Clear Sky Science · it
Comportamento di consolidazione delle trucioli di magnesio AZ80: influenza della pressione di compattazione e del tempo di mantenimento su porosità, interfacce e risposta meccanica
Trasformare gli scarti in metallo più resistente
Auto e aeroplani moderni si affidano a metalli leggeri per ridurre i consumi e le emissioni, ma la produzione di questi componenti genera una sorprendente quantità di “segatura” metallica sotto forma di trucioli arrotolati. Questo studio esplora un modo più pulito per riportare i trucioli di magnesio a pezzi solidi utili senza fonderli, risparmiando energia e preservando materiale prezioso. Mostrando come comprimere questi trucioli in blocchi resistenti e stabili, il lavoro indica una via verso una produzione più sostenibile.
Perché gli scarti di magnesio contano
Le leghe di magnesio come AZ80 sono apprezzate perché sono leggere ma resistenti, ideali per veicoli che devono consumare meno carburante o estendere l’autonomia delle batterie. Tuttavia, la lavorazione meccanica delle parti in magnesio produce inevitabilmente scarti: anche processi di fusione efficienti possono perdere alcuni punti percentuali del metallo originario, mentre componenti aerospaziali possono generare fino a un quinto del materiale iniziale in trucioli. Il riciclo tradizionale riconfonde questi scarti, ma richiede molta energia ed espone la grande superficie dei trucioli all’ossigeno e ai residui di liquido da taglio. Il risultato è un metallo ricco di ossidi che può perdere resistenza e qualità.
Riciclare senza fondere
Invece di riconfondere, il riciclo in stato solido preme i trucioli insieme in modo così intenso che si deformano, si incastrano e possono poi essere trasformati a caldo in nuovi componenti. In questo studio i ricercatori hanno usato trucioli di magnesio AZ80 prodotti con un fluido da taglio a base d’acqua e non li hanno puliti prima della pressatura. Hanno misurato con cura la dimensione dei trucioli, la rugosità superficiale e la struttura interna, quindi hanno compattato quantità fissate di trucioli in uno stampo cilindrico d’acciaio usando una pressa idraulica. Sono state confrontate quattro procedure di pressatura, variando l’entità della pressione, la durata del mantenimento e se il carico veniva mantenuto costante o lasciato rilassare durante il tempo di tenuta.

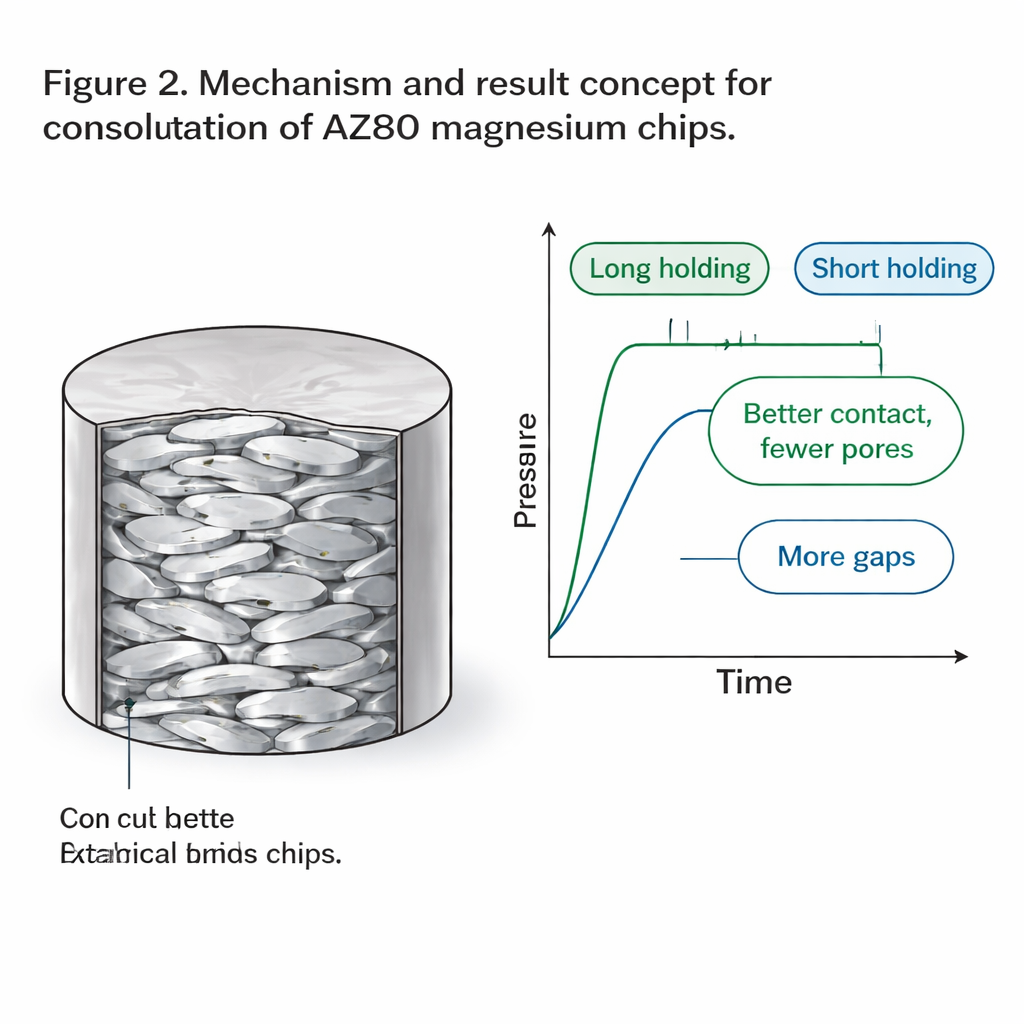
Come il tempo sotto pressione chiude i vuoti
All’esterno, tutti i cilindri compattati sembravano integri, ma le immagini dettagliate raccontavano una storia più sfumata. Quando la pressione veniva applicata e poi mantenuta per un periodo più lungo, i trucioli avevano più tempo per riordinarsi e deformarsi, permettendo ai pori interni di ridursi e distribuirsi in modo più uniforme. Queste procedure hanno raggiunto frazioni di materiale solido complessive di circa il 91–92 percento della densità piena, con la porosità distribuita in modo abbastanza uniforme dall’alto al basso. Quando la stessa o simile pressione veniva applicata solo brevemente, rimanevano più vuoti, specialmente vicino al fondo delle bricchette, e la densità complessiva scendeva a circa l’87 percento. Questo ha mostrato che il tempo sotto carico è più importante della sola entità della pressione massima.
Pellicole invisibili, effetti visibili
Al microscopio i trucioli compattati apparivano come piastrine sovrapposte con sottili spazi ai loro confini. Le mappe chimiche rivelavano che queste interfacce erano rivestite da uno strato molto sottile ricco di ossigeno: una tenace ossidazione nativa che sopravvive alla lavorazione e alla pressatura. Tempi di mantenimento più lunghi premevano i trucioli in contatto geometrico più stretto, riducendo questi spazi a scale sub-micrometriche e migliorando l’incastro meccanico, ma la pellicola di ossido stessa non si rompeva a sufficienza da consentire un vero legame metallo-su-metallo. Il fluido da taglio residuo, al contrario, non mostrava un effetto marcato nell’intervallo di pressioni e tempi utilizzati, suggerendo che una semplice pulizia preventiva può essere meno critica di quanto si pensasse per questo tipo di compattazione a freddo.
La resistenza dipende dalla qualità del contatto, non solo dall’impaccamento
I test meccanici in compressione hanno evidenziato come l’architettura interna controlli le prestazioni. Tutti i campioni mostravano inizialmente una fase non lineare in cui pori e spazi si chiudevano, seguita da un tratto quasi lineare in cui la rete solida sopportava il carico. Interessante notare che la bricchetta che non era la più densa nel complesso ma aveva le interfacce meglio incastrate—grazie a un lungo mantenimento a alta pressione—era la più rigida, opponendosi alla deformazione in modo simile a un metallo più continuo. Al contrario, un campione leggermente più denso ma con micro-spazi più aperti risultava meno rigido. Le misure di durezza attorno a ogni bricchetta hanno mostrato che i tempi di mantenimento brevi lasciavano regioni molto indurite da lavoro ma disomogenee, mentre mantenimenti più lunghi permettevano la ridistribuzione degli sforzi, portando a valori di durezza più moderati e bilanciati.
Cosa significa per un uso del metallo più verde
Per i non specialisti, il messaggio chiave è che il tempo sotto pressione può essere importante quanto la pressione stessa quando si compattano trucioli metallici per il riciclo. Semplicemente spingere più forte non basta; i trucioli devono essere tenuti a sufficienza perché si pieghino, fluiscano e si incastrino, anche se una pelle di ossido ultra-sottile continua a impedire la fusione completa come se fossero stati fusi. Ottimizzando i tempi di pressatura per favorire un miglior contatto piuttosto che una sola densità più elevata, i produttori potrebbero trasformare trucioli di magnesio dall’aspetto sporco in materia prima affidabile per successivi passaggi di formatura, riducendo rifiuti e consumo energetico e mantenendo il design leggero su basi più sostenibili.
Citazione: Murillo-Marrodán, A., García, E. & Nakata, T. Consolidation behaviour of AZ80 magnesium chips: influence of compaction pressure and holding time on porosity, interfaces and mechanical response. Sci Rep 16, 7321 (2026). https://doi.org/10.1038/s41598-026-38401-1
Parole chiave: riciclaggio del magnesio, processamento in stato solido, trucioli di lavorazione dei metalli, leghe leggere, produzione sostenibile