Clear Sky Science · ja
選択的レーザー溶融技術で製作したコンフォーマル冷却チャネルを備えるエンドミルの試験
より冷却された工具で滑らかな加工を
現代の工場では、巨大な力と強い熱に耐えなければならない金属切削工具に依存しています。本研究は、3Dプリントによって内部に微細で湾曲したチャネルを組み込んだ賢いエンドミルを作り、冷却液を切削刃先へ直接導く方法を示します。工具を内側から再設計し、使用する金属を入念に試験することで、インサートをより冷却して長持ちさせるカッターを実現しました。
工具温度が重要な理由
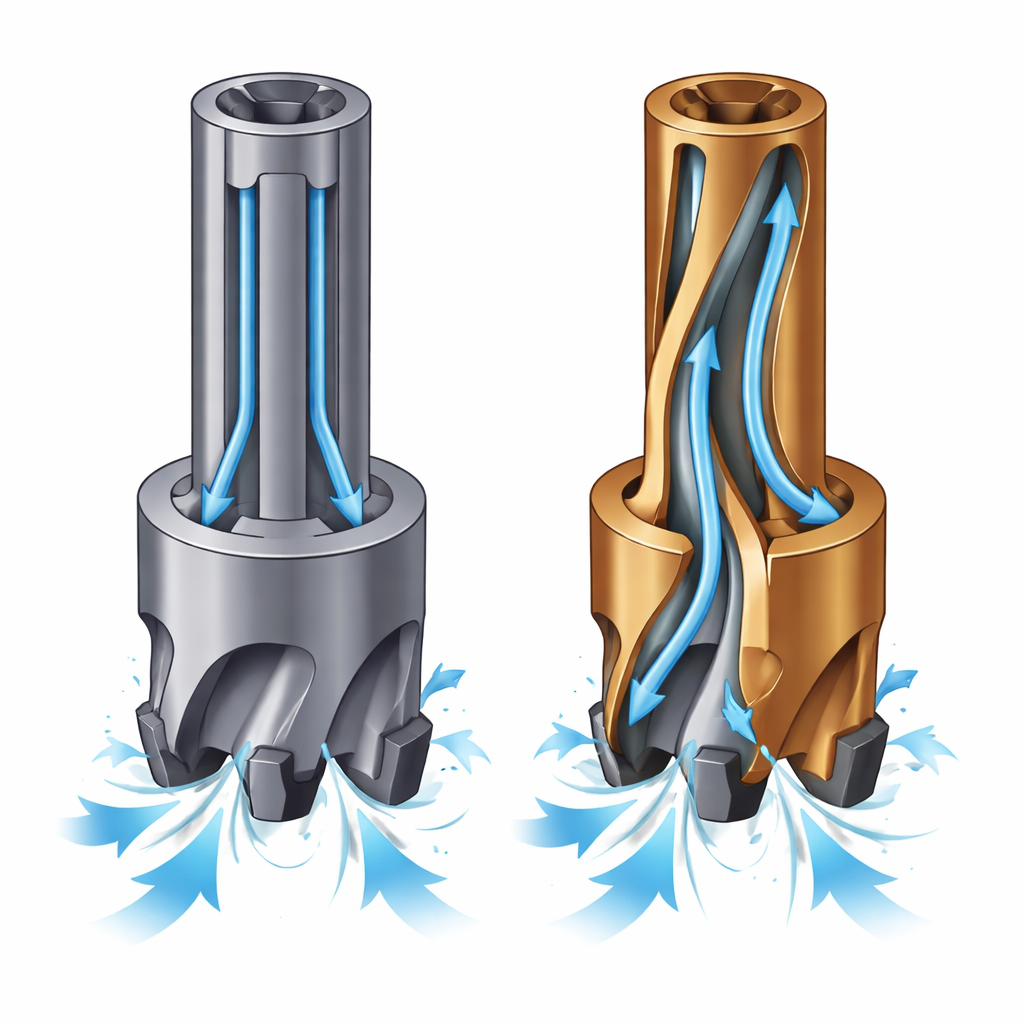
回転するカッターが鋼材やアルミニウムを加工するとき、インサートとワークの接触領域は急速に加熱されます。この熱が除去されないと、刃先は軟化し、摩耗し、欠けや破損を起こすことがあります。従来のエンドミルは冷却液をインサート付近まで導く直線の穿孔を持ちますが、最も必要な場所には必ずしも届きません。加工速度や生産性の要求が高まるにつれ、この従来の冷却法は制約となり、工具寿命を短くしコストを増大させます。
新しいタイプのカッターの製作
研究チームは金属3Dプリント、具体的には選択的レーザー溶融(SLM)を用いて、高強度のマレージング鋼M300から直径25ミリのエンドミル本体を製作しました。本材料を過酷な工具用途に用いる前に、試験片をプリントし熱処理を施して内部組織を観察し、強度と硬度を測定しました。顕微鏡観察ではわずかな微孔と、熱処理中に形成された多数のナノスケール粒子を伴う高密度な鋼が確認され、これが硬度と耐変形性を大きく向上させていました。これらの検査により、プリント鋼が切削時に発生する大きな荷重に安全に耐えられることが確認されました。
刃先に沿うように冷却経路を設計
材料の適合性が確認された後、著者らは冷却チャネルが曲がりくねってインサートの刃先すぐ後方に冷却液を吐出するような新しい本体を設計しました。これらのチャネルと全体形状が荷重下で工具を弱めないよう、コンピュータシミュレーションを用いて検証しました。有限要素解析の結果、3Dプリント設計の応力は鋼の強度を十分下回り、鋭い角を避ける新しい形状のために従来品よりもさらに低いことが示されました。プリント後は標準の市販インサートを正確に取り付けられるよう、主要な接触面とねじ部のみを精加工しました。

プリント工具の実地試験
研究者らは次に、一連の実加工試験で3Dプリントされたカッターを従来の一体型本体と比較しました。アルミニウムや建築用鋼の面削り、溝加工、肩削りを行い、続いて工具鋼に対する長期耐久試験を軟状態および焼入後で実施しました。切削力はダイナモメータで、表面粗さは高解像度光学計測で測定し、乾式切削と内部冷却の条件下でインサートの摩耗進行を追跡しました。ほとんどの切削条件で、プリント工具は必要な切削力が低く、より切れ味が良いことが示されました。一方で表面品質はプリント本体でやや劣る場合があり、これは外周部の一部が完全に仕上げられておらず小さな不釣り合いが生じたことに起因すると考えられました。
冷却重視の設計が工具寿命を延ばす
コンフォーマル冷却チャネルの最も明白な利点は耐久試験で現れました。冷却液を工具内部に供給した場合、3Dプリント本体に取り付けたインサートは従来のカッターに比べ約20%長持ちし、これは刃先へのより直接的な冷却と優れた切りくず排出によるものです。冷却液を用いない乾式切削では両工具の性能に大きな違いは見られず、主要な利点がほかの設計要素ではなく改善された冷却経路に起因することが確認されました。総じて、金属3Dプリントは従来の穿孔では実現できない湾曲したチャネルを内蔵した高密度・高強度の工具本体を提供でき、特に加工困難な材料に対して寿命が長く効率的なカッターの可能性を開きます。
引用: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
キーワード: 3Dプリント切削工具, コンフォーマル冷却チャネル, マレージング鋼 M300, エンドミルの耐久性, 選択的レーザー溶融