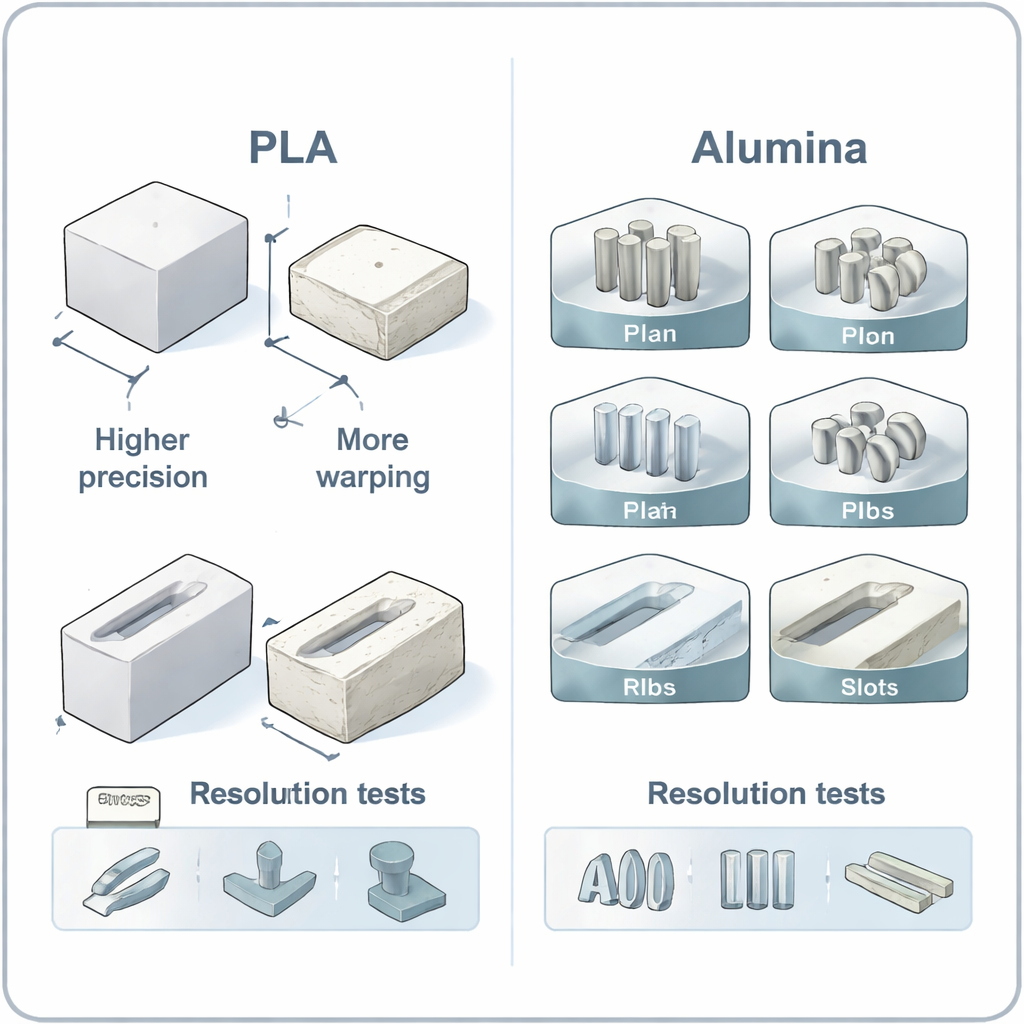
最適化設定の有効性を評価するため、著者らは国際ISO規格で定義された標準的な「試験アーティファクト」を印刷します。これらの形状は、全体の寸法精度、プリンタが再現可能な最小構造(解像度)、および傾斜したオーバーハングを含む表面仕上げの三つの実用的な特性を検査します。アルミナと馴染みのあるプラスチック素材であるPLAの両方について、それぞれ最適とされる設定で完全なセットを作成しました。慎重な計測により、アルミナ部品は特に高温炉工程後により大きく収縮・歪みが生じ、三軸すべてで精度が損なわれることが示されました。PLAでは印刷可能な細いピンや微小な穴は、溶媒処理や熱処理の過程で変形したり消失したり、アルミナでは閉塞してしまうことがあります。
実用面での意義
非専門家にとっての主な結論は、FDMスタイルの3Dプリンタで機能的なアルミナセラミック部品を実際に製造できるが、現状では良好に印刷されたプラスチック部品の精度や表面の滑らかさにはまだ及ばないということです。本研究は温度、速度、外壁とインフィル設定、スケール補正を調整するための明確で再現可能な手順を提供し、現在の限界点—加熱中の反り、非常に小さなディテールの喪失、急勾配のオーバーハングにおける粗い表面—を示しています。最適化のワークフローを形式化し、脱バインディングと焼結段階に残る弱点を指摘することで、本研究は低コストのプリンタをより有能なセラミック製造ツールへ転換するための具体的な出発点を産業界と研究者に与えます。
引用: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
キーワード: セラミック3Dプリント, 溶融堆積造形, アルミナ, 工程最適化, 積層造形