Clear Sky Science · it
Effetto dei parametri di asportazione sulla fatica dell'acciaio 42CrMo bonificato e temprato
Perché la levigatezza del metallo conta
Dalle turbine eoliche ai treni ad alta velocità, molte macchine critiche si affidano ad alberi, bulloni e ingranaggi in acciaio che ruotano o flessionano milioni di volte nel corso della loro vita. Queste parti non cedono spesso per un singolo sovraccarico drammatico, ma lentamente, attraverso piccole cricche che crescono a ogni ciclo di sollecitazione. Questo studio esamina un acciaio ad alta resistenza molto diffuso, noto come 42CrMo, e pone una domanda pratica con grandi implicazioni di sicurezza e costo: in che modo il modo in cui tagliamo e rifiniamo il metallo durante la lavorazione influisce sulla durata di queste parti prima che si incrinino e si rompano?
Come la lavorazione quotidiana modella debolezze nascoste
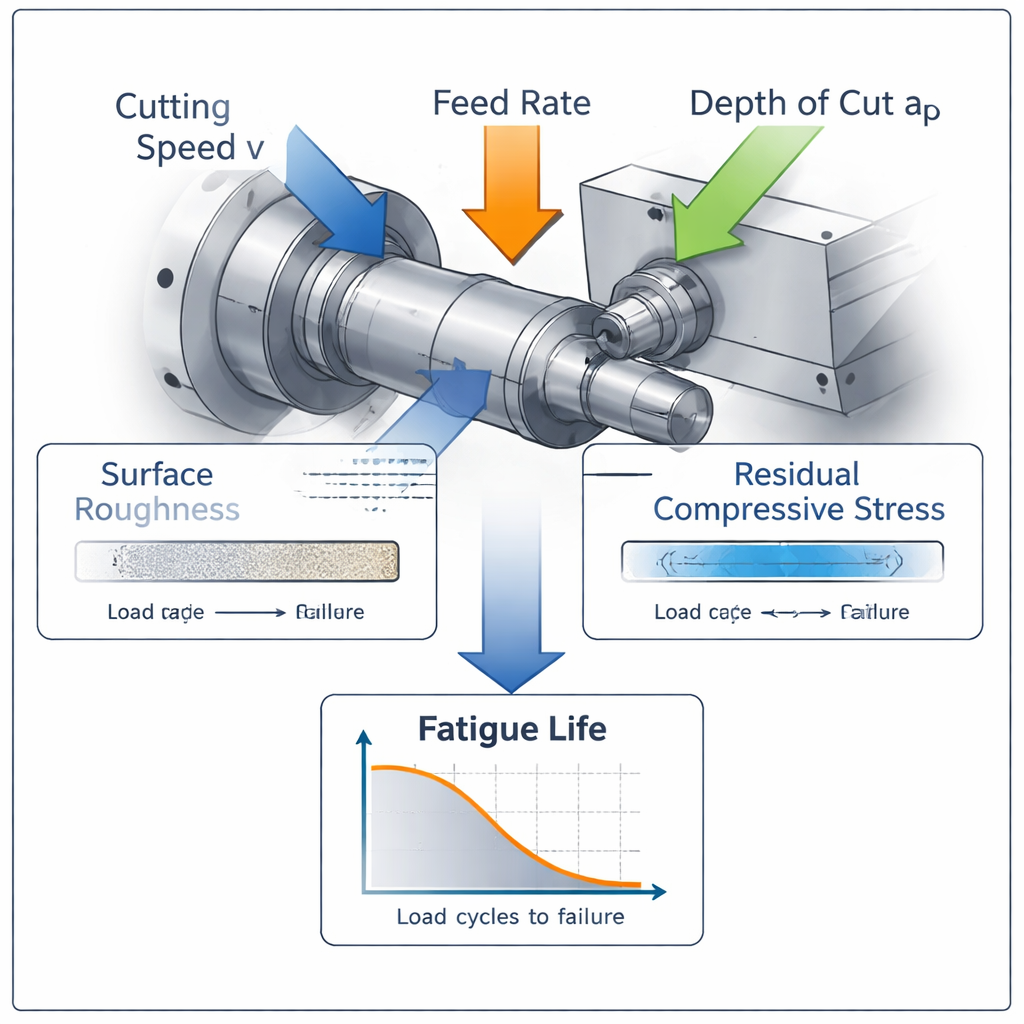
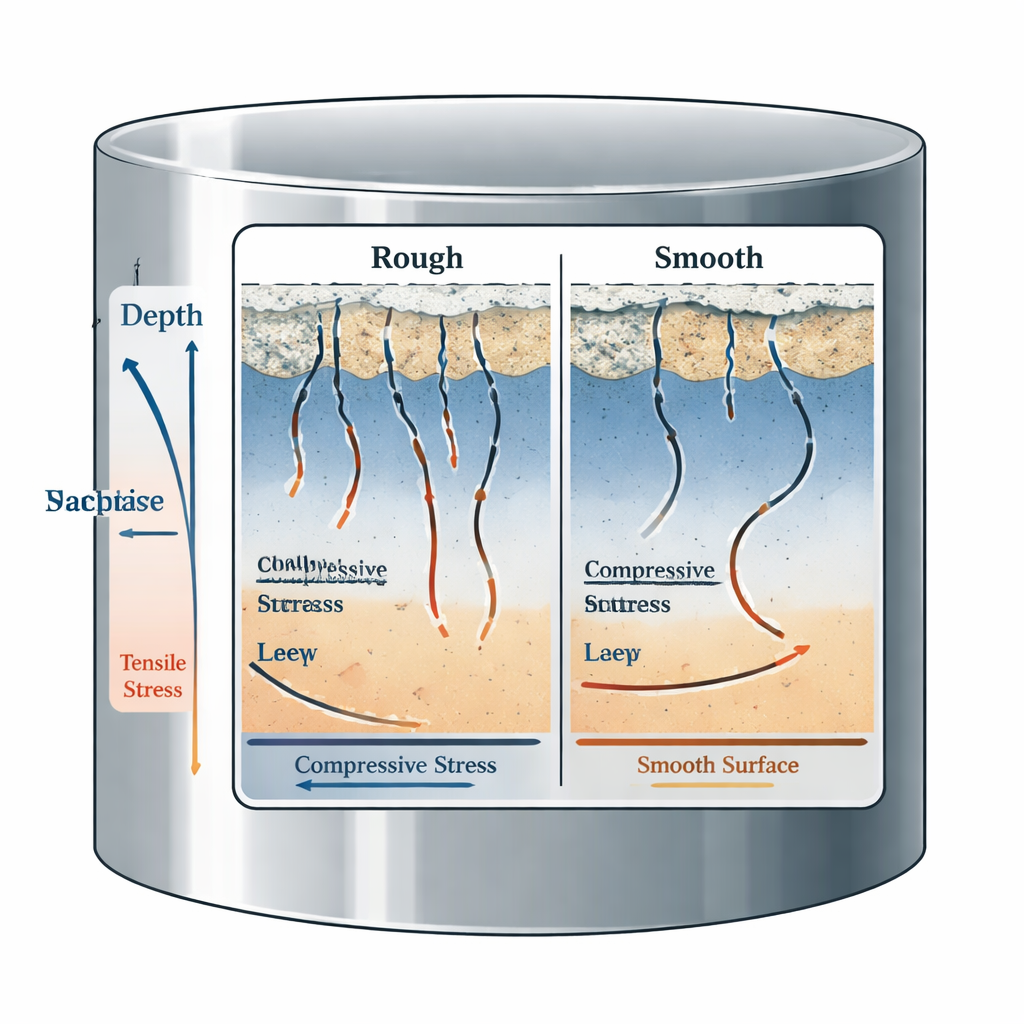
Prima che un albero in acciaio entri in servizio, viene tornito fino alla forma definitiva. In quella fase, i produttori scelgono tre impostazioni chiave: la velocità di avanzamento dell'utensile lungo il pezzo (avanzamento), la velocità di rotazione del pezzo (velocità di taglio) e la profondità di passata. Queste decisioni non influenzano solo la rapidità del lavoro: controllano anche la finitura superficiale e le tensioni interne imprigionate nella pelle del pezzo — caratteristiche complessivamente definite «integrità superficiale». Superfici più ruvide si comportano come piccole tacche dove le cricche possono iniziare, mentre tensioni di compressione vicino alla superficie agiscono come morsetti invisibili che ne ritardano la propagazione.
Testare gli acciai in flessione realistica
I ricercatori hanno usato acciaio 42CrMo bonificato e temprato, scelta comune per componenti impegnativi, e hanno lavorato pezzi di prova su un tornio a controllo numerico in condizioni di taglio «bagnato» (lubrificato). Hanno variato velocità di taglio, avanzamento e profondità di passata uno alla volta, poi misurato due esiti cruciali: la rugosità superficiale e la tensione residua di compressione nello strato esterno, usando un rugosimetro e metodi a raggi X. Successivamente hanno scelto quattro insiemi rappresentativi di parametri di taglio e realizzato provini a forma di clessidra, che sono stati sottoposti a flessione ripetuta ad alto carico fino alla rottura, permettendo al team di collegare direttamente le condizioni di lavorazione alla vita a fatica: il numero di cicli che ogni pezzo poteva sopportare.
Cosa fa durare di più una parte
Gli esperimenti hanno mostrato che l'avanzamento influisce fortemente sulla rugosità superficiale: avanzamenti maggiori producono tracce d'utensile più marcate e una finitura più ruvida. La velocità di taglio, invece, si è rivelata particolarmente importante sia per la rugosità sia per il profilo delle tensioni residue. In un intervallo moderato, velocità di taglio più alte, combinate con il refrigerante, hanno ridotto le vibrazioni e prevenuto l'incrostazione di materiale sull'orlo dell'utensile, portando a una superficie più liscia e a tensioni di compressione più elevate su uno strato più profondo sottostante. La profondità di passata ha avuto un'influenza minore e più sottile. Confrontando i quattro set selezionati, la combinazione di una velocità di taglio relativamente elevata e un avanzamento basso ha prodotto pezzi con un profilo molto favorevole: bassa rugosità, tensione di compressione superficiale molto elevata e uno strato protettivo profondo. Queste parti sono durate fino a circa 95.000 cicli di flessione — significativamente più a lungo rispetto a pezzi con superfici più ruvide o tensioni di compressione più deboli.
Pesare i due fattori principali: rugosità e tensione
Per trasformare queste osservazioni in uno strumento pratico di progetto, gli autori hanno costruito un indice combinato che fonde rugosità superficiale e tensione residua di compressione in un unico «valore standard ponderato». Hanno scalato entrambe le misure su una comune scala 0–1, poi hanno assegnato alla rugosità superficiale un'influenza del 35% e alla tensione residua di compressione del 65%, rispecchiando la loro importanza sospetta per la vita a fatica. Questo punteggio ha seguito molto da vicino la durata effettiva dei provini nei test di fatica: i campioni con il valore ponderato più alto hanno mostrato costantemente le vite più lunghe, e quelli con il valore più basso sono falliti più in fretta. Immagini microscopiche delle fratture hanno confermato questi risultati, mostrando che forti tensioni di compressione e un gradiente di tensione profondo rallentano la crescita delle cricche anche quando la superficie non è perfettamente liscia, mentre una buona rugosità da sola non può compensare tensioni di compressione deboli.
Cosa significa per le macchine reali
Per i non specialisti, il messaggio è semplice: come si taglia l'acciaio può essere altrettanto importante di quale acciaio si sceglie. Scegliendo parametri di lavorazione che generano una superficie ragionevolmente liscia e uno strato di compressione profondo e robusto, i produttori possono ritardare notevolmente le piccole cricche che portano infine al cedimento. Il metodo di punteggio ponderato dello studio offre agli ingegneri un modo semplice per bilanciare questi due effetti quando si regolano velocità di taglio, avanzamento e profondità di passata. In pratica, questo significa bulloni, alberi e ingranaggi più sicuri e duraturi — senza cambiare il materiale, ma semplicemente lavorandolo in modo più intelligente.
Citazione: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Parole chiave: fatica dei metalli, lavorazione, rugosità superficiale, tensioni residue, acciaio ad alta resistenza