Clear Sky Science · it
Analisi del progetto e delle prestazioni di taglio di uno utensile cilindrico per skiving degli ingranaggi con angolo d’attacco uniforme
Ingranaggi più precisi per le macchine di uso quotidiano
Dalle trasmissioni automobilistiche alle turbine eoliche, molte delle macchine su cui facciamo affidamento ogni giorno dipendono da ingranaggi che devono innestarsi senza problemi per anni sotto carichi elevati. Produrre questi ingranaggi in modo rapido, preciso e a basso costo è sorprendentemente difficile. Questo studio propone un nuovo approccio alla progettazione dell’utensile speciale utilizzato nel processo chiamato skiving degli ingranaggi, con l’obiettivo di ottenere ingranaggi più precisi, prolungare la vita dell’utensile e ridurre problemi di lavorazione come calore, vibrazioni e usura.
Perché la tornitura degli ingranaggi richiedeva una riprogettazione
Le industrie moderne prediligono lo skiving perché può tagliare rapidamente e con precisione ingranaggi interni ed esterni complessi. Tuttavia, gli utensili tradizionali per lo skiving, che hanno forma conica e una superficie di taglio frontale piana, presentano svantaggi significativi. Con il tempo, quando questi utensili vengono riaffilati, la loro geometria cambia in modo sottile, causando derive nell’accuratezza dell’ingranaggio. La faccia di taglio piana genera inoltre tratti del filo che mordono il materiale con angoli sfavorevoli, rendendo più difficile l’evacuazione dei trucioli, aumentando le forze di taglio e provocando riscaldamenti localizzati. Questi effetti combinati accorciano la vita dell’utensile, aumentano i costi e rendono più difficile mantenere gli ingranaggi entro tolleranze ristrette.
Una nuova forma per un taglio più regolare
Gli autori propongono una geometria diversa: un utensile cilindrico per skiving con la superficie frontale di taglio leggermente curva anziché piatta, e una superficie laterale che si avvolge secondo una elica controllata. Progettano l’utensile in modo che l’“angolo d’attacco effettivo” — l’angolo con cui il filo incontra il metallo — rimanga uniforme lungo l’intero filo di taglio, anche quando l’utensile lavora in posizione decentrata rispetto all’ingranaggio. Modellando accuratamente il moto combinato dell’utensile e dell’ingranaggio, garantiscono che il filo resti un preciso specchio, o coniugato, del dente che sta tagliando. La superficie laterale dell’utensile è sagomata come un cilindro elicoidale in modo da mantenere il gioco tra utensile e ingranaggio senza ricorrere a un fragile angolo di fuga incorporato che verrebbe perso durante la riaffilatura.
Mettere il progetto alla prova al computer
Per valutare il comportamento del nuovo utensile prima di costruirlo, il team ha realizzato dettagliate simulazioni al computer usando il metodo degli elementi finiti. Queste simulazioni hanno accoppiato meccanica e conduzione del calore, permettendo ai ricercatori di osservare l’evoluzione delle forze di taglio, della formazione dei trucioli e dei campi di temperatura mentre l’utensile eseguiva lo skiving di un dente. Hanno variato sistematicamente tre parametri chiave del processo: la velocità di rotazione dell’utensile, la velocità di avanzamento dell’ingranaggio attraverso il taglio e la profondità di passata. L’analisi ha mostrato che la velocità di avanzamento ha l’influenza maggiore sulle forze di taglio, mentre la velocità di rotazione regola quanto si scalda la zona di taglio. In molte condizioni, l’utensile a faccia curva ha prodotto forze più stabili e un campo termico più uniforme rispetto al progetto tradizionale a faccia piana, anche se la forza di picco in una direzione poteva risultare leggermente più elevata.
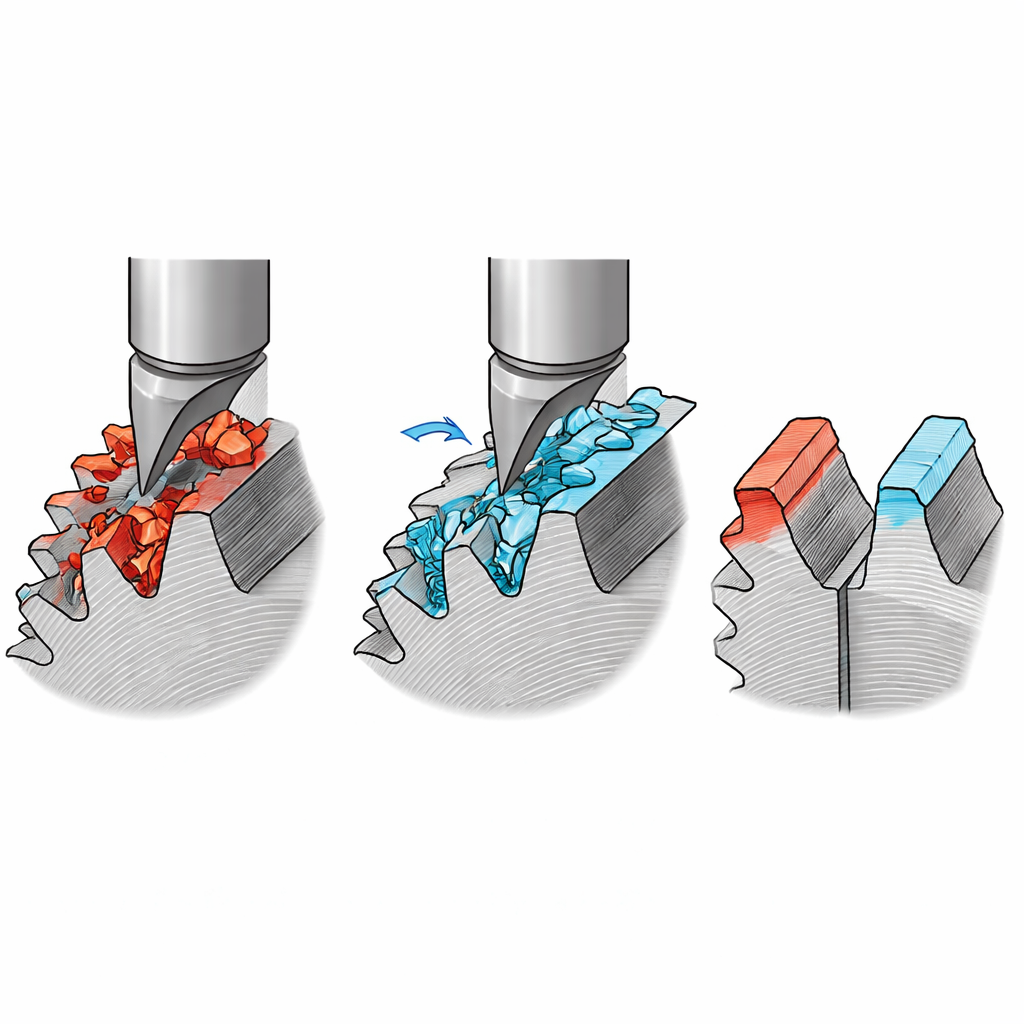
Utensili più freschi e sollecitazioni più miti
Confrontando le due geometrie, le simulazioni hanno rivelato chiari vantaggi fisici per il design curvo. Il tagliente a faccia curva ha ridotto notevolmente le fluttuazioni nella forza di taglio e abbassato le temperature di picco al contatto utensile–truciolo di circa il 15–20%. Il calore è stato distribuito in modo più uniforme, evitando forti gradienti termici che possono causare cricche e usura rapida. Analizzando le tensioni residue sui denti finiti, i ricercatori hanno riscontrato che gli ingranaggi realizzati con l’utensile curvo presentavano picchi di trazione minori e una maggiore presenza di tensioni di compressione benefiche, distribuite in modo più uniforme sulla superficie del dente. Questi schemi di sollecitazione più regolari sono correlati a migliori prestazioni alla fatica e a una vita utile degli ingranaggi più lunga in servizio.
Dal modello virtuale agli ingranaggi reali
Per confermare l’efficacia del nuovo progetto fuori dal contesto virtuale, il team ha prodotto inserti indicizzati con la superficie frontale curva mediante avanzate rettifiche a cinque assi e ha applicato un rivestimento duro. Ha quindi montato questi inserti su un utensile cilindrico per skiving e ha lavorato ingranaggi reali su una macchina utensile industriale. Il processo di taglio è risultato stabile, senza segni di sfregamento o collisioni. Le misurazioni sugli ingranaggi finiti hanno mostrato che forma del dente, passo e allineamento soddisfacevano o superavano gli standard industriali, e ciò è stato ottenuto con condizioni di taglio efficienti.
Cosa significa per le macchine del futuro
In termini pratici, lo studio dimostra che rimodellare la faccia di lavoro di un utensile per ingranaggi può rendere l’intero processo più calmo, meno caldo e più prevedibile. Il nuovo utensile cilindrico per skiving con angolo d’attacco uniforme mantiene la precisione dopo la riaffilatura, evita interferenze dannose con l’ingranaggio e lascia denti con schemi di sollecitazione migliori. Per i produttori, questo si traduce in utensili che durano più a lungo, meno scarti e ingranaggi più affidabili nelle auto, nelle macchine e nei sistemi energetici di cui ci serviamo.
Citazione: Ji, J., Wang, P., Xue, R. et al. Design and cutting performance analysis of cylindrical gear skiving tool with uniform working rake angle. Sci Rep 16, 9510 (2026). https://doi.org/10.1038/s41598-026-40178-2
Parole chiave: skiving degli ingranaggi, progettazione utensili da taglio, processi di produzione, simulazione agli elementi finiti, lavorazione ingranaggi