Clear Sky Science · it
Applicazione di un metodo IEW-CRITIC-CoCoSo basato su T-spherical fuzzy a valori intervallari per l’ottimizzazione dei parametri di processo di compositi in polipropilene riciclato stampati in 3D
Dai rifiuti pandemici a pezzi utili
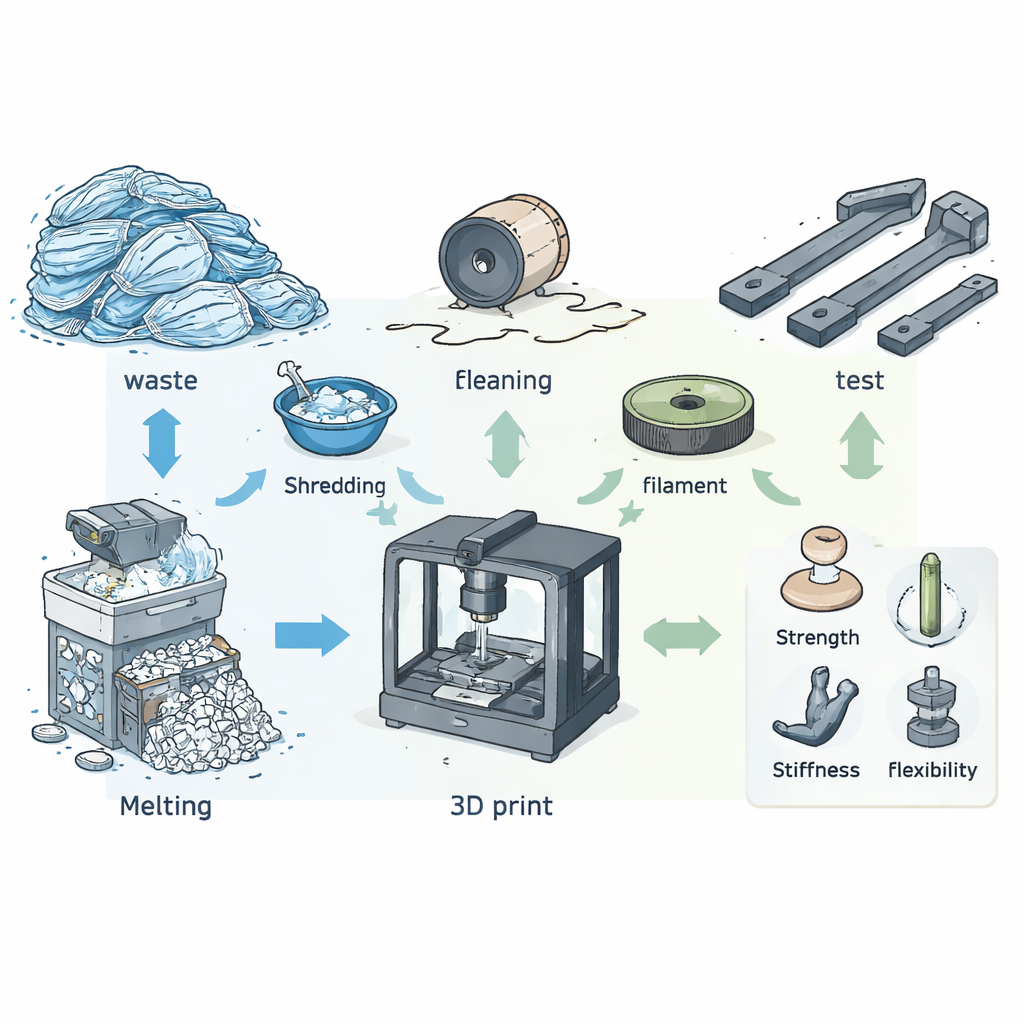
Miliardi di mascherine monouso e altri tessili a base di polipropilene si sono accumulati come rifiuti dalla pandemia di COVID-19. Questo studio esplora come tali scarti possano essere trasformati in pezzi resistenti e affidabili stampati in 3D, e come regolare una stampante affinché la plastica riciclata sia competitiva rispetto al materiale vergine. Utilizzando un nuovo tipo di matematica per il processo decisionale, gli autori mostrano come ottenere le migliori prestazioni meccaniche possibili da polipropilene riciclato rinforzato con fibre di vetro, contribuendo a chiudere il ciclo dei materiali plastici mantenendo la stampa 3D pratica per applicazioni ingegneristiche.
Perché la plastica riciclata richiede una stampa intelligente
Il polipropilene riciclato derivato da tessuti meltblown di scarto, come gli strati delle mascherine, è interessante perché è economico, leggero e ampiamente disponibile. Ma se usato nelle comuni stampanti 3D a deposizione fusa (FDM), soffre di scarsa adesione fra gli strati e di tenuta dimensionale instabile. L’aggiunta di fibre corte di vetro migliora resistenza e rigidezza, creando un composito denominato GF/RPP. Anche così, la qualità finale dipende fortemente da come la stampante è impostata: la temperatura dell’ugello, lo spessore dello strato, la densità di riempimento e l’orientamento delle linee di stampa influenzano in modo diverso resistenza, rigidezza e duttilità. Trovare un set di parametri che bilanci contemporaneamente tutte e tre le proprietà non è affatto ovvio.
Progettazione del materiale e dei test
I ricercatori hanno iniziato trasformando il polipropilene meltblown di scarto in pellet e poi in filamento caricato con il 30% in peso di fibre di vetro. Hanno confermato che questo composito fonde e scorre bene al di sotto della temperatura di degradazione, rendendolo adatto alla stampa 3D basata su estrusione. Con una stampante FDM commerciale hanno stampato provini standard a forma di dog-bone con nove diverse combinazioni di temperatura (220, 240, 260 °C), spessore di strato (0,1, 0,2, 0,3 mm) e densità di riempimento (60, 80, 100%), ripetendo la serie per tre angoli di raster (0°, 45°, 90°). Ogni campione è stato sottoposto a trazione per misurare resistenza a trazione, rigidezza (modulo di trazione) ed allungamento alla rottura, rilevando quanto fossero forti, rigidi e duttili i pezzi.
Nuova matematica per bilanciare obiettivi in conflitto
Poiché alcune impostazioni che aumentano la resistenza possono ridurre la duttilità, il team ha usato un quadro di decisione multi-criterio (MADM) per pesare e combinare tutti i risultati. Hanno lavorato in un contesto “fuzzy”, dove ogni misurazione non è trattata come un valore netto ma come un intervallo con gradi di credenza, esitazione e non credenza — riflettendo meglio esperimenti rumorosi. Il loro operatore T-spherical fuzzy a valori intervallari permette di unire i dati provenienti da diversi angoli di raster e proprietà meccaniche riducendo l’influenza di outlier anomali. Per decidere l’importanza di ciascuna proprietà, hanno fuso il giudizio di esperti con una misura oggettiva di quanto ogni proprietà varia e confligge con le altre. Infine hanno usato una procedura di classificazione chiamata CoCoSo per valutare e ordinare i nove set di parametri, puntando al miglior comportamento meccanico complessivo piuttosto che al singolo valore massimo.
Quali sono le impostazioni di stampa ottimali
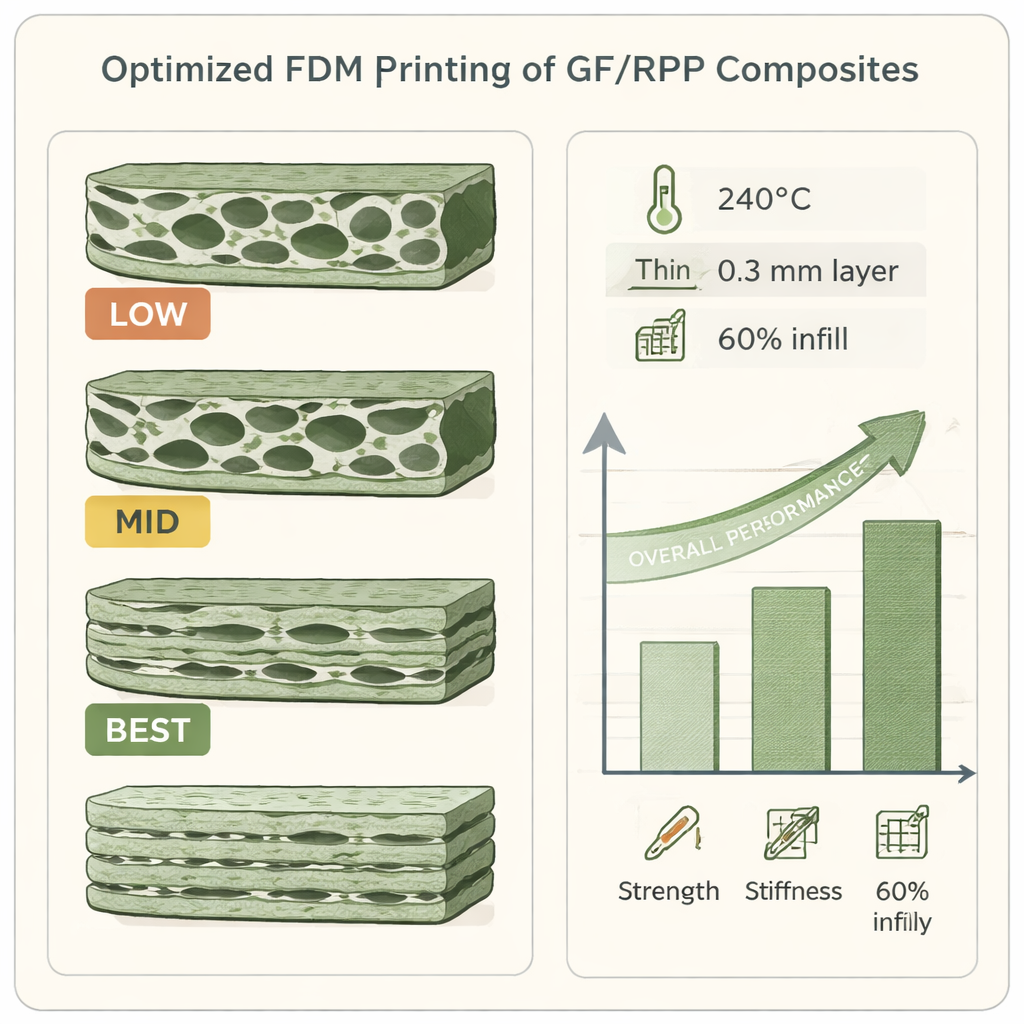
L’analisi combinata ha indicato chiaramente una ricetta vincente: temperatura di stampa di 240 °C, spessore di strato di 0,3 mm e densità di riempimento al 60%. Questa combinazione, denominata schema M6, ha fornito circa il 10,7% di prestazioni meccaniche complessive migliori rispetto agli altri assetti testati. A 240 °C il materiale fonde a sufficienza per fondere bene gli strati senza bruciarsi; strati più spessi aumentano l’area di contatto fra gli strati e riducono i vuoti interni; una densità di riempimento moderata offre buon supporto senza introdurre eccessive tensioni interne. L’analisi microscopica dei campioni fratturati ha confermato i risultati: i pezzi stampati in modo ottimale mostrano strati densi e ben fusi e fibre di vetro ben ancorate nella plastica, mentre impostazioni peggiori evidenziano gap, fibre estratte e grandi vuoti che indeboliscono il pezzo.
Implicazioni per una stampa 3D più sostenibile
In termini semplici, lo studio dimostra che con le impostazioni giuste il materiale di scarto delle mascherine rinforzato con fibre di vetro può diventare un feedstock affidabile per la stampa 3D di componenti strutturali. Invece di ottimizzare una proprietà alla volta, il quadro decisionale fuzzy degli autori aiuta i produttori a tarare le stampanti per un mix bilanciato di resistenza, rigidezza e flessibilità in presenza di incertezza. Oltre a questo composito specifico, lo stesso insieme di strumenti matematici potrebbe guidare la selezione dei parametri per altri plastiche riciclate e materiali avanzati, facilitando la progettazione di prodotti stampati in 3D più ecologici e ad alte prestazioni.
Citazione: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Parole chiave: stampa 3D, polipropilene riciclato, compositi con fibre di vetro, ottimizzazione del processo, decisione fuzzy