Clear Sky Science · it
Effetti del raffreddamento criogenico sulla temperatura di taglio e sulla rugosità superficiale nella tornitura della lega di alluminio AA7075
Perché il raffreddamento è importante nella lavorazione dei metalli
Quando si costruisce un’automobile, un aeroplano o anche una bicicletta, molte delle parti metalliche vengono formate asportando materiale su macchine chiamate torni e fresatrici. Questa asportazione genera molto calore e può lasciare piccole creste e difetti sulla superficie, che possono accorciare la vita utile del componente. Lo studio presentato in questo articolo esamina come l’uso del freddo estremo, fornito dall’azoto liquido, possa raffreddare il processo di taglio di una lega di alluminio ad alta resistenza ampiamente impiegata in ambito aeronautico e automobilistico, e come tale raffreddamento influisca sia sulla temperatura sia sulla finitura superficiale ottenuta.
Un alluminio resistente ma sensibile
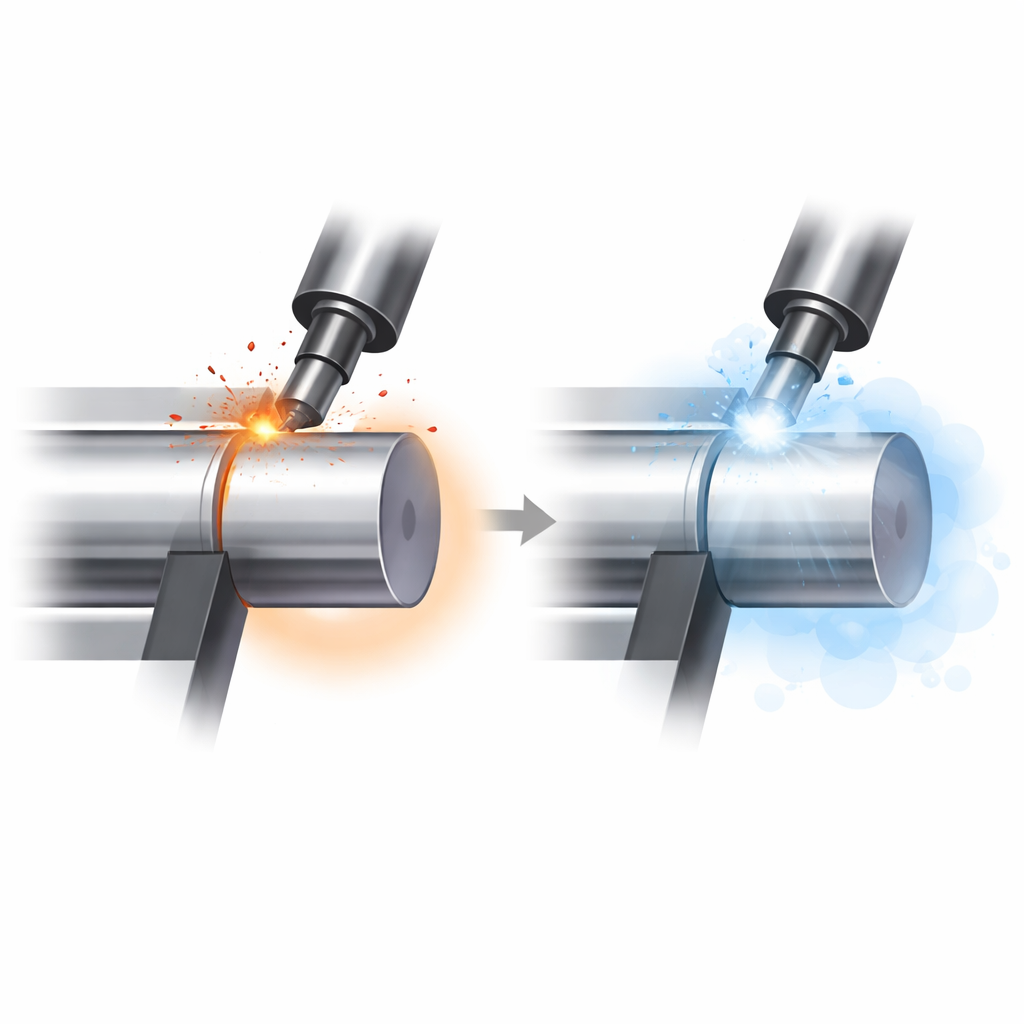
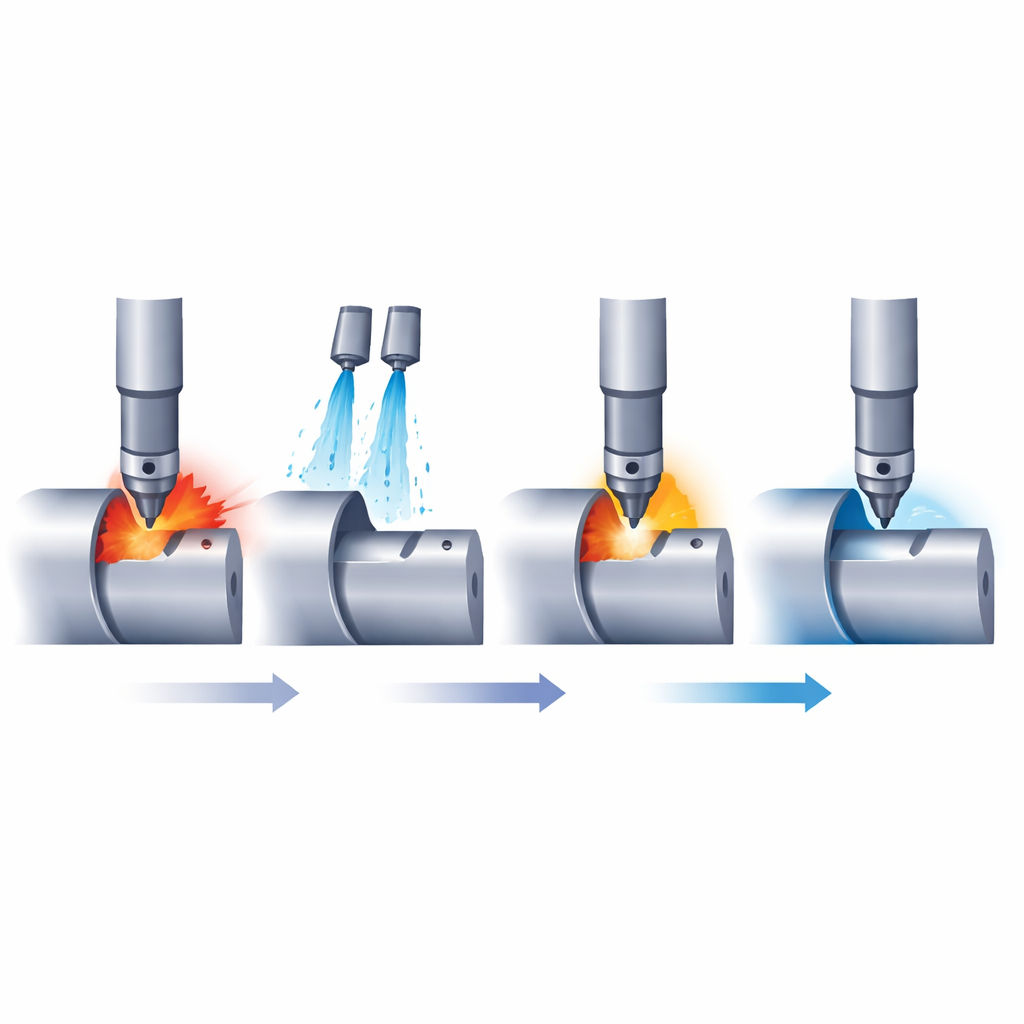
I ricercatori si sono concentrati sulla lega di alluminio AA7075, un materiale apprezzato in applicazioni aerospaziali e automobilistiche perché unisce elevata resistenza e basso peso. Queste stesse caratteristiche rendono fondamentale che la superficie di ogni componente sia in ottime condizioni, poiché rugosità e danni nascosti possono favorire l’insorgere di cricche e fenomeni di fatica nel tempo. Quando il metallo viene lavorato al tornio, tre regolazioni principali controllano l’andamento del processo: la velocità di rotazione del pezzo (velocità di taglio), la velocità con cui l’utensile si sposta lungo il pezzo (avanzamento) e la profondità di passata (profondità di taglio). Queste impostazioni, insieme, determinano quanto calore si genera e quanto liscia diventa la superficie. Il gruppo ha voluto comprendere come questi parametri interagiscano nella tornitura tradizionale a secco e nella tornitura criogenica, dove l’azoto liquido viene spruzzato direttamente nel punto di contatto tra utensile e pezzo.
Come sono stati condotti gli esperimenti
Per studiare il fenomeno, gli autori hanno tornito piccoli cilindri di AA7075 su un tornio convenzionale usando un inserto di carburo di tungsteno. Hanno predisposto sette diverse combinazioni di velocità di taglio, avanzamento e profondità di taglio, ripetendo ciascuna combinazione due volte: una in aria secca e una con raffreddamento ad azoto liquido. Una termocamera ha osservato la zona di taglio da una distanza fissa per registrare la temperatura massima durante ogni passata. Dopo ogni taglio, un rugosimetro portatile ha tracciato la superficie in tre punti e ha fornito un valore medio di rugosità. Questo insieme di misurazioni ha permesso al team di confrontare, in modo controllato, come ciascun parametro e ciascun metodo di raffreddamento influenzassero sia il calore nella zona di taglio sia la texture della superficie finita.
Cosa succede al calore e alla finitura superficiale
I risultati hanno mostrato un chiaro contrasto tra tornitura a secco e criogenica. In condizioni di lavoro a secco, l’aumento della velocità di taglio e in particolare della profondità di passata ha fatto salire le temperature in modo marcato, in alcuni casi oltre i 130 °C. Anche l’avanzamento e la profondità di taglio tendevano ad aumentare la rugosità superficiale, producendo componenti con picchi e vallate microscopici più pronunciati. In confronto, quando l’azoto liquido veniva spruzzato nel punto di contatto utensile–pezzo, la temperatura nella zona di taglio è diminuita drasticamente, spesso di oltre 50 °C, e rimaneva quasi costante anche al variare di velocità, avanzamento o profondità di taglio. Questo raffreddamento ha inoltre migliorato la qualità superficiale in molti casi, soprattutto a velocità moderate e con bassi avanzamenti, dove i valori di rugosità risultavano visibilmente inferiori rispetto alla tornitura a secco.
Compromessi sottili al freddo estremo
Lo studio ha anche evidenziato comportamenti più complessi in alcune condizioni. A basse velocità di taglio sotto raffreddamento criogenico, la superficie talvolta risultava più ruvida rispetto alla tornitura a secco. Gli autori suggeriscono che un congelamento locale molto intenso possa disturbare il modo in cui i trucioli si formano e si distaccano, rendendoli più irregolari e più propensi a segnare la superficie. Allo stesso modo, ad alti avanzamenti e maggiori profondità di taglio, la combinazione di asportazione pesante e raffreddamento intenso aumentava la rugosità in modalità criogenica, probabilmente perché trucioli più spessi, forze maggiori e materiale più freddo e fragile portavano a un flusso di truciolo instabile. Questi risultati mostrano che, sebbene il raffreddamento sia efficace, non garantisce automaticamente una superficie più liscia per ogni impostazione; i parametri di taglio devono comunque essere scelti con attenzione.
Cosa significa per i componenti nel mondo reale
Per i produttori, lo studio suggerisce che l’uso di azoto liquido nella tornitura di AA7075 può ridurre notevolmente le temperature di taglio, limitare i danni nascosti nel sottostrato superficiale e migliorare la finitura—fattori che insieme possono estendere la vita a fatica e l’affidabilità di componenti critici. L’azoto liquido presenta anche vantaggi pratici: evapora in gas azoto innocuo, non lascia residui e evita i problemi di gestione dei rifiuti associati ai refrigeranti liquidi tradizionali. Tuttavia, il lavoro sottolinea anche che la lavorazione criogenica non è una soluzione valida in ogni caso; i maggiori benefici in termini di controllo della temperatura e qualità superficiale si ottengono abbinando il raffreddamento a scelte oculate di velocità, avanzamenti e profondità. In termini semplici, l’articolo dimostra che un uso intelligente del freddo estremo può far durare più a lungo e funzionare in modo più sicuro componenti in alluminio, forti e leggeri.
Citazione: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Parole chiave: lavorazione criogenica, raffreddamento con azoto liquido, rugosità superficiale, lega di alluminio AA7075, processo di tornitura