Clear Sky Science · it
Interazione parametri di taglio-materiale dell'utensile sull’usura degli utensili PcBN nella lavorazione della ghisa duttile
Utensili più affilati per auto più pulite
I motori automobilistici moderni e i motori elettrici si basano su componenti metalliche resistenti che devono essere lavorate con grande precisione e a basso costo. Questo studio esamina come si comportano gli utensili da taglio avanzati realizzati in un materiale superduro chiamato PcBN durante la sagomatura della ghisa duttile, un materiale comune per alberi motore e carter motore. Comprendendo come questi utensili si consumano e come scegliere in modo intelligente i parametri di lavoro, le fabbriche possono produrre veicoli più puliti ed efficienti, usando meno energia e sostituendo gli utensili meno frequentemente.
Perché l’usura degli utensili conta in produzione
Nelle aziende automobilistiche, componenti come alberi motore, blocchi motore e carter partono da grezzi in ghisa duttile che devono essere lavorati a misura. Gli utensili PcBN sono interessanti perché mantengono la durezza a temperature elevate e possono talvolta sostituire fasi di finitura più lente basate sulla rettifica. Tuttavia, durante la lavorazione della ghisa duttile, questi utensili tendono a consumarsi molto più rapidamente rispetto ad altre ghise, aumentando costi e fermi macchina. Gli autori hanno voluto comprendere in modo sistematico come diverse formulazioni di utensili PcBN e impostazioni di taglio interagiscano, e come individuare un punto d’equilibrio che bilanci asportazione rapida del materiale e lunga durata dell’utensile.
Confronto tra tre utensili superduro
Il team ha testato tre tipi di inserti PcBN, tutti simili nella forma ma differenti nella composizione interna. Un utensile utilizzava un legante metallico, uno un legante di tipo ceramico a base di carburo di titanio, e uno presentava una minore frazione della fase superdura e una maggiore quantità di legante complessiva. Hanno tornito barre di ghisa duttile ad alta resistenza su un tornio CNC, variando con cura velocità di taglio, avanzamento e profondità di passata secondo una matrice di prova pianificata. Ogni poche centinaia di metri di lavorazione interrompevano per misurare la zona consumata sul fianco dell’utensile fino a raggiungere un limite di usura stabilito. Microscopi e analisi chimiche hanno poi ispezionato le superfici consumate in dettaglio, rivelando solchi, crateri, variazioni di colore e tracce di elementi migrate tra utensile e pezzo.
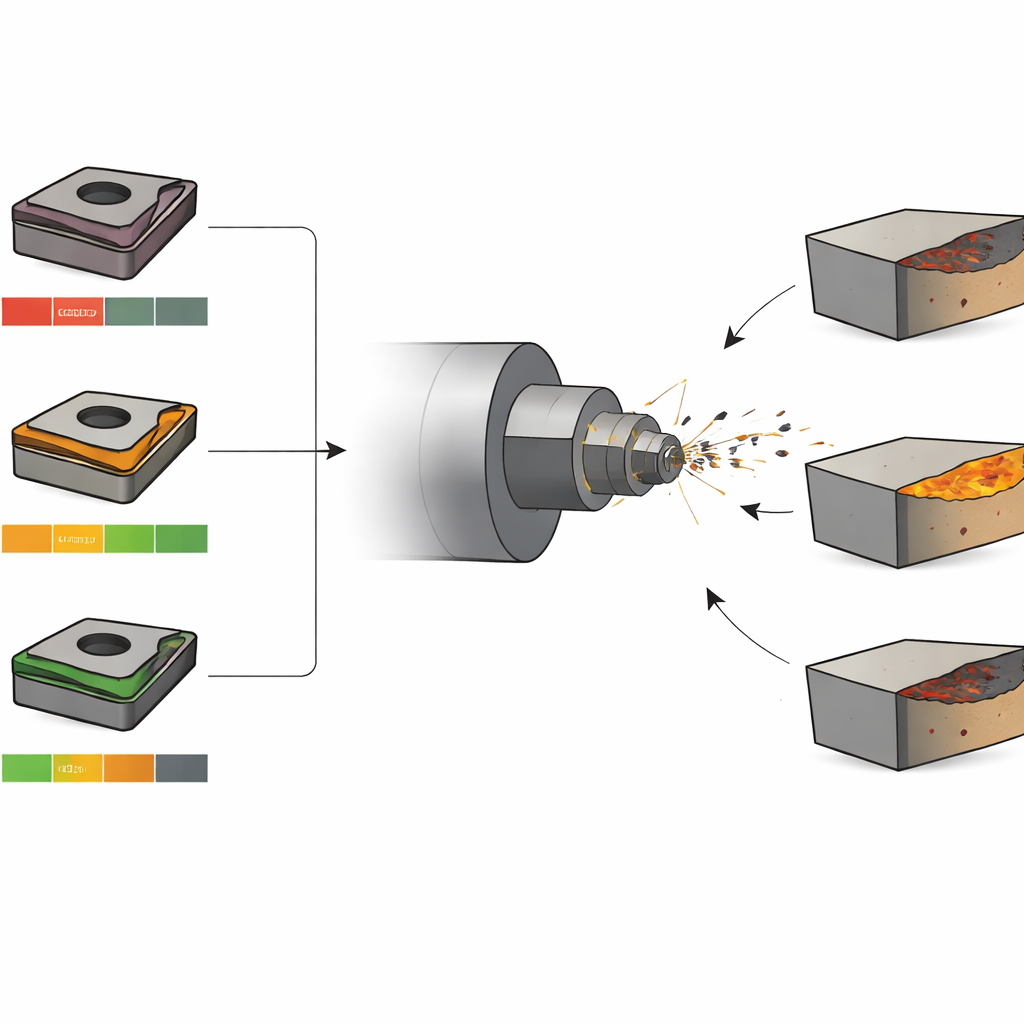
Come e perché gli utensili si consumano
Lo studio mostra che tre tipi di danneggiamento operano congiuntamente per consumare gli utensili. L’usura abrasiva deriva da particelle dure presenti nella ghisa che graffiano e incanalano la superficie dell’utensile, specialmente a velocità maggiori. L’usura chimica compare quando la zona di taglio, riscaldata, favorisce reazioni tra l’utensile e l’ambiente, formando ossidi e causando la perdita di elementi chiave dalla superficie; nell’utensile più colpito il contenuto di ossigeno è aumentato bruscamente mentre boro e azoto sono diminuiti. L’usura adesiva si manifesta quando microscopiche zone di ghisa si saldano temporaneamente all’utensile caldo e poi si staccano, lasciando crateri e superfici lacerate. L’utensile legato con carburo di titanio si è distinto: ha mostrato crateri e usura del fianco meno pronunciati, e il suo legante ha formato un film strappato caratteristico che, pur dannoso, risultava più controllato rispetto agli altri utensili.
Trovare il punto ottimale nei parametri di taglio
Analizzando la vita utile degli utensili attraverso molte combinazioni di velocità, avanzamento e profondità, gli autori hanno convertito le condizioni di taglio in una misura unica di asportazione di materiale e cercato schemi. In generale la vita utile decresceva all’aumentare di questo tasso di asportazione, ma non in una relazione lineare semplice. L’utensile con legante a base di carburo di titanio ha fornito le migliori prestazioni complessive sulla ghisa duttile, specialmente a efficienza di taglio media. Un punto di funzionamento intorno a una velocità moderata e avanzamento e profondità contenuti (producento circa 15 centimetri cubi di materiale asportato al minuto) offriva un buon equilibrio: lunga durata con lavorazioni ragionevolmente veloci. Al contrario, l’utensile con minore contenuto della fase dura talvolta durava di più solo a tassi di asportazione molto bassi o molto elevati, rendendolo più adatto a condizioni di nicchia che non alla produzione quotidiana.
Dai dati di prova a previsioni intelligenti
Per trasformare i risultati in strumenti utilizzabili dalle fabbriche, i ricercatori hanno costruito modelli matematici semplici che collegano la vita utile degli utensili a velocità di taglio, avanzamento e profondità. Questi modelli possono essere alimentati con dati in tempo reale provenienti dai sensori di macchina, permettendo al sistema di stimare quanto vita aveva originariamente un utensile, quanto è stata consumata e quanto ne resta. Lo “stato di salute” dell’utensile è espresso in percentuale e quando scende sotto una soglia prestabilita il sistema può avvisare gli operatori prima che il guasto comprometta la qualità della superficie o provochi scarti. Prove con condizioni di taglio variabili hanno mostrato che il metodo di predizione traccia la progressione dell’usura sufficientemente bene da essere pratico su una linea di produzione.
Cosa significa per la produzione di tutti i giorni
Per i non addetti ai lavori, il messaggio chiave è che piccole modifiche sia nella ricetta dell’utensile sia nelle impostazioni operative possono avere grandi effetti su affidabilità e costi. Il lavoro identifica un tipo particolare di utensile PcBN e una finestra di condizioni di taglio che insieme garantiscono maggiore durata e prestazioni stabili durante la lavorazione di componenti in ghisa duttile. Allo stesso tempo dimostra che modelli semplici, guidati dai dati, possono monitorare l’usura degli utensili in background e suggerire sostituzioni tempestive. Presi insieme, questi progressi aiutano costruttori di auto e motori a asportare metalli difficili più velocemente, con meno pezzi scartati e meno energia, sostenendo trasporti più puliti ed efficienti.
Citazione: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Parole chiave: lavorazione della ghisa duttile, utensili da taglio PcBN, usura dell'utensile, parametri di taglio, predizione della vita utile dell'utensile